Electrochemical Deposition of Ni, NiCo Alloy and NiCo–Ceramic Composite Coatings—A Critical Review

 , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
- (i)
- Low initial investment coupled with high rate of production.
- (ii)
- It can be used with a wide variety of shapes and sizes of substrates
- (iii)
- Ease of producing economically viable quantities of nanocomposite materials, with grain sizes as small as 10 nm.
- (iv)
- Products of electrodeposition require no further processing and can be used immediately after the process.
- (v)
- It is an easy concept that can be replicated in industry and laboratories with minimal technological barriers.
- (vi)
- Electrodeposited Ni coatings have exhibited superior density and lower porosity.
2. Electrodeposition Methods
2.1. Direct Current Electrodeposition
2.2. Pulse Current Electrodeposition
2.3. Jet Electrodeposition
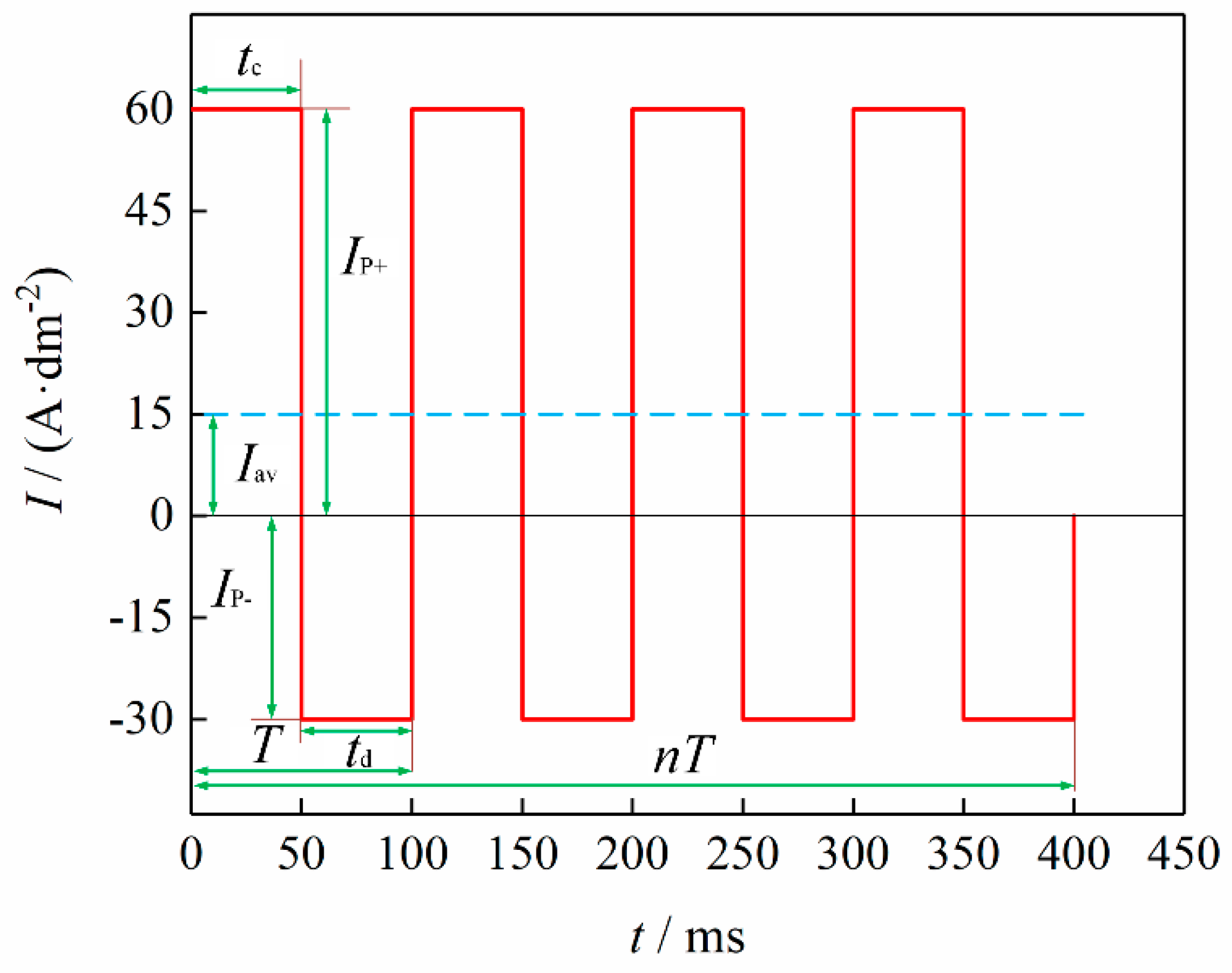
2.4. Pulse Reversal Current Electrodeposition
- (i)
- Hindering sundries adsorption thereby altering the reaction mechanism,
- (ii)
- An increase in exchange current density,
- (iii)
- Lowering cathodic polarization,
- (iv)
- Current efficiency and yield improvements, and
- (v)
- (Strengthening conversion and diffusion.
3. Electrodeposition Parameters for Ni–Co Alloys
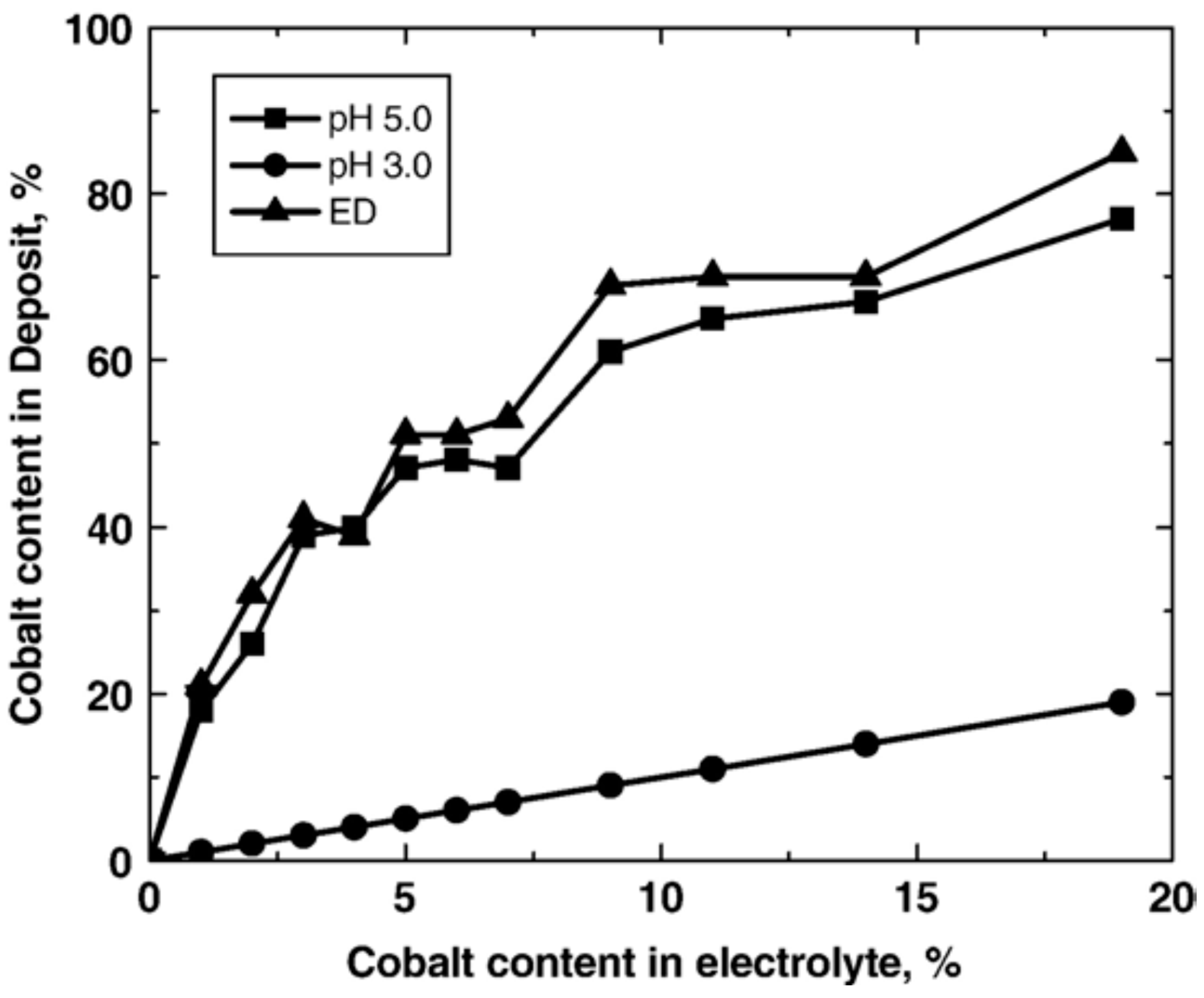
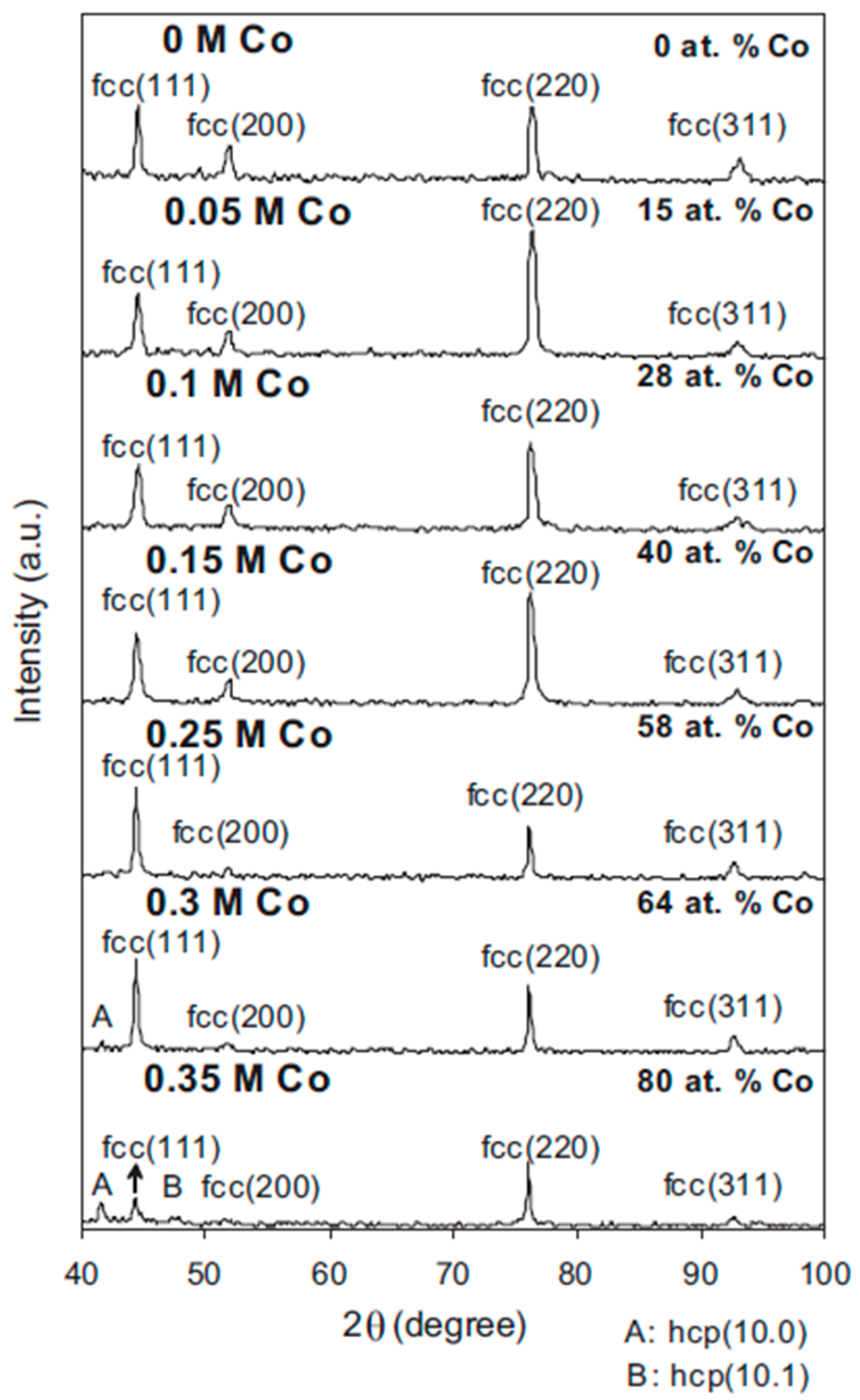
3.1. Effect of Co Concentration in Electrolyte
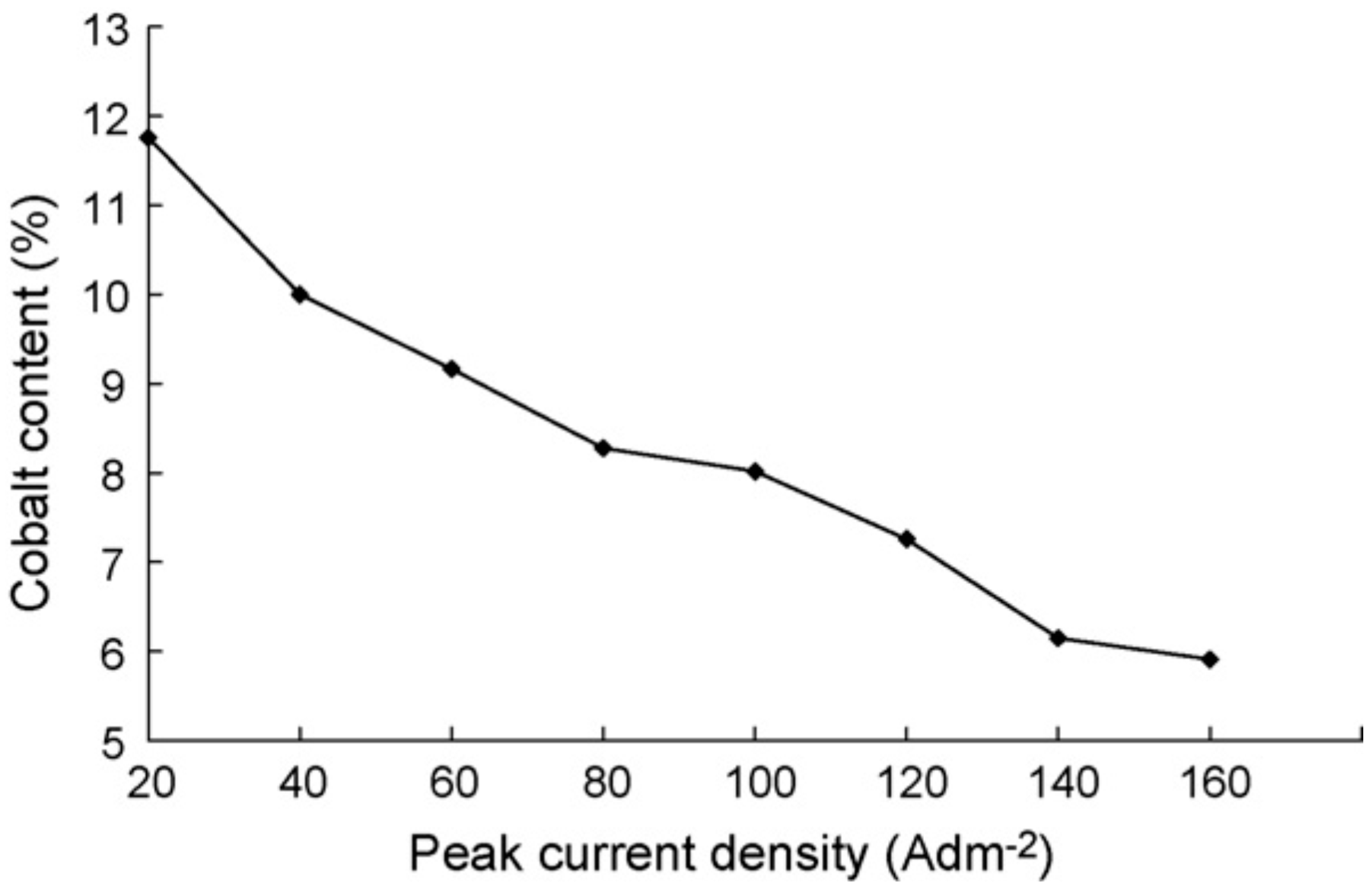
3.2. Current Density
3.3. Particle Content
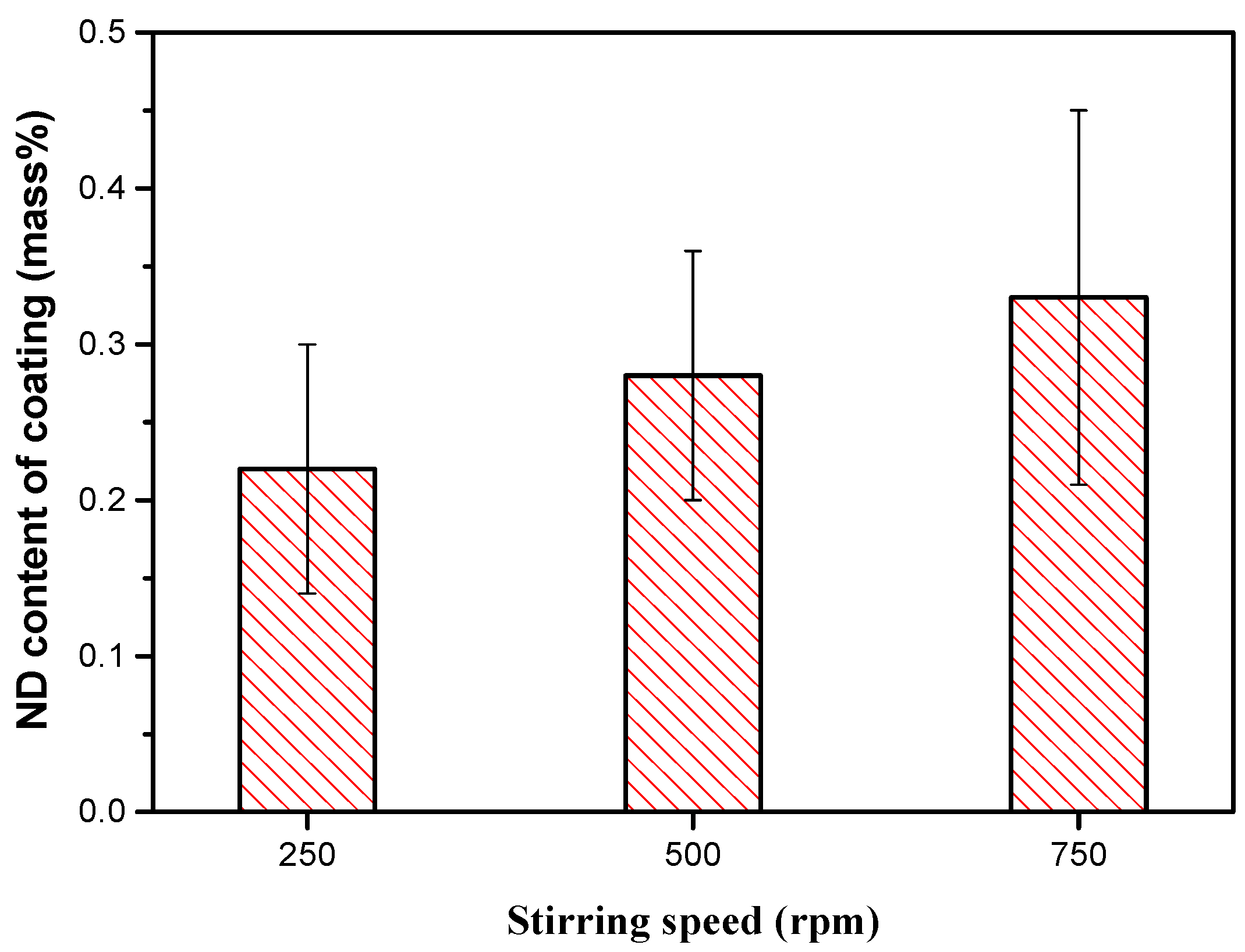
3.4. Electrolyte Agitation
3.5. Temperature
3.6. Electrolyte pH
3.7. Pulse Frequency
3.8. Duty Cycle
4. Mechanism of Ni–Co–Nanoparticle Electrodeposition
5. Baths Used in Electrodeposition Process for Ni–Co Coating
5.1. Chloride Baths
5.2. Sulfate Baths
5.3. Sulphamate Baths
6. Additives
6.1. Boric Acid
- (a)
