A Review on AA 6061 Metal Matrix Composites Produced by Stir Casting


Abstract
:1. Introduction
2. AA 6061 Aluminium Alloy
3. Stir Casting and AMC
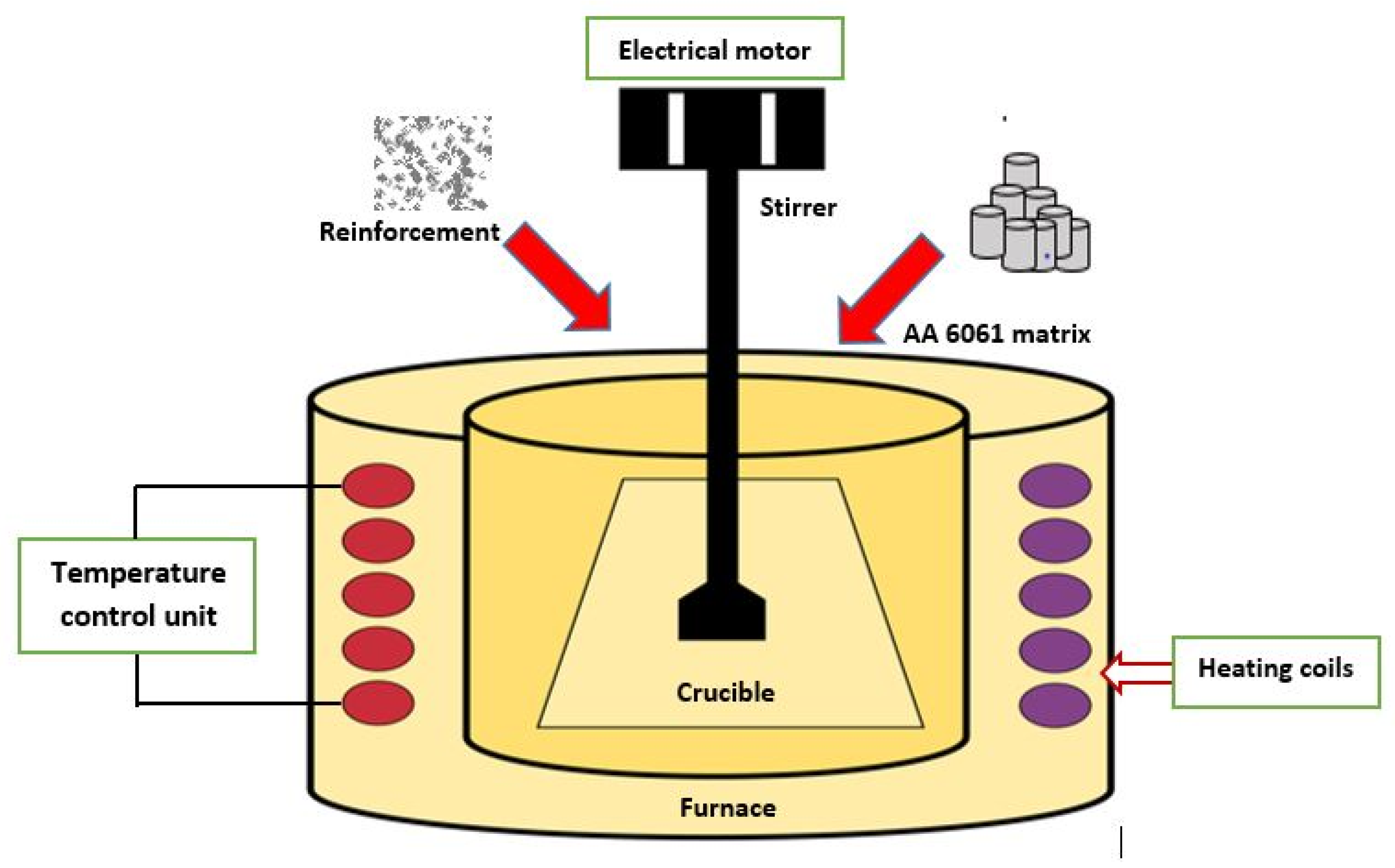
3.1. Stir-Casting Process Outline
3.2. Stir-Casting Process Parameters
3.3. AA 6061 AMC Fabrication
4. AA 6061 Composites Developed through the Stir-Casting Route
- AA 6061-SiC composites
- AA 6061-B4C composites
- AA 6061-Al2O3 composites
- AA 6061-TiC composites
- AA 6061 composites with other reinforcements (other than SiC, B4C, Al2O3, TiC)
- AA 6061-hybrid composites
- AA 6061-nanocomposites
4.1. AA 6061-SiC Composites
4.2. AA 6061-B4C Composites
4.3. AA 6061-Al2O3 Composites
4.4. AA 6061-TiC composites
4.5. AA 6061 Composites with Other Reinforcements
4.6. AA 6061 Matrix Hybrid Composites
5. AA 6061 Matrix Nanocomposites
6. Discussion
7. Conclusion
- AA 6061 is one of the most popular aluminium alloys used in various applications. Numerous AA 6061 composites were produced by reinforcing various organic and inorganic materials by the stir-casting method. The composites fabricated showed superior properties to those of the base alloy.
- Stir-casting process parameters such as the speed of the stirrer, stirring time, stirrer blade design, reinforcement size, and melt temperature have a great effect on the AA 6061 composite characteristics. Optimisation can be done to achieve suitable parameters.
- It was reported that reinforcement addition has a significant role in the solidification of the molten composite and results in grain refinement.