- Boric acid suppresses oxygen evolution. Gadad and Harris [77] researched on oxygen incorporation in electrodeposited Mi, Fe and Ni–Fe alloy coatings. It was reported that an increase in applied current density resulted in an increase in the content of oxygen in Ni coatings and this posed a detrimental effect to the magnetic and electrical properties of the coatings. Addition of boric acid reduced the oxygen incorporation in all three electrodeposition systems, with less than 2 wt% oxygen observed in all cases. The buffering effect is not attributed directly to the boric acid but more to the complexing ability of boric acid with metal ions in the electrolyte.
- (b)
- Boric acid promotes deposition of Nickel by acting as a catalyst. The adsorptive interaction of boric acid has also been observed in Ni–Zn alloy coatings where boric acid increased the current efficiency of the system at lower Zn (II) concentrations and increased the Ni content of the coatings at higher Zn (II) concentrations [78]. Significant change in primary nucleation rate coupled with suppressed secondary nucleation on coatings was also reported. Cyclic voltammetric deposition results have shown that the hydrogen evolution rate (HER) increases relative to the increase in boric acid concentration.
- (c)
- Boric acid as a pH buffer. In electrodeposition, the practical buffer range is given at pKa ± 1, but this value is much higher in the case of boric acid (9.23 ± 1 at 25 °C). This is an anomaly considering the pH of the Ni electrolyte is 4.0. The anomaly can be attributed to formation of weak bound complexes between nickel ions and boric acid, such that the said complexes act as pH buffers [79,80]. The presence of these complexes however, has yet to be confirmed experimentally. This pH buffering phenomena has been found to be significantly influenced by the applied current density. Tsuru et al. [76] reported that at lower current densities (below 1.0 A dm−2), the pH buffering properties of boric acid were exhibited.
- (d)
- Suppression of hydrogen evolution by boric acid. During electrodeposition, electric current flowing through the system causes an increase in pH and as a result, hydrogen gas is produced at the cathode. Hydrogen evolution at the cathode is detrimental to the reduction of metal ions, and therefore boric acid is added into the plating bath solution to prevent electrode surface passivation as well as act as a surface agent which acts as a selective membrane to block passage of the reduction of Nickel, while permitting the reduction of iron in a retarded state. Improving the electrodeposition current density range thereby minimizes the effect [81]. Yin et al. [82] suggested that boric acid acted like a surfactant which was adsorbed onto the surface and hinders hydrogen evolution. The adsorbed boric acid interferes with the alloy nucleation process thereby reducing the hydrogen evolution rate in Ni-enriched phases [82]. It should be noted that the hydrogen evolution suppressing properties of boric acid have only been observed in presence of nickel ions and this suggests that there exists a mutual interaction between nickel and boric acid [76].
- (e)
- Reduction of passive film formation by boric acid during Ni electrodeposition. Boric acid was found to significantly deter surface passivation on Ni reduction in Fe–Ni setups [82]. Tsuru et al. [76] suggested that, by acting as a surface agent, boric acid hindered passivation of the electrode surface during reduction of nickel.
- (f)
- Accelerating growth rates of deposits. Boric acid improves the lateral as well as the outward growth rate during deposition of nickel [83].
6.2. Surfactants
6.3. Saccharin
- (i)
- Macroscopic stresses. These are caused by inhomogeneity in the deposited coatings. These comprise of either compressive or tensile stresses and they occur in galvanic cells.
- (ii)
- Microscopic stresses. These originate at grain boundaries and at locations where dislocations accumulate.
- (iii)
- Sub-microscopic stresses.