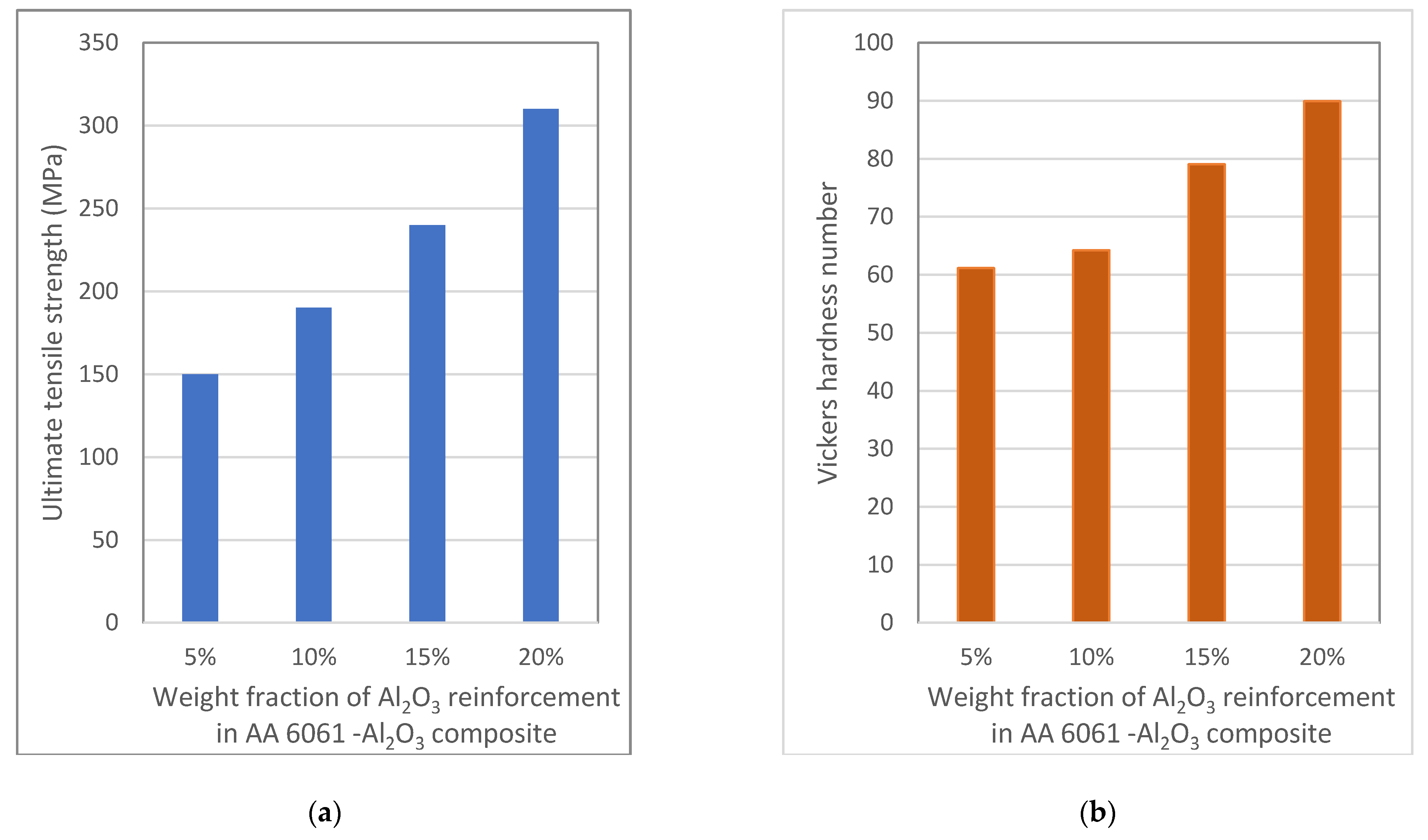
- The properties of the AA 6061 composites had strong dependence on the weight fraction of the reinforcement particles. Increasing the weight fraction of reinforcement could improve the mechanical and tribological properties of the composite. However, reinforcement addition beyond a limit would lead to the formation of pores and agglomeration, and it affects the properties.
- Researchers were able to develop economical and potential composite materials by effectively utilising the industrial waste such as fly ash, hence contributing to sustainability.
- Hybrid AA 6061 composites having enhanced properties were developed by stir-casting techniques. The combination of proper reinforcements improved the mechanical, tribological, and corrosion properties of composites.
- Nanocomposites can be also fabricated by stir casting. Limited research studies were done in this area. The high porosity and heterogenous distribution of reinforcement particles were reported in the stir casting of some nanocomposites.
- Future studies could focus on the effective fabrication of MMNCs using stir casting. Ultrasonic-assisted stir casting and squeeze casting were found to be effective in reducing the formation of pores, clusters, and agglomeration. It can lead to the homogenous distribution of reinforcement particulates and improve the mechanical properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Abdudeen, A.; Mourad, A.-H.I.; Qudeiri, J.A.; Ziout, A. Evaluation of Characteristics of A390-SiC p Squeeze Cast and Gravity Cast Composites. In Proceedings of the 2020 Advances in Science and Engineering Technology International Conferences (ASET), Dubai, UAE, 26 March–10 April 2019; IEEE: Piscataway, NJ, USA, 2019; pp. 1–6. [Google Scholar]
- Kumar Sharma, A.; Bhandari, R.; Aherwar, A.; Rimašauskienė, R.; Pinca-Bretotean, C. A study of advancement in application opportunities of aluminum metal matrix composites. Mater. Today Proc. 2020. [Google Scholar] [CrossRef]
- Huda, D.; El Baradie, M.A.; Hashmi, M.S.J. Metal-matrix composites: Materials aspects. Part II. J. Mater. Process. Technol. 1993. [Google Scholar] [CrossRef]
- Pandey, U.; Purohit, R.; Agarwal, P.; Kumar Singh, S. Study of Fabrication, Testing and Characterization of Al/TiC Metal Matrix Composites through different Processing Techniques. Mater. Today Proc. 2018, 5, 4106–4117. [Google Scholar] [CrossRef]
- Mukhopadhyay, P. Alloy designation, processing, and use of AA6XXX series aluminium alloys. ISRN Metall. 2012, 2012. [Google Scholar] [CrossRef] [Green Version]
- Mavhungu, S.T.; Akinlabi, E.T.; Onitiri, M.A.; Varachia, F.M. Aluminum Matrix Composites for Industrial Use: Advances and Trends. Procedia Manuf. 2017, 7, 178–182. [Google Scholar] [CrossRef]
- Joel, J.; Anthony Xavior, M. Aluminium Alloy Composites and its Machinability studies; A Review. Mater. Today Proc. 2018, 5, 13556–13562. [Google Scholar] [CrossRef]
- Christy, J.V.; I. Mourad, A.-H.; Arunachalam, R. Mechanical and Tribological Evaluation of Aluminum Metal Matrix Composite Pipes Fabricated by Gravity and Squeeze Stir Casting. In Proceedings of the Pressure Vessels and Piping Conference, San Antonio, TX, USA, 14–19 July 2019; American Society of Mechanical Engineers: New York, NY, USA, 2019; Volume 58974, p. V06AT06A018. [Google Scholar]
- Awasthi, A.; Panwar, N.; Singh Wadhwa, A.; Chauhan, A. Mechanical Characterization of Hybrid Aluminium Composite—A Review. Mater. Today Proc. 2018, 5, 27840–27844. [Google Scholar] [CrossRef]
- Kala, H.; Mer, K.K.S.; Kumar, S. A review on mechanical and tribological behaviors of stir cast aluminum matrix composites. Procedia Mater. Sci. 2014, 6, 1951–1960. [Google Scholar] [CrossRef] [Green Version]
- Srivyas, P.D.; Charoo, M.S. Role of Reinforcements on the Mechanical and Tribological Behavior of Aluminum Metal Matrix Composites—A Review. Mater. Today Proc. 2018, 5, 20041–20053. [Google Scholar] [CrossRef]
- Panwar, N.; Chauhan, A. Fabrication methods of particulate reinforced Aluminium metal matrix composite-A review. Mater. Today Proc. 2018, 5, 5933–5939. [Google Scholar] [CrossRef]
- Dev Srivyas, P.; Charoo, M. Role Of Fabrication Route On The Mechanical And Tribological Behavior Of Aluminum Metal Matrix Composites-A Review. Mater. Today Proc. 2018, 5, 20054–20069. [Google Scholar] [CrossRef]