7. Properties of Electrodeposited Ni–Co Coatings
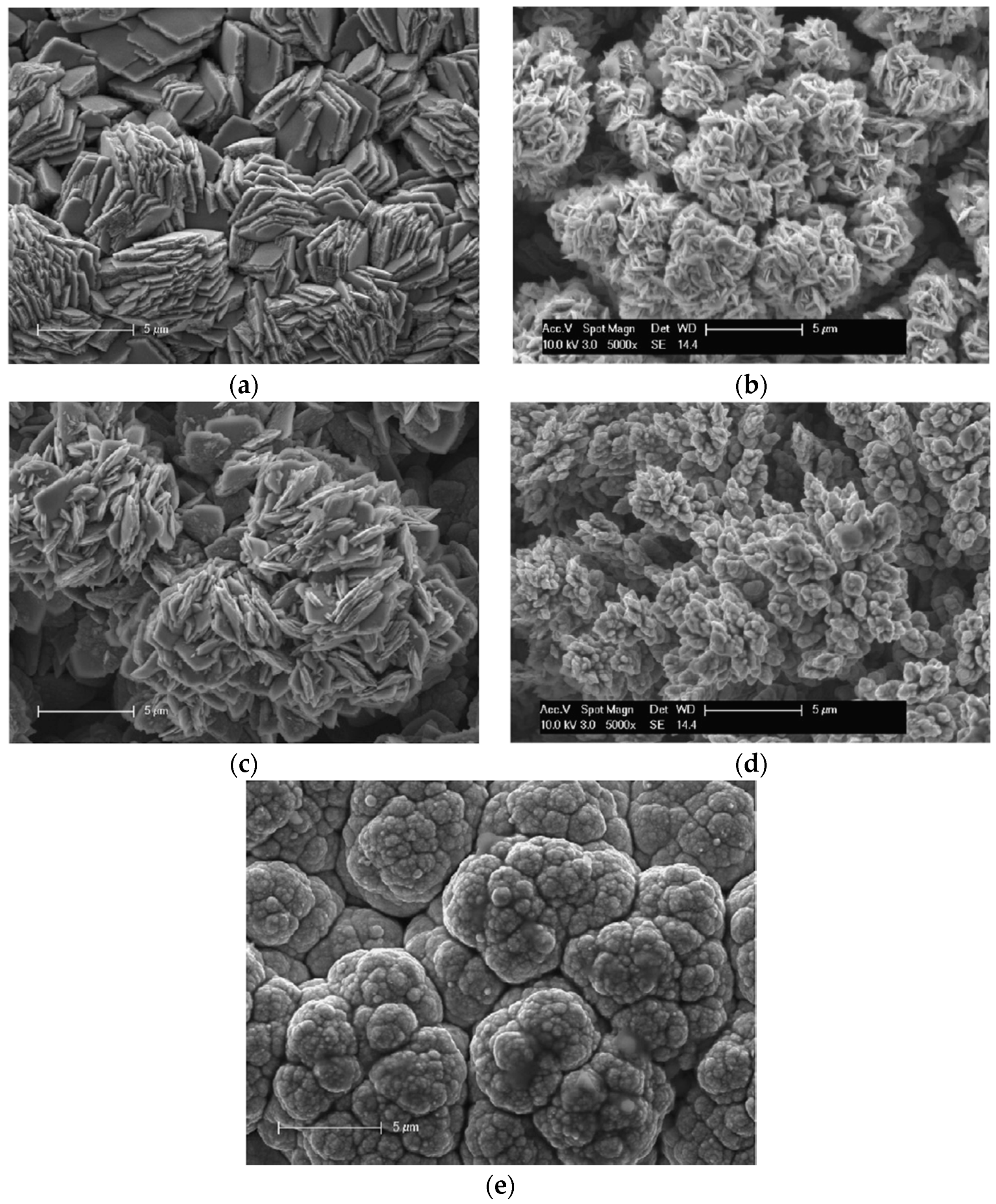
7.1. Microstructure
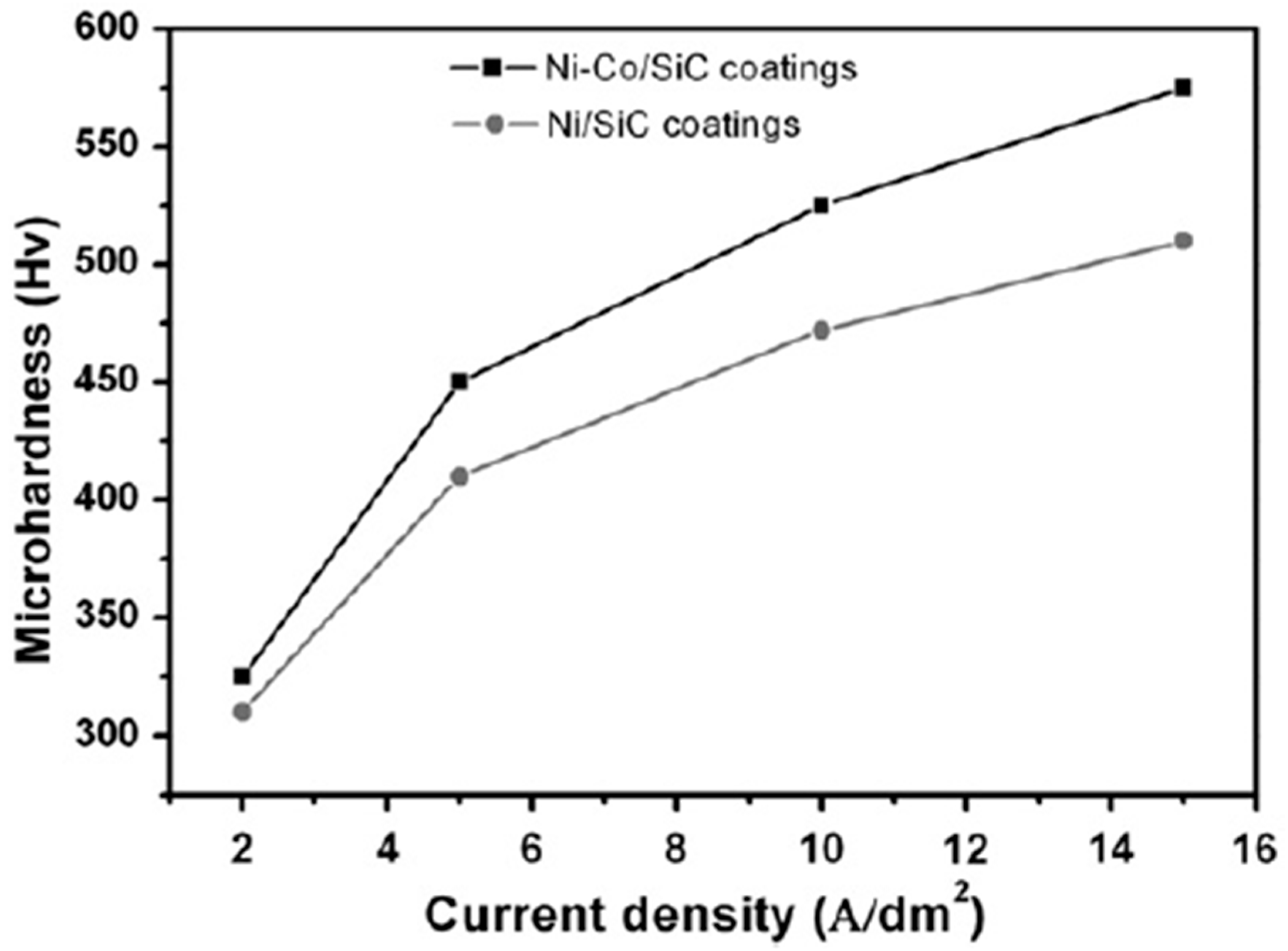
7.2. Mechanical Properties
7.3. Corrosion Behaviour
8. NiCo–Ceramic Composites
- (i)
- Reduction of exposed area open to corrosive media. Nanoparticles used in Ni–Co nanocomposite electrodeposition are usually ceramics. When these nanoparticles are uniformly distributed in the Ni–Co matrix, they minimize the metallic area that is exposed to corrosive attacks and, as a result, the corrosion potential is shifted to nobler values [128].
- (ii)
- SiC nanoparticles acting as physical barriers that hinder creation and propagation of corrosive pits.
- (iii)
- Nanosized SiC particles which offer greater corrosion resistance than micro-sized particles when used to deposit Ni–Co/SiC nanocomposites. Owing to their smaller sizes, such nanoparticles can access structural defects such as porosities and cracks thereby mitigating the corrosive effect at such locations.
- (iv)
- Formation of micro-galvanic cells. The metallic matrix acts as an anode while the nanoparticles act as cathodes when the Ni–Co nanocomposite coatings are exposed to corrosive media. Where the metallic matrix’s electrochemical potential is less positive than that of the nanoparticles, the corrosion mechanism of the micro–galvanic cells is transformed to uniform corrosion from pitting and localized corrosion [126].
8.1. Effect of Al2O3 Nanoparticles
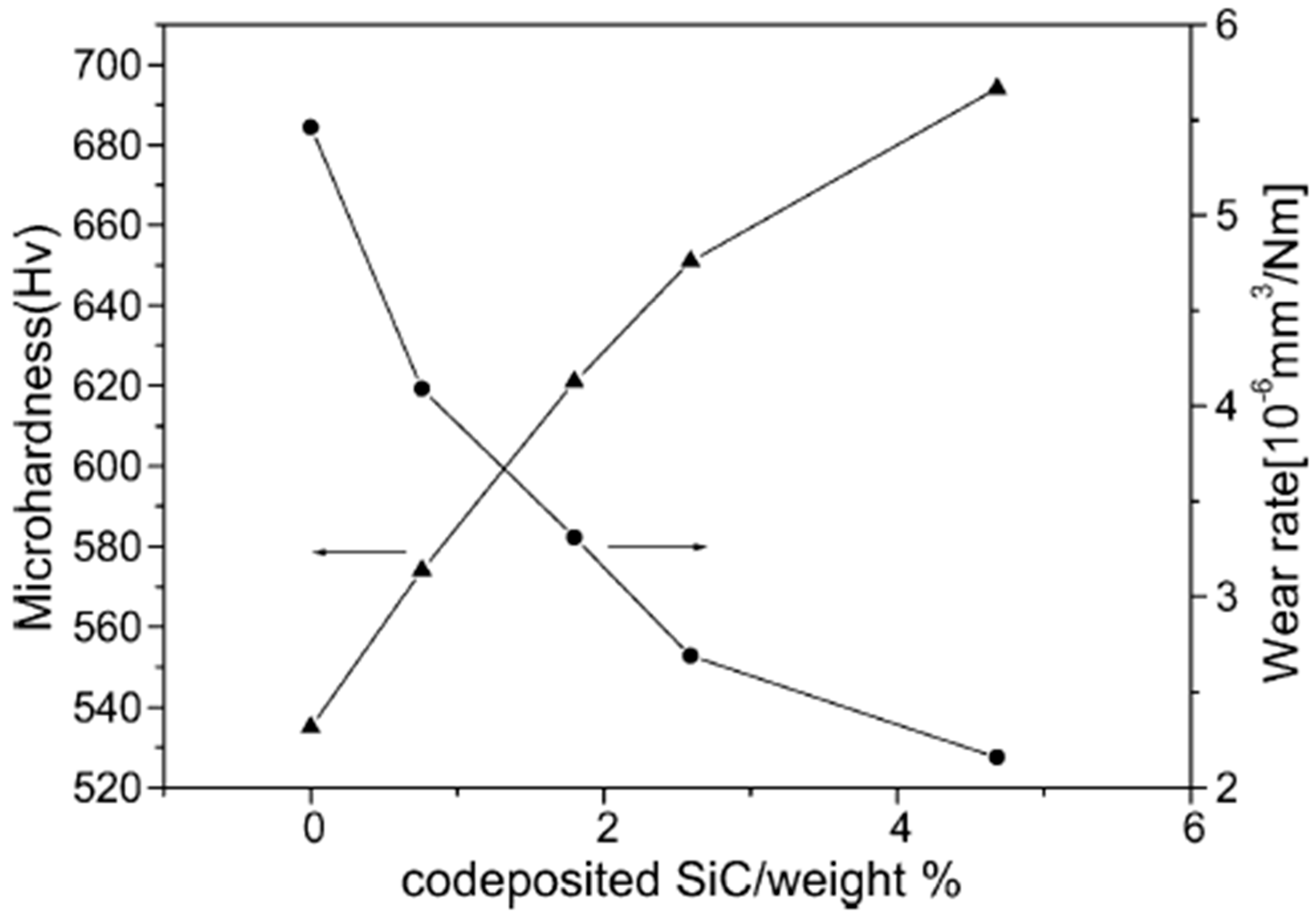
8.2. Effect of SiC Nanoparticles
8.3. Effect of ZrO2 Nanoparticles
9. Applications
10. Future Scope and Recommendations
- (i)
- Corrosion resistance behavior in varying environments, such as steady and dynamic conditions.
- (ii)
- Tribological properties such as dry and wet abrasive behavior under controlled loads.
- (iii)
- Electroless deposition of Ni–Co coatings, which offers a more competitive and specialized option.
- (iv)
- Thermal oxidation resistance of Ni–Co alloy matrices.
- (v)
- More efficient electrolyte agitation techniques such as submerged jet impingement and flow cells, jet eductors, and ultrasound.
- (vi)
- Extensive research on hydrogen evolution mitigation in electrodeposited Ni-based coatings by using pulse electrodeposition and additives.
- (vii)
- Use of response surface methodology to optimize the Ni–Co electrodeposition process and increase accuracy of the desired properties and also predict tested properties.
Author Contributions
Funding
Conflicts of Interest
References
- Martin, P. Introduction to Surface Engineering and Functionally Engineered Materials; John Wiley & Sons: New York, NY, USA, 2011. [Google Scholar]
- Shriram, S.; Mohan, S.; Renganathan, N.G.; Venkatachalam, R. Electrodeposition of nanocrystalline nickel—A brief review. Int. J. Surf. Eng. Coat. 2000, 78, 194–197. [Google Scholar] [CrossRef]
- Gurrappa, I.; Binder, L. Electrodeposition of nanostructured coatings and their characterization—A review. Sci. Technol. Adv. Mat. 2008, 9, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Qiao, G.; Jing, T.; Wang, N.; Gao, Y.; Zhao, X.; Zhou, J.; Wang, W. High-speed jet electrodeposition and microstructure of nanocrystalline Ni–Co alloys. Electrochim. Acta 2005, 51, 85–92. [Google Scholar] [CrossRef]
- Tury, B.; Lakatos-Varsányi, M.; Roy, S. Ni–Co alloys plated by pulse currents. Surf. Coat. Technol. 2006, 200, 6713–6717. [Google Scholar] [CrossRef]
- Chang, L.; Guo, H.; An, M. Electrodeposition of Ni–Co/Al2O3 composite coating by pulse reverse method under ultrasonic condition. Mater. Lett. 2008, 62, 3313–3315. [Google Scholar] [CrossRef]
- Wielage, B.; Lampke, T.; Zacher, M.; Dietrich, D. Electroplated nickel composites with micron-to nano-sized particles. Key Eng. Mater. 2008, 384, 283–309. [Google Scholar] [CrossRef] [Green Version]
- Schlesinger, M.; Paunovic, M. Modern Electroplating; John Wiley & Sons: New York, USA, 2011. [Google Scholar]
- Prasad, M.; Chokshi, A. Superplasticity in electrodeposited nanocrystalline nickel. Acta Mater. 2010, 58, 5724–5736. [Google Scholar] [CrossRef]
- Saraev, D.; Miller, R.E. Atomic-scale simulations of nanoindentation-induced plasticity in copper crystals with nanometer-sized nickel coatings. Acta Mater. 2006, 54, 33–45. [Google Scholar] [CrossRef]
- Kim, D.; Kim, M.K.; Son, J.T.; Kim, H.G. Effect of target properties on deposition of lithium nickel cobalt oxide thin-films using RF magnetron sputtering. J. Power Sources. 2002, 108, 239–244. [Google Scholar] [CrossRef]
- Bakhit, B.; Akbari, A. Nanocrystalline Ni–Co alloy coatings: Electrodeposition using horizontal electrodes and corrosion resistance. J. Coat. Technol. Res. 2013, 10, 285–295. [Google Scholar] [CrossRef]
- Rashkova, V.; Kitova, S.; Konstantinov, I.; Vitanov, T. Vacuum evaporated thin films of mixed cobalt and nickel oxides as electrocatalyst for oxygen evolution and reduction. Electrochim. Acta 2002, 47, 1555–1560. [Google Scholar] [CrossRef]
- Koikeda, T.; Fujiwara, S.; Chikazumi, S. Perpendicular anisotropy of evaporated magnetic iron-nickel and cobalt-nickel thin films. J. Phys. Soc. Jpn. 1966, 21, 1914–1921. [Google Scholar] [CrossRef]
- Dharmadasa, I.; Haigh, J. Strengths and advantages of electrodeposition as a semiconductor growth technique for applications in macroelectronic devices. J. Electrochem. Soc. 2006, 153, G47–G52. [Google Scholar] [CrossRef]
- Srivastava, M.; Selvi, V.E.; Grips, V.K.W.; Rajam, K.S. Corrosion resistance and microstructure of electrodeposited nickel–cobalt alloy coatings. Surf. Coat. Technol. 2006, 201, 3051–3060. [Google Scholar] [CrossRef]
- Yang, X.; Li, Q.; Zhang, S.; Gao, H.; Luo, F.; Dai, Y. Electrochemical corrosion behaviors and corrosion protection properties of Ni–Co alloy coating prepared on sintered NdFeB permanent magnet. J. Solid. State. Electr. 2010, 14, 1601–1608. [Google Scholar] [CrossRef]
- Ranjith, B.; Kalaignan, G.P. Ni–Co–TiO2 nanocomposite coating prepared by pulse and pulse reversal methods using acetate bath. Appl. Surf. Sci. 2010, 257, 42–47. [Google Scholar] [CrossRef]
- Wang, G.; Chan, K.; Zhang, K. Low temperature superplasticity of nanocrystalline electrodeposited Ni–Co alloy. Scr. Mater. 2006, 54, 765–770. [Google Scholar] [CrossRef]
- Wang, L.; Gao, Y.; Xue, Q.; Liu, H.; Xu, T. Microstructure and tribological properties of electrodeposited Ni–Co alloy deposits. Appl. Surf. Sci. 2005, 242, 326–332. [Google Scholar] [CrossRef]
- Hassani, S.; Raeissi, K.; Golozar, M. Effects of saccharin on the electrodeposition of Ni–Co nanocrystalline coatings. J. Appl. Electrochem. 2008, 38, 689–694. [Google Scholar] [CrossRef]
- Hansal, W.E.G.; Tury, B.; Halmdienst, M.; Varsányi, M.L.; Kautek, W. Pulse reverse plating of Ni–Co alloys: Deposition kinetics of Watts, sulfamate and chloride electrolytes. Electrochim. Acta 2006, 52, 1145–1151. [Google Scholar] [CrossRef]
- Gogotsi, Y. Nanomaterials Handbook; CRC Press: Florida, FL, USA, 2006. [Google Scholar]
- Wang, C.; Chan, K. Enhanced low-temperature superplasticity of Ni–Co alloy by addition of nano-Si3Ni4 particles. Mat. Sci. Eng. A-Struct. 2008, 491, 266–269. [Google Scholar] [CrossRef]
- Afshar, A.; Ghorbani, M.; Mazaheri, M. Electrodeposition of graphite-bronze composite coatings and study of electroplating characteristics. Surf. Coat. Technol. 2004, 187, 293–299. [Google Scholar] [CrossRef]
- Tian, B.; Cheng, Y. Electrolytic deposition of Ni–Co–Al2O3 composite coating on pipe steel for corrosion/erosion resistance in oil sand slurry. Electrochim. Acta 2007, 53, 511–517. [Google Scholar] [CrossRef]