- Ward-Close, C.M.; Chandrasekaran, L.; Robertson, J.G.; Godfrey, S.P.; Murgatroyde, D.P. Advances in the fabrication of titanium metal matrix composite. Mater. Sci. Eng. A 1999, 263, 314–318. [Google Scholar] [CrossRef]
- Krishnan, P.K.; Christy, J.V.; Arunachalam, R.; Mourad, A.H.I.; Muraliraja, R.; Al-Maharbi, M.; Murali, V.; Chandra, M.M. Production of aluminum alloy-based metal matrix composites using scrap aluminum alloy and waste materials: Influence on microstructure and mechanical properties. J. Alloys Compd. 2019, 784, 1047–1061. [Google Scholar] [CrossRef]
- Arunachalam, R.; Piya, S.; Krishnan, P.K.; Muraliraja, R.; Christy, J.V.; Mourad, A.-H.I.; Al-Maharbi, M. Optimization of stir–squeeze casting parameters for production of metal matrix composites using a hybrid analytical hierarchy process–Taguchi-Grey approach. Eng. Optim. 2020, 52, 1166–1183. [Google Scholar] [CrossRef]
- Ashok Kumar, B.; Murugan, N. Metallurgical and mechanical characterization of stir cast AA6061-T6-AlNp composite. Mater. Des. 2012, 40, 52–58. [Google Scholar] [CrossRef]
- Hashim, J.; Looney, L.; Hashmi, M.S.J. Metal matrix composites: Production by the stir casting method. J. Mater. Process. Technol. 1999, 92, 1–7. [Google Scholar] [CrossRef]
- Troeger, L.P.; Starke, E.A. Microstructural and mechanical characterization of a superplastic 6xxx aluminum alloy. Mater. Sci. Eng. A 2000, 277, 102–113. [Google Scholar] [CrossRef]
- Skolianos, S.M.; Kiourtsidis, G.; Xatzifotiou, T. Effect of applied pressure on the microstructure and mechanical properties of squeeze-cast aluminum AA6061 alloy. Mater. Sci. Eng. A 1997, 231, 17–24. [Google Scholar] [CrossRef]
- Dorward, R.C.; Bouvier, C. A rationalization of factors affecting strength, ductility and toughness of AA6061-type Al-Mg-Si-(Cu) alloys. Mater. Sci. Eng. A 1998, 254, 33–44. [Google Scholar] [CrossRef]
- Pandiyarajan, R.; Maran, P.; Marimuthu, S.; Arumugam, K. Mechanical and metallurgical characterization of friction stir welded AA6061- ZrO2-C hybrid MMCs. Mater. Today Proc. 2019, 19, 256–259. [Google Scholar] [CrossRef]
- Ramanathan, A.; Krishnan, P.K.; Muraliraja, R. A review on the production of metal matrix composites through stir casting—Furnace design, properties, challenges, and research opportunities. J. Manuf. Process. 2019, 42, 213–245. [Google Scholar] [CrossRef]
- Garg, P.; Jamwal, A.; Kumar, D.; Sadasivuni, K.K.; Hussain, C.M.; Gupta, P. Advance research progresses in aluminium matrixcomposites: Manufacturing & applications. J. Mater. Res. Technol. 2019, 8, 4924–4939. [Google Scholar] [CrossRef]
- Kumaraswamy, H.S.; Bharat, V.; Krishna Rao, T. Influence of Mechanical &tribological BehaviourOf Al 2024 MMC Fabricated by Stir Casting Technique-A Review. Mater. Today Proc. 2018, 5, 11962–11970. [Google Scholar] [CrossRef]
- Kadam, M.S.; Shinde, V.D. Stir cast aluminium metal matrix composites with mechanical and micro-structural behavior: A review. Mater. Today Proc. 2020, 27, 845–852. [Google Scholar] [CrossRef]
- Annigeri, U.K.; Veeresh Kumar, G.B. Method of stir casting of Aluminum metal matrix Composites: A review. Mater. Today Proc. 2017, 4, 1140–1146. [Google Scholar] [CrossRef]
- Das, B.; Roy, S.; Rai, R.N.; Saha, S.C.; Majumder, P. Effect of in-situ processing parameters on microstructure and mechanical properties of TiC particulate reinforced Al—4. 5Cu alloy MMC fabricated by stir-casting technique—Optimization using grey based differential evolution algorithm. Measurement 2016, 93, 397–408. [Google Scholar] [CrossRef]
- Youssef, Y.M. Effect of Reinforcement Particle Size and Weight Fraction on the Mechanical Properties of SiC Particle Reinforced Al Metal Matrix Composites Effect of Reinforcement Particle Size and Weight Fraction on the Mechanical Properties of SiC Particle Reinforced. Int. Rev. Mech. Eng. 2016, 10. [Google Scholar] [CrossRef]
- Poddar, P.; Srivastava, V.C.; Sahoo, K.L. Processing and mechanical properties of SiC reinforced cast magnesium matrix composites by stir casting process. Mater. Sci. Eng. A 2007, 461, 357–364. [Google Scholar] [CrossRef]
- Moses, J.J.; Dinaharan, I.; Sekhar, S.J. Prediction of influence of process parameters on tensile strength of AA6061/TiC aluminum matrix composites produced using stir casting. Trans. Nonferrous Met. Soc. China 2016, 26, 1498–1511. [Google Scholar] [CrossRef]
- Karakoç, H.; Karabulut, Ş.; Çıtak, R. Study on mechanical and ballistic performances of boron carbide reinforced Al 6061 aluminum alloy produced by powder metallurgy. Compos. Part B Eng. 2018, 148, 68–80. [Google Scholar] [CrossRef]
- Dhanashekar, M.; Loganathan, P.; Ayyanar, S.; Mohan, S.R.; Sathish, T. Materials Today: Proceedings Mechanical and wear behaviour of AA6061/SiC composites fabricated by powder metallurgy method. Mater. Today Proc. 2020, 21, 1008–1012. [Google Scholar] [CrossRef]
- Chak, V.; Chattopadhyay, H.; Dora, T.L. A review on fabrication methods, reinforcements and mechanical properties of aluminum matrix composites. J. Manuf. Process. 2020, 56, 1059–1074. [Google Scholar] [CrossRef]
- Veeresh Kumar, G.B.; Rao, C.S.P.; Selvaraj, N. Studies on mechanical and dry sliding wear of Al6061-SiC composites. Compos. Part B Eng. 2012, 43, 1185–1191. [Google Scholar] [CrossRef]
- Moses, J.J.; Dinaharan, I.; Sekhar, S.J. Characterization of Silicon Carbide Particulate Reinforced AA6061 Aluminum Alloy Composites Produced via Stir Casting. Procedia Mater. Sci. 2014, 5, 106–112. [Google Scholar] [CrossRef] [Green Version]
- Sivananthan, S.; Ravi, K.; Samuel, S.J. Effect of SiC particles reinforcement on mechanical properties of aluminium 6061 alloy processed using stir casting route. Mater. Today Proc. 2020, 21, 968–970. [Google Scholar] [CrossRef]
- Maurya, N.K.; Maurya, M.; Srivastava, A.K.; Dwivedi, S.P.; Kumar, A.; Chauhan, S. Investigation of mechanical properties of Al 6061/SiC composite prepared through stir casting technique. Mater. Today Proc. 2019, 25, 755–758. [Google Scholar] [CrossRef]
- Kalaiselvan, K.; Murugan, N.; Parameswaran, S. Production and characterization of AA6061-B4C stir cast composite. Mater. Des. 2011, 32, 4004–4009. [Google Scholar] [CrossRef]
- Ravi, B.; Balu Naik, B.B.; Udaya Prakash, J. Characterization of Aluminium Matrix Composites (AA6061/B4C) Fabricated by Stir Casting Technique. Mater. Today Proc. 2015, 2, 2984–2990. [Google Scholar] [CrossRef]
- Bhujanga, D.P.; Manohara, H.R. Processing and evaluation of mechanical properties and dry sliding wear behavior of AA6061-B4C composites. Mater. Today Proc. 2018, 5, 19773–19782. [Google Scholar] [CrossRef]
- Manjunatha, B.; Niranjan, H.B.; Satyanarayana, K.G. Effect of mechanical and thermal loading on boron carbide particles reinforced Al-6061 alloy. Mater. Sci. Eng. A 2015, 632, 147–155. [Google Scholar] [CrossRef]
- LI, Y.; LI, Q.L.; LI, D.; LIU, W.; SHU, G. gang Fabrication and characterization of stir casting AA6061—31%B4C composite. Trans. Nonferrous Met. Soc. China 2016, 26, 2304–2312. [Google Scholar] [CrossRef]
- Hima Gireesh, C.; Durga Prasad, K.; Ramji, K. Experimental Investigation on Mechanical Properties of an Al6061 Hybrid Metal Matrix Composite. J. Compos. Sci. 2018, 2, 49. [Google Scholar] [CrossRef] [Green Version]
- Kandpal, B.C.; Kumar, J.; Singh, H. Fabrication and characterisation of Al2O3/aluminium alloy 6061 composites fabricated by Stir casting. Mater. Today Proc. 2017, 4, 2783–2792. [Google Scholar] [CrossRef]
- Pandey, U.; Purohit, R.; Agarwal, P.; Dhakad, S.K.; Rana, R.S. Effect of TiC particles on the mechanical properties of aluminium alloy metal matrix composites (MMCs). Mater. Today Proc. 2017, 4, 5452–5460. [Google Scholar] [CrossRef]
- Gopalakrishnan, S.; Murugan, N. Production and wear characterisation of AA 6061 matrix titanium carbide particulate reinforced composite by enhanced stir casting method. Compos. Part B Eng. 2012, 43, 302–308. [Google Scholar] [CrossRef]
- Ravi Kumar, K.; Kiran, K.; Sreebalaji, V.S. Micro structural characteristics and mechanical behaviour of aluminium matrix composites reinforced with titanium carbide. J. Alloys Compd. 2017, 723, 795–801. [Google Scholar] [CrossRef]
- Raviraj, M.S.; Sharanprabhu, C.M.; Mohankumar, G.C. Experimental Analysis on Processing and Properties of Al-TiC Metal Matrix Composites. Procedia Mater. Sci. 2014, 5, 2032–2038. [Google Scholar] [CrossRef] [Green Version]
- Marachakkanavar, M.; Sanjey, S.J.; Korade, D.N.; Jagtap, K.R. Experimental Investigation of Mechanical Properties of Al6061 Reinforced with Iron ore. Mater. Today Proc. 2017, 4, 8219–8225. [Google Scholar] [CrossRef]
- Phanibhushana, M.V.; Chandrappa, C.N.; Niranjan, H.B. Study of Wear Characteristics of Hematite Reinforced Aluminum Metal Matrix Composites. Mater. Today Proc. 2017, 4, 3484–3493. [Google Scholar] [CrossRef]
- Madhukumar. Umashankar Characterization of Glass Particulate Reinforced Aluminium Alloy6061 Metal Matrix Composites. Mater. Today Proc. 2018, 5, 7604–7608. [Google Scholar] [CrossRef]