- Cai, F.; Jiang, C.; Fu, P.; Ji, V. Effects of Co contents on the microstructures and properties of electrodeposited NiCo–Al composite coatings. Appl. Surf. Sci. 2015, 324, 482–489. [Google Scholar] [CrossRef]
- Wang, L.; Gao, Y.; Liu, H.; Xue, Q.; Xu, T. Effects of bivalent Co ion on the co-deposition of nickel and nano-diamond particles. Surf. Coat. Technol. 2005, 191, 1–6. [Google Scholar] [CrossRef]
- Karimzadeh, A.; Aliofkhazraei, M.; Walsh, F.C. A review of electrodeposited Ni-Co alloy and composite coatings: Microstructure, properties and applications. Surf. Coat. Technol. 2019, 372, 463–498. [Google Scholar] [CrossRef]
- Bakhit, B.; Akbari, A. Effect of particle size and co-deposition technique on hardness and corrosion properties of Ni–Co/SiC composite coatings. Surf. Coat. Technol. 2012, 206, 4964–4975. [Google Scholar] [CrossRef]
- Borkar, T. Electrodeposition of Nickel Composite Coatings; Oklahoma State University: Oklahoma, OK, USA, 2010. [Google Scholar]
- Yang, Y.; Cheng, Y.F. Fabrication of Ni–Co–SiC composite coatings by pulse electrodeposition—Effects of duty cycle and pulse frequency. Surf. Coat. Technol. 2013, 216, 282–288. [Google Scholar] [CrossRef]
- Qu, N.S.; Zhu, D.; Chan, K.C.; Lei, W.N. Pulse electrodeposition of nanocrystalline nickel using ultra narrow pulse width and high peak current density. Surf. Coat. Technol. 2003, 168, 123–128. [Google Scholar] [CrossRef]
- Li, Y.; Jiang, H.; Tian, H. Effects of peak current density on the mechanical properties of nanocrystalline Ni–Co alloys produced by pulse electrodeposition. Appl. Surf. Sci. 2008, 254, 6865–6869. [Google Scholar] [CrossRef]
- Dheeraj, P.R.; Patra, A.; Sengupta, S.; Das, S.; Das, K. Synergistic effect of peak current density and nature of surfactant on microstructure, mechanical and electrochemical properties of pulsed electrodeposited Ni-Co-SiC nanocomposites. J. Alloy. Compd. 2017, 729, 1093–1107. [Google Scholar] [CrossRef]
- Padmanabhan, K. Grain boundary sliding controlled flow and its relevance to superplasticity in metals, alloys, ceramics and intermetallics and strain-rate dependent flow in nanostructured materials. J. Mater. Sci. 2009, 44, 2226–2238. [Google Scholar] [CrossRef]
- Chung, C.K.; Chang, W. Effect of pulse frequency and current density on anomalous composition and nanomechanical property of electrodeposited Ni–Co films. Thin Solid Film. 2009, 517, 4800–4804. [Google Scholar] [CrossRef]
- Gyftou, P.; Pavlatou, E.; Spyrellis, N. Effect of pulse electrodeposition parameters on the properties of Ni/nano-SiC composites. Appl. Surf. Sci. 2008, 254, 5910–5916. [Google Scholar] [CrossRef]
- Tury, B.; Lakatos-Varsányi, M.; Roy, S. Effect of pulse parameters on the passive layer formation on pulse plated Ni–Co alloys. Appl. Surf. Sci. 2007, 253, 3103–3108. [Google Scholar] [CrossRef]
- Chang, L.M.; An, M.Z.; Guo, H.F.; Shi, S.Y. Microstructure and properties of Ni–Co/nano-Al2O3 composite coatings by pulse reversal current electrodeposition. Appl. Surf. Sci. 2006, 253, 2132–2137. [Google Scholar] [CrossRef]
- Karakus, C.; Chin, D.T. Metal distribution in jet plating. J. Electrochem. Soc. 1994, 141, 691. [Google Scholar] [CrossRef]
- Wang, W.; Hou, F.Y.; Wang, H.; Guo, H.T. Fabrication and characterization of Ni–ZrO2 composite nano-coatings by pulse electrodeposition. Scr. Mater. 2005, 53, 613–618. [Google Scholar] [CrossRef]
- Chandrasekar, M.S.; Pushpavanam, M. Pulse and pulse reverse plating−Conceptual, advantages and applications. Electrochim. Acta 2008, 53, 3313–3322. [Google Scholar] [CrossRef]
- Podlaha, E.; Landolt, D. Pulse-Reverse Plating of Nanocomposite Thin Films. J. Electrochem. Soc. 1997, 144, L200. [Google Scholar] [CrossRef]
- Vidrine, A.; Podlaha, E. Composite Electrodeposition of Ultrafine γ-Alumina Particles in Nickel Matrices; Part I: Citrate and chloride electrolytes. J. Appl. Electrochem. 2001, 31, 461–468. [Google Scholar] [CrossRef]
- Xiong-Skiba, P.; Engelhaupt, D.; Hulguin, R.; Ramsey, B. Effect of pulse plating parameters on the composition of alumina/nickel composite. J. Electrochem. Soc. 2005, 152, C571–C576. [Google Scholar] [CrossRef]
- Sáez, V.; Gonzalez, V.; Iniesta, J.; Frías, A.; Aldaz, A. Electrodeposition of PbO2 on glassy carbon electrodes: Influence of ultrasound frequency. Electrochem. Commun. 2004, 6, 757–761. [Google Scholar] [CrossRef] [Green Version]
- Touyeras, F.; Hihn, J.Y.; Bourgoin, X.; Jacques, B.; Hallez, L.; Branger, V. Effects of ultrasonic irradiation on the properties of coatings obtained by electroless plating and electro plating. Ultrason. Sonochem. 2005, 12, 13–19. [Google Scholar] [CrossRef] [PubMed]
- Mbugua, N.S.; Kang, M.; Li, H.; Liu, Y.; Joseph, N.; Zhang, Y. The Influence of Co Concentration on the Properties of Conventionally Electrodeposited Ni–Co–Al2O3–SiC Nanocomposite Coatings. Prot. Met. Phys. Chem. 2020, 56, 94–102. [Google Scholar] [CrossRef]
- Popov, K.; Grgur, B.; Djokić, S.S. Fundamental Aspects of Electrometallurgy; Kluwer Academic Publishers: Moscow, Russia, 2007. [Google Scholar]
- Wu, G.; Li, N.; Wang, D.L.; Zhou, D.R.; Xu, B.Q.; Mitsuo, K. Effect of α-Al2O3 particles on the electrochemical codeposition of Co–Ni alloys from sulfamate electrolytes. Mater. Chem. Phys. 2004, 87, 411–419. [Google Scholar] [CrossRef]
- Yari, S.; Dehghanian, C. Deposition and characterization of nanocrystalline and amorphous Ni–W coatings with embedded alumina nanoparticles. Ceram. Int. 2013, 39, 7759–7766. [Google Scholar] [CrossRef]
- Prabu, S.; Wang, H.W. Factors Affecting the Electrodeposition of Aluminum Metal in an Aluminum Chloride–Urea Electrolyte Solution. J. Chin. Chem. Soc-Taip. 2017, 64, 1467–1477. [Google Scholar] [CrossRef]
- Idris, J.; Christian, C.; Gaius, E. Nanocrystalline Ni-Co alloy synthesis by high speed electrodeposition. J. Nanomater. 2013, 2013, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Goto, Y.; Kamebuchi, Y.; Hagio, T.; Kamimoto, Y.; Ichino, R.; Bessho, T. Electrodeposition of copper/carbonous nanomaterial composite coatings for heat-dissipation materials. Coatings 2018, 8, 5. [Google Scholar] [CrossRef] [Green Version]