- Chethan, K.N.; Keni, L.G.; Padmaraj, N.H.; Dias, A.; Jain, R. Fabrication and Mechanical characterization of aluminium [6061] with conventionally prepared bamboocharcoal. Mater. Today Proc. 2018, 5, 3465–3475. [Google Scholar] [CrossRef]
- Subba Rao, E.; Ramanaiah, N. Influence of Heat Treatment on Mechanical and Corrosion Properties of Aluminium Metal Matrix composites (AA 6061 reinforced with MoS2). Mater. Today Proc. 2017, 4, 11270–11278. [Google Scholar] [CrossRef]
- Panwar, N.; Chauhan, A.; Pali, H.S.; Sharma, M.D. Fabrication of aluminum 6061 red-mud composite using stir casting and micro structure observation. Mater. Today Proc. 2020, 21, 2014–2023. [Google Scholar] [CrossRef]
- Prabhu, S.R.; Shettigar, A.K.; Herbert, M.A.; Rao, S.S. Microstructure and mechanical properties of rutile-reinforced AA6061 matrix composites produced via stir casting process. Trans. Nonferrous Met. Soc. China 2019, 29, 2229–2236. [Google Scholar] [CrossRef]
- Rahman, M.S.U.; Jayahari, L. Study Of Mechanical Properties and Wear Behaviour of Aluminium 6061 Matrix Composites Reinforced with Steel Machining Chips. Mater. Today Proc. 2018, 5, 20117–20123. [Google Scholar] [CrossRef]
- Baburaja, K.; Venkatasubbaiah, K.; Kalluri, R. ScienceDirect. Mater. Today Proc. 2016, 3, 4140–4145. [Google Scholar] [CrossRef]
- Ravindran, S.; Mani, N.; Balaji, S.; Abhijith, M.; Surendaran, K. ScienceDirect Mechanical Behaviour of Aluminium Hybrid Metal Matrix Composites—A Review. Mater. Today Proc. 2019, 16, 1020–1033. [Google Scholar] [CrossRef]
- Sharma, V.K.; Kumar, V.; Joshi, R.S. Investigation of rare earth particulate on tribological and mechanical properties of Al-6061 alloy composites for aerospace application. Integr. Med. Res. 2019, 8, 3504–3516. [Google Scholar] [CrossRef]
- Sharma, V.K.; Kumar, V.; Joshi, R.S. Effect of RE addition on wear behavior of an Al-6061 based hybrid composite. Wear 2019, 426–427, 961–974. [Google Scholar] [CrossRef]
- Sarkar, S.; Bhirangi, A.; Mathew, J.; Oyyaravelu, R.; Kuppan, P.; Balan, A.S.S. Fabrication characteristics and mechanical behavior of Rice Husk Ash-Silicon Carbide reinforced Al-6061 alloy matrix hybrid composite. Mater. Today Proc. 2018, 5, 12706–12718. [Google Scholar] [CrossRef]
- Kumar, N.M.; Annamalai, L. Characterization and tribological analysis on AA 6061 reinforced with AlN and ZrB 2 in situ composites. Integr. Med. Res. 2018, 8, 969–980. [Google Scholar] [CrossRef]
- Pitchayyapillai, G.; Seenikannan, P.; Raja, K.; Chandrasekaran, K. Al6061 Hybrid Metal Matrix Composite Reinforced with Alumina and Molybdenum Disulphide. Adv. Mater. Sci. Eng. 2016, 2016. [Google Scholar] [CrossRef] [Green Version]
- Jawalkar, C.S.; Kant, S.; Panwar, N.; Sharma, M.D.; Pali, H.S. Effect of particle size variation of bagasse ash on mechanical properties of aluminium hybrid metal matrix composites. Mater. Today Proc. 2020, 21, 2024–2029. [Google Scholar] [CrossRef]
- Nathan, V.B.; Soundararajan, R.; Abraham, C.B.; Vinoth, E.; Narayanan, J.K. Materials Today: Proceedings Study of mechanical and metallurgical characterization of correlated aluminium hybrid metal matrix composites. Mater. Today Proc. 2020, 4–9. [Google Scholar] [CrossRef]
- Elanchezhian, C.; Vijaya Ramanth, B.; Bhaskar, G.B.; Vivekanandhan, M. An investigation of the mechanical properties of hybrid composites in applications of automotive industry. Mater. Today Proc. 2019, 16, 875–882. [Google Scholar] [CrossRef]
- Devanathan, R.; Ravikumar, J.; Boopathi, S.; Selvam, D.C.; Anicia, S.A. ScienceDirect Influence in Mechanical Properties of Stir Cast Aluminium ( AA6061 ) Hybrid Metal matrix Composite ( HMMC ) with Silicon Carbide, Fly Ash and Coconut coir Ash Reinforcement. Mater. Today Proc. 2020, 22, 3136–3144. [Google Scholar] [CrossRef]
- Sachinkumar, S.; Narendranath, S.; Chakradhar, D. Studies on microstructure and mechanical characteristics of as cast AA6061/SiC/fly ash hybrid AMCs produced by stir casting. Mater. Today Proc. 2020, 20, A1–A5. [Google Scholar] [CrossRef]
- James, S.J.; Ganesan, M.; Santhamoorthy, P.; Kuppan, P. Development of hybrid aluminium metal matrix composite and study of property. Mater. Today Proc. 2018, 5, 13048–13054. [Google Scholar] [CrossRef]
- Reza, H.; Abolkarim, S.; Haddad, M.; Huang, Y. Investigation of microstructure and mechanical properties of Al6061-nanocomposite fabricated by stir casting. J. Mater. 2014, 55, 921–928. [Google Scholar] [CrossRef]
- Rana, R.S.; Purohit, R. Development and Analysis of Al-Matrix Nano Composites fabricated by ultrasonic assisted Squeeze casting process. Mater. Today Proc. 2015, 2, 3697–3703. [Google Scholar] [CrossRef]
- Sozhamannan, G.G.; Yusuf, M.M.; Aravind, G.; Kumaresan, G. ScienceDirect Effect Of Applied Load On The Wear Performance Of 6061 Al/Nano Ticp/Gr Hybrid Composites. Mater. Today Proc. 2018, 5, 6489–6496. [Google Scholar] [CrossRef]
- Pitchayyapillai, G.; Seenikannan, P.; Balasundar, P.; Narayanasamy, P. Effect of nano-silver on microstructure, mechanical and tribological properties of cast 6061 aluminum alloy. Trans. Nonferrous Met. Soc. China 2017, 27, 2137–2145. [Google Scholar] [CrossRef]
- Madhukar, P.; Selvaraj, N.; Gujjala, R.; Surya, C.; Rao, P. Ultrasonics—Sonochemistry Production of high performance AA7150-1 % SiC nanocomposite by novel fabrication process of ultrasonication assisted stir casting. Ultrason. Sonochemistry 2019, 58, 104665. [Google Scholar] [CrossRef] [PubMed]
- Sahu, K.; Rana, R.S.; Purohit, R.; Koli, D.K.; Rajpurohit, S.S.; Singh, M. Wear behavior and micro-structural study of Al/Al 2 O 3 Nano- composites before and after heat treatment. Mater. Today Proc. 2015, 2, 1892–1900. [Google Scholar] [CrossRef]
- Wang, Z.; Song, M.; Sun, C.; He, Y. Effects of particle size and distribution on the mechanical properties of SiC reinforced Al-Cu alloy composites. Mater. Sci. Eng. A 2011, 528, 1131–1137. [Google Scholar] [CrossRef]
- Kumar, A.; Lal, S.; Kumar, S. Fabrication and characterization of A359/Al2O3 metal matrix composite using electromagnetic stir casting method. J. Mater. Res. Technol. 2013, 2, 250–254. [Google Scholar] [CrossRef] [Green Version]
- Dwivedi, S.P.; Sharma, S.; Mishra, R.K. Electromagnetic Stir Casting and its Process Parameters for the Fabrication and Refined the Grain Structure of Metal Matrix Composites—A Review. 2014, 2, 639–649. Int. J. Adv. Res. Innov. 2014, 2, 639–649. [Google Scholar]
- Thevenot, F. Boron carbide—a comprehensive review. J. Eur. Ceram. Soc. 1990, 6, 205–225. [Google Scholar] [CrossRef]
- Toptan, F.; Kilicarslan, A.; Karaaslan, A.; Cigdem, M.; Kerti, I. Processing and microstructural characterisation of AA 1070 and AA 6063 matrix B4Cp reinforced composites. Mater. Des. 2010, 31, S87–S91. [Google Scholar] [CrossRef]
- Patidar, D.; Rana, R.S. Effect of B4C particle reinforcement on the various properties of aluminium matrix composites: A survey paper. Mater. Today Proc. 2017, 4, 2981–2988. [Google Scholar] [CrossRef]
- Pilania, G.; Thijsse, B.J.; Hoagland, R.G.; LaziÄ, I.; Valone, S.M.; Liu, X.Y. Revisiting the Al/Al 2 O 3 interface: Coherent interfaces and misfit accommodation. Sci. Rep. 2014, 4, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Kumar, N.; Irfan, G. Materials Today: Proceedings Mechanical, microstructural properties and wear characteristics of hybrid aluminium matrix nano composites ( HAMNCs )—Review. Mater. Today Proc. 2020. [Google Scholar] [CrossRef]
- Muley, A.V.; Aravindan, S.; Singh, I.P. Nano and hybrid aluminum based metal matrix composites: An overview. Manuf. Rev. 2015, 2, 15. [Google Scholar] [CrossRef] [Green Version]
- Zhou, D.; Qiu, F.; Wang, H.; Jiang, Q. Manufacture of nano-sized particle-reinforced metal matrix composites: A review. Acta Metall. Sin. 2014, 27, 798–805. [Google Scholar] [CrossRef] [Green Version]
- Idrisi, A.H.; Mourad, A.H.I. Conventional stir casting versus ultrasonic assisted stir casting process: Mechanical and physical characteristics of AMCs. J. Alloys Compd. 2019, 805, 502–508. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Composition (Mass Percentage) |
|---|---|
| Al | 95.85–98.56 |
| Mg | 0.8–1.2 |
| Si | 0.4–0.8 |
| Fe | 0.0–0.7 |
| Cu | 0.15–0.40 |
| Cr | 0.04–0.35 |
| Zn | 0.0–0.25 |
| Ti | 0.0–0.25 |
| Mn | 0.0–0.15 |
| No. | Author, Year | Reinforcements Used in AA 6061 Matrix | ||||||
|---|---|---|---|---|---|---|---|---|
| SiC | B4C | Al2O3 | TiC | Other | Hybrid | Nano | ||
| 1. | G. B. Veeresh Kumar et al., 2012 [35] | x | ||||||
| 2. | J. J. Moses et al., 2014 [36] | x | ||||||
| 3. | S. Sivananthan et al., 2020 [37] | x | ||||||
| 4. | N. K. Maurya et al., 2019 [38] | x | ||||||
| 5. | K. Kalaiselvan et al., 2011 [39] | x | ||||||
| 6. | B. Ravi et al., 2015 [40] | x | ||||||
| 7. | D. P. Bhujanga et al., 2018 [41] | x | ||||||
| 8. | B. Manjunatha et al., 2015 [42] | x | ||||||
| 9. | Y. LI et al., 2016 [43] | x | ||||||
| 10. | C. Hima Gireesh et al., 2018 [44] | x | ||||||