- Srivastava, M.; Grips, V.W.; Rajam, K. Influence of Co on Si3N4 incorporation in electrodeposited Ni. J. Alloy. Compd. 2009, 469, 362–365. [Google Scholar] [CrossRef]
- Bakhit, B.; Akbari, A. Synthesis and characterization of Ni–Co/SiC nanocomposite coatings using sediment co-deposition technique. J. Alloy. Compd. 2013, 560, 92–104. [Google Scholar] [CrossRef]
- Bercot, P.; Pena-Munoz, E.; Pagetti, J. Electrolytic composite Ni–PTFE coatings: An adaptation of Guglielmi’s model for the phenomena of incorporation. Surf. Coat. Technol. 2002, 157, 282–289. [Google Scholar] [CrossRef]
- Lozano-Morales, A.; Podlaha, E. The Effect of Al2O3 Nanopowder on Cu Electrodeposition. J. Electrochem. Soc. 2004, 151, C478–C483. [Google Scholar] [CrossRef]
- Shi, L.; Sun, C.; Gao, P.; Zhou, F.; Liu, W. Mechanical properties and wear and corrosion resistance of electrodeposited Ni–Co/SiC nanocomposite coating. Appl. Surf. Sci. 2006, 252, 3591–3599. [Google Scholar] [CrossRef]
- Tian, L.; Xu, J.; Xiao, S. The influence of pH and bath composition on the properties of Ni–Co coatings synthesized by electrodeposition. Vacuum. 2011, 86, 27–33. [Google Scholar] [CrossRef]
- Gomez, E.; Pane, S.; Valles, E. Electrodeposition of Co–Ni and Co–Ni–Cu systems in sulphate–citrate medium. Electrochim. Acta 2005, 51, 146–153. [Google Scholar] [CrossRef]
- Oriňáková, R.; Orinak, A.; Vering, G.; Talian, I.; Smith, M.R.; Arlinghaus, H. Influence of pH on the electrolytic depositon of Ni–Co Film. Thin Solid Film. 2008, 516, 3045–3050. [Google Scholar] [CrossRef]
- Ma, C.; Wang, S.C.; Low, C.T.J.; Wang, L.P.; Walsh, F.C. Effects of additives on microstructure and properties of electrodeposited nanocrystalline Ni–Co alloy coatings of high cobalt content. Int. J. Surf. Eng. Coat. 2014, 92, 189–195. [Google Scholar] [CrossRef]
- Puippe, J.C.; Leaman, F. Theory and Practice of Pulse Plating; Amer Electroplaters Soc.: Orlando, FL, USA, 1986. [Google Scholar]
- Lupi, C.; Dell’Era, A.; Pasquali, M.; Imperatori, P. Composition, morphology, structural aspects and electrochemical properties of Ni–Co alloy coatings. Surf. Coat. Technol. 2011, 205, 5394–5399. [Google Scholar] [CrossRef]
- Fan, C.; Piron, D. Study of anomalous nickel-cobalt electrodeposition with different electrolytes and current densities. Electrochim. Acta 1996, 41, 1713–1719. [Google Scholar] [CrossRef]
- Karpuz, A.; Kockar, H.; Alper, M.; Karaagac, O.; Haciismailoglu, M. Electrodeposited Ni–Co films from electrolytes with different Co contents. Appl. Surf. Sci. 2012, 258, 4005–4010. [Google Scholar] [CrossRef]
- Celis, J.P.; Roos, J. Kinetics of the deposition of alumina particles from copper sulfate plating baths. J. Electrochem. Soc. 1977, 124, 1508–1511. [Google Scholar] [CrossRef]
- Ahmad, Y.H.; Mohamed, A. Electrodeposition of nanostructured nickel-ceramic composite coatings: A review. Int. J. Electrochem. Sci. 2014, 9, 1942–1963. [Google Scholar]
- Gomez, E.; Pane, S.; Alcobe, X.; Vallés, E. Influence of a cationic surfactant in the properties of cobalt–nickel electrodeposits. Electrochim. Acta 2006, 51, 5703–5709. [Google Scholar] [CrossRef]
- Di Bari, G.A. Electrodeposition of nickel. In Modern Electroplating, 5th ed.; Schlesinger, M., Paunovic, M., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2000; Volume 3, pp. 79–114. [Google Scholar]
- Gezerman, A.O.; Corbacioglu, B.D. Analysis of the characteristics of nickel-plating baths. Int. J. Chem. 2010, 2, 124–137. [Google Scholar] [CrossRef] [Green Version]
- Ispas, A.; Matsushima, H.; Bund, A.; Bozzini, B. A study of external magnetic-field effects on nickel–iron alloy electrodeposition, based on linear and non-linear differential AC electrochemical response measurements. Electroanal. Chem. 2011, 651, 197–203. [Google Scholar] [CrossRef]
- Ramazani, A.; Asgari, V.; Montazer, A.H.; Kashi, M.A. Tuning magnetic fingerprints of FeNi nanowire arrays by varying length and diameter. Curr. Appl. Phys. 2015, 15, 819–828. [Google Scholar] [CrossRef]
- Tsuru, Y.; Nomura, M.; Foulkes, F. Effects of boric acid on hydrogen evolution and internal stress in films deposited from a nickel sulfamate bath. J. Appl. Electrochem. 2002, 32, 629–634. [Google Scholar] [CrossRef]
- Gadad, S.; Harris, T.M. Oxygen Incorporation during the Electrodeposition of Ni, Fe, and Ni-Fe Alloys. J. Electrochem. Soc. 1998, 145, 3699. [Google Scholar] [CrossRef]
- Karwas, C.; Hepel, T. Influence of Boric Acid on Electrodeposition and Stripping of Ni-Zn Alloys. J. Electrochem. Soc. 1988, 135, 839. [Google Scholar] [CrossRef]
- Saubestre, E.B. The Chemistry of Watts Nickel Plating Solutions. Plating 1958, 45, 927–936. [Google Scholar]
- Tilak, B.; Gendron, A.; Mosoiu, M. Borate buffer equilibria in nickel refining electrolytes. J. Appl. Electrochem. 1977, 7, 495–500. [Google Scholar] [CrossRef]
- Šupicová, M.; Rozik, R.; Tmkova, L.; Oriňáková, R.; Gálová, M. Influence of boric acid on the electrochemical deposition of Ni. J. Solid State Electr. 2006, 10, 61–68. [Google Scholar] [CrossRef]
- Yin, K.M.; Lin, B.T. Effects of boric acid on the electrodeposition of iron, nickel and iron-nickel. Surf. Coat. Technol. 1996, 78, 205–210. [Google Scholar] [CrossRef]
- Abyaneh, M.; Hashemi-Pour, M. The effect of the concentration of boric acid on the kinetics of electrocrystallization of nickel. Int. J. Surf. Eng. Coat. 1994, 72, 23–26. [Google Scholar] [CrossRef]
- Narasimman, P.; Pushpavanama, M.; Periasamyb, V. Effect of surfactants on the electrodeposition of Ni-SiC composites. Port. Electrochim. Acta 2012, 30, 1–14. [Google Scholar] [CrossRef]
- Li, Q.; Fu, W.; Mu, Y.; Zhang, W.; Lv, P.; Zhou, L.; Yang, H.; Chi, K.; Yang, L. The effects of CTAB concentration on the properties of electrodeposited cadmium telluride films. CrystEngComm 2014, 16, 5227–5233. [Google Scholar] [CrossRef]
- Kılıc, F.; Gul, H.; Aslan, S.; Alp, A.; Akbulut, H. Effect of CTAB concentration in the electrolyte on the tribological properties of nanoparticle SiC reinforced Ni metal matrix composite (MMC) coatings produced by electrodeposition. Colloid Surf. A. 2013, 419, 53–60. [Google Scholar] [CrossRef]