| 11. | B. C. Kandpal et al., 2017 [45] | x | ||||||
| 12. | U. Pandey et al., 2017 [46] | x | ||||||
| 13. | S. Gopalakrishnan et al., 2011 [47] | x | ||||||
| 14. | K. Ravi Kumar et al., 2017 [48] | x | ||||||
| 15. | M. S. Raviraj et al., 2014 [49] | x | ||||||
| 16. | M. Marachakkanavar et al., 2017 [50] | x | ||||||
| 17. | M. V. Phanibhushana et al., 2017 [51] | x | ||||||
| 18. | Madhukumar et al., 2018 [52] | x | ||||||
| 19. | K. N. Chethan et al., 2017 [53] | x | ||||||
| 20. | E. Subba Rao et al., 2017 [54] | x | ||||||
| 21. | N. Panwar et al., 2020 [55] | x | ||||||
| 22. | S. R. Prabhu et al., 2019 [56] | x | ||||||
| 23. | M. S. U. Rahman et al., 2018 [57] | x | ||||||
| 24. | K. Baburaja et al., 2016 [58] | x | ||||||
| 25. | S. Ravindran et al., 2019 [59] | x | ||||||
| 26. | V. K. Sharma et al., 2019 [60] | x | ||||||
| 27. | V. K. Sharma et al., 2019 [61] | x | ||||||
| 28. | S. Sarkar et al., 2018 [62] | x | ||||||
| 29. | N. M. Kumar et al., 2018 [63] | x | ||||||
| 30. | G. Pitchayyapillai et al., 2016 [64] | x | ||||||
| 31. | Yashpal et al., 2020 [65] | x | ||||||
| 32. | V. B. Nathan et al., 2020 [66] | x | ||||||
| 33. | C. Elanchezhian et al., 2019 [67] | x | ||||||
| 34. | R. Devanathan et al., 2020 [68] | x | ||||||
| 35. | S. Sachinkumar et al., 2020 [69] | x | ||||||
| 36. | S. J. James et al., 2018 [70] | x | ||||||
| 37. | H. Reza et al., 2014 [71] | x | ||||||
| 38. | R. S. Rana et al., 2015 [72] | x | ||||||
| 39. | G. G. Sozhamannan et al., 2018 [73] | x | ||||||
| 40. | G. Pitchayyapillai et al., 2017 [74] | x | ||||||
| 41. | P. Madhukar et al., 2019 [75] | x | ||||||
| 42. | K. Sahu et al., 2015 [76] | x | ||||||
| No. | Authors | Reinforcements and Composition | Remarks |
|---|---|---|---|
| 1 | Vipin Kumar Sharma et al., 2019 [60] | a. 5 wt % (Al2O3 + SiC) b. 10 wt % (Al2O3 + SiC) c. 15 wt % (Al2O3 + SiC) d. 5 wt % (Al2O3 + SiC) + 0.5 wt % CeO2 e. 10 wt % (Al2O3 + SiC) + 1.5 wt % CeO2 f. 15 wt % (Al2O3 + SiC) + 2.5 wt % CeO2 | AA 6061 hybrid AMCs combined with (SiC + Al2O3) exhibited enhanced mechanical properties with decreased porosity after the incorporation of cerium oxide (rare earth particles). After the successful addition of 2.5 wt % of cerium oxide, the tensile strength increased from 30 to 123 MPa. The micro hardness and Rockwell hardness of the AA 6061 base alloy was improved by 17.02% and 33.80% respectively after the incorporation of 2.5 wt % CeO2. Rockwell hardness showed only 16.31% improvement when cerium oxide was not added. The ductility of the hybrid composites was observed to be increased along with the increment in UTS. |
| 2 | V.K. Sharma et al., 2019 [61] | a. 5 wt % (Al2O3 + SiC) b. 10 wt % (Al2O3 + SiC) c. 15 wt % (Al2O3 + SiC) d. 5 wt % (Al2O3 + SiC) + 0.5 wt % CeO2 e. 10 wt % (Al2O3 + SiC) + 1.5 wt % CeO2 f. 15 wt %(Al2O3 + SiC) + 2.5 wt % CeO2 | The addition of rare earth powder (CeO2) oxides to the Al2O3 and SiC ceramic as an additive is found to be effective in the fabrication of high performing as well as economical AA 6061 hybrid composites. Stir-cast AA 6061 hybrid composites with CeO2 demonstrated a decreased level of wear under all test conditions. |
| 3 | Siddhartha Sarkar et al., 2018 [62] | Rice husk ash (RHA) + SiC (8 wt % with RHA to SiC ratios 1:4, 2:3 and 0:1) | Microstructure evaluation revealed that a uniform distribution of particulates occurred. The hardness and tensile strength decreased with the increasing wt % of RHA, because of the presence of SiO2 having lower hardness and elastic modulus compared to SiC. However, the hardness and tensile strength of the RHA-reinforced products are much higher than that of the non-reinforced AA 6061 alloy, which supports the claim that it can be used as a potential material. AA 6061/RHA/SiC composites showed a greatly reduced porosity level, lower than 2.86% porosity. Hence, these composites can be employed as a lightweight material in engineering applications. |
| 4 | N. Mathan Kumar et al., 2018 [63] | Aluminium nitride (AlN) and zirconium boride (ZrB2) (0 wt %, 3 wt %, 6 wt %, 9 wt % and 12 wt %) | AA 6061 hybrid composites were effectively fabricated with varied amounts of reinforcements such as 0, 3, 6, 9, and 12 wt %. The particles were well dispersed and were transformed at the time of cooling. The bonding of the matrix and reinforced particles were good; thus, grain refinement was achieved and defects were avoided. |
| 5 | G. Pitchayyapillai et al., 2016 [64] | Alumina (4, 8, and 12 wt % of Al2O3) Molybdenum disulphide (2, 4, and 6 wt % of MoS2) | Mechanical properties and wear resistance of hybrid composites increased with an increase in weight fraction of alumina particles. The tensile strength and hardness of the composite were reduced due to the increment in the weight fraction of MoS2 reinforcement. However, the addition of MoS2 reinforcement in AA 6061/Al2O3 composites improved the wear and friction resistance of the composite. Metal-to-metal contact was prevented by the stable and MoS2 rich mechanically mixed layer, which reduced the wear of the composite. |
| 6 | Yashpal et al., 2020 [65] | Alumina (5%) and bagasse ash (8%) | The stir-casting method ensured that the reinforcement distribution was fairly uniform. However, the reinforcement distribution was just up to some degree in the case of large particles. By utilising smaller particle size reinforcements, hybrid composites provided better mechanical properties than the base alloy. However, particle size increment resulted in the reduction of mechanical properties. |
| 7 | V. Boobesh Nathan et al., 2020 [66] | Silicon Carbide (2, 4, 6 wt %) Zirconium Dioxide (3 wt %) | Owing to pour-free sound castings, the stir-casting process is found to be well adapted to the hybrid composite fabrication. AA 6061 with 6 wt % SiC and 3 wt % ZrO2 hybrid composites showed a 39% increase in hardness, 20.4% improvement in tensile strength, and 24.2% enhancement in compressive strength when compared to virgin material. This had stronger mechanical and metallurgical responses, which recommended this combination for applications in the automobile and aerospace components manufacturing. |
| 8 | C. Elanchezhian et al., 2019 [67] | Silicon, zinc, graphite, chromium (0.5, 1, and 1.5 wt % each) | The incorporation of particles such as alumina, silicon, zinc, chromium, etc. in the AA 6061 matrix contributed to the improvement in the hardness, yield strength, and tensile strength, although ductility showed reduction. The presence of graphite in the aluminium matrix improved the tensile strength and elastic modulus, but it reduced the hardness. |
| 9 | R. Devanathan et al., 2020 [68] | SiC (10 wt %) Fly ash (10, 12.5, 15, 20 wt %) Coconut shell ash (2.5, 5, 10 wt %) | A rationally uniform distribution of reinforcements was indicated by microstructure and discontinuities were found in the matrix. Composite with 10 wt % SiC, 20 wt % fly ash, and 10 wt % coconut shell ash showed the highest hardness and strength. It is because of the presence and distribution of a higher amount of coconut shell fines within the matrix. |
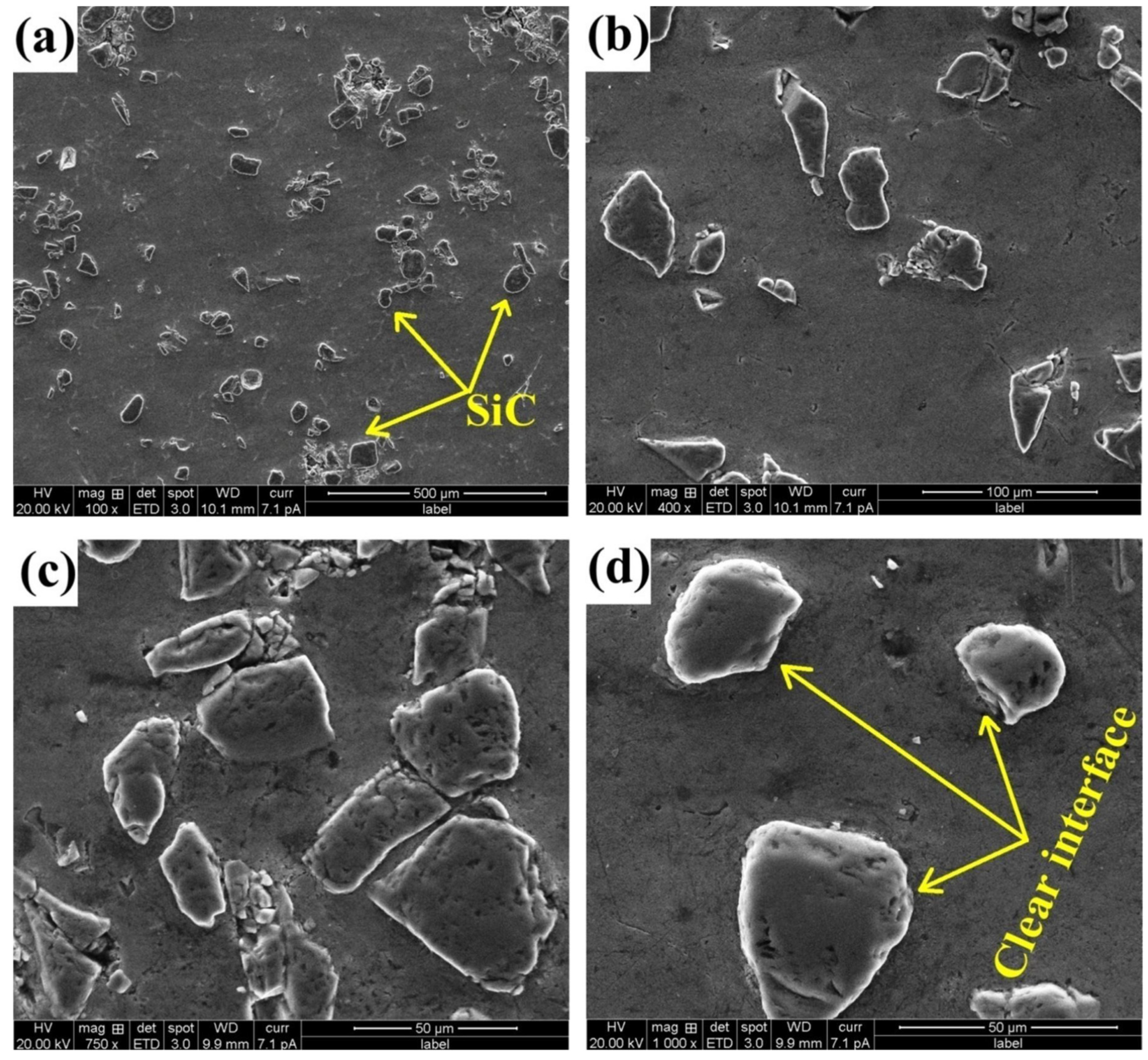
| 10 | Sachinkumar et al., 2020 [69] | SiC (10 wt %) Fly ash (0, 2.5, 5, 7.5 and 10 wt %) | Fly ash and SiC particulates were homogeneously distributed in a matrix of AMCs. There was a clear interface and perfect bonding between the matrix and reinforcements. The inclusion of fly ash up to 7.5 wt % enhanced the UTS and microhardness. When the weight fraction of fly ash was 10%, there was a decrease in the UTS and microhardness, which might be attributed to the improper mixing of reinforcement particles and matrix material at a higher percentage of fly ash. |
| 11 | Johny James et al., 2018 [70] | Zirconium dioxide (10%) Al2O3 (10%) | It was observed to have greater wear resistance and tensile strength than base alloy. Hardness improved by 70% relative to the parent alloy. During the immersion test, the mass loss was found to decrease as the reinforcement content was increased, which was due to the reduction in the exposure of matrix area to the corrosive solution. Additionally, both Al2O3 and ZrO2 demonstrated outstanding resistance to corrosion. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kareem, A.; Qudeiri, J.A.; Abdudeen, A.; Ahammed, T.; Ziout, A. A Review on AA 6061 Metal Matrix Composites Produced by Stir Casting. Materials 2021, 14, 175. https://doi.org/10.3390/ma14010175
Kareem A, Qudeiri JA, Abdudeen A, Ahammed T, Ziout A. A Review on AA 6061 Metal Matrix Composites Produced by Stir Casting. Materials. 2021; 14(1):175. https://doi.org/10.3390/ma14010175
Chicago/Turabian StyleKareem, Ansar, Jaber Abu Qudeiri, Asarudheen Abdudeen, Thanveer Ahammed, and Aiman Ziout. 2021. "A Review on AA 6061 Metal Matrix Composites Produced by Stir Casting" Materials 14, no. 1: 175. https://doi.org/10.3390/ma14010175