- Sabri, M.; Sarabi, A.A.; Kondelo, S.M.N. The effect of sodium dodecyl sulfate surfactant on the electrodeposition of Ni-alumina composite coatings. Mater. Chem. Phys. 2012, 136, 566–569. [Google Scholar] [CrossRef]
- Baghal, S.M.L.; Amadeh, A.; Sohi, M.H.; Hadavi, S.M.M. The effect of SDS surfactant on tensile properties of electrodeposited Ni–Co/SiC nanocomposites. Mat. Sci. Eng. A-Struct. 2013, 559, 583–590. [Google Scholar] [CrossRef]
- Sen, R.; Bhattacharya, S.; Das, S.; Das, K. Effect of surfactant on the co-electrodeposition of the nano-sized ceria particle in the nickel matrix. J. Alloy. Compd. 2010, 489, 650–658. [Google Scholar] [CrossRef]
- Gamburg, Y.D.; Zangari, G. Theory and Practice of Metal Electrodeposition; Springer Science & Business Media: Berlin, Germany, 2011. [Google Scholar]
- Guo, C.; Zuo, Y.; Zhao, X.; Zhao, J.; Xiong, J. Effects of surfactants on electrodeposition of nickel-carbon nanotubes composite coatings. Surf. Coat. Technol. 2008, 202, 3385–3390. [Google Scholar] [CrossRef]
- Pradhan, A.K.; Das, S. Pulse reverse electrodeposition of Cu-SiC nanocomposite coating: Effects of surfactants and deposition parameters. Met. Mater. Trans. A 2014, 45, 5708–5720. [Google Scholar] [CrossRef]
- Ger, M.D. Electrochemical deposition of nickel/SiC composites in the presence of surfactants. Mater. Chem. Phys. 2004, 87, 67–74. [Google Scholar] [CrossRef]
- Li, Y.; Jiang, H.; Wang, D.; Ge, H. Effects of saccharin and cobalt concentration in electrolytic solution on microhardness of nanocrystalline Ni–Co alloys. Surf. Coat. Technol. 2008, 202, 4952–4956. [Google Scholar] [CrossRef]
- Weil, R.; Cook, H. Electron-Microscopic Observations of the Structure of Electroplated Nickel. J. Electrochem. Soc. 1962, 109, 295. [Google Scholar] [CrossRef]
- Wang, G.; Jiang, S.; Zhen, L.U.; Zhang, K. Preparation and tensile properties of Al2O3/Ni-Co nanocomposites. T Nonferr. Met. Soc. 2011, 21, s374–s379. [Google Scholar] [CrossRef]
- Koch, C. Optimization of strength and ductility in nanocrystalline and ultrafine grained metals. Scr. Mater. 2003, 49, 657–662. [Google Scholar] [CrossRef]
- Yin, W.M.; Whang, S.H.; Mirshams, R. Effect of interstitials on tensile strength and creep in nanostructured Ni. Acta Mater. 2005, 53, 383–392. [Google Scholar] [CrossRef]
- Hadian, S.; Gabe, D. Residual stresses in electrodeposits of nickel and nickel–iron alloys. Surf. Coat. Technol. 1999, 122, 118–135. [Google Scholar] [CrossRef]
- Dzedzina, R.; Hagarova, M. Effect of Additive on the Internal Stress in Galvanic Coatings. Int. J. Electrochem. Sci. 2013, 8, 8291–8298. [Google Scholar]
- Kubart, T.; Mala, Z.; Novak, R.; Novakova, D. Effect of coated edge geometry on internal stress distribution in multilayered coatings. Surf. Coat. Technol. 2001, 142, 610–614. [Google Scholar] [CrossRef]
- El-Sherik, A.; Shirokoff, J.; Erb, U. Stress measurements in nanocrystalline Ni electrodeposits. J. Alloy. Compd. 2005, 389, 140–143. [Google Scholar] [CrossRef]
- Chen, C.J.; Lin, K.L. Internal stress and adhesion of amorphous Ni–Cu–P alloy on aluminum. Thin Solid Film. 2000, 370, 106–113. [Google Scholar] [CrossRef]
- Bai, A.; Hu, C.C. Effects of electroplating variables on the composition and morphology of nickel–cobalt deposits plated through means of cyclic voltammetry. Electrochim. Acta 2002, 47, 3447–3456. [Google Scholar] [CrossRef]
- Go, E.; Ramirez, J.; Valle, E. Electrodeposition of Co–Ni alloys. J. Appl. Electrochem. 1998, 28, 71–79. [Google Scholar]
- Rafailović, L.D.; Karnthaler, H.P.; Trisovic, T.; Minić, D.M. Microstructure and mechanical properties of disperse Ni–Co alloys electrodeposited on Cu substrates. Mater. Chem. Phys. 2010, 120, 409–416. [Google Scholar] [CrossRef]
- Barbir, F. Transition to renewable energy systems with hydrogen as an energy carrier. Energy 2009, 34, 308–312. [Google Scholar] [CrossRef]
- Veziro, T.N.; Barbir, L.F. Hydrogen: The wonder fuel. Int. J. Hydrog. Energy 1992, 17, 391–404. [Google Scholar] [CrossRef]
- Bockris, J.N.; Veziroǧlu, T.M. A solar-hydrogen economy for USA. Int. J. Hydrog. Energy 1983, 8, 323–340. [Google Scholar] [CrossRef]
- Mazloomi, K.; Gomes, C. Hydrogen as an energy carrier: Prospects and challenges. Renew. Sust. Energy Rev. 2012, 16, 3024–3033. [Google Scholar] [CrossRef]
- Ganley, J.C. High temperature and pressure alkaline electrolysis. Int. J. Hydrog. Energy 2009, 34, 3604–3611. [Google Scholar] [CrossRef]
- Vijayakumar, J.; Mohan, S.; Kumar, S.A.; Suseendiran, S.R.; Pavithra, S. Electrodeposition of Ni–Co–Sn alloy from choline chloride-based deep eutectic solvent and characterization as cathode for hydrogen evolution in alkaline solution. Int. J. Hydrog. Energy 2013, 38, 10208–10214. [Google Scholar] [CrossRef]
- Lasia, A.; Rami, A. Kinetics of hydrogen evolution on nickel electrodes. J. Electroanal Chem. 1990, 294, 123–141. [Google Scholar] [CrossRef]
- Kannan, M.B.; Wallipa, O. Potentiostatic pulse-deposition of calcium phosphate on magnesium alloy for temporary implant applications—An in vitro corrosion study. Mat. Sci. Eng. C 2013, 33, 675–679. [Google Scholar] [CrossRef]
- Baghal, S.M.L.; Sohi, M.H.; Amadeh, A. A functionally gradient nano-Ni–Co/SiC composite coating on aluminum and its tribological properties. Surf. Coat. Technol. 2012, 206, 4032–4039. [Google Scholar] [CrossRef]
- Dieter, P.P. Mechanical Metallurgy; McGraw-Hill Book Co.: New York, NY, USA, 1986. [Google Scholar]
- Jeong, D.H.; Gonzalez, F.; Palumbo, G.; Aust, K.T.; Erb, U. The effect of grain size on the wear properties of electrodeposited nanocrystalline nickel coatings. Scripta. Mater. 2001, 44, 493–499. [Google Scholar] [CrossRef]
- Kim, D.; Park, D.Y.; Yoo, B.Y.; Sumodjo, P.T.A.; Myung, N.V. Magnetic properties of nanocrystalline iron group thin film alloys electrodeposited from sulfate and chloride baths. Electrochim. Acta 2003, 48, 819–830. [Google Scholar] [CrossRef]
- Kusakabe, S.; Rawls, H.R.; Hotta, M. Relationship between thin-film bond strength as measured by a scratch test, and indentation hardness for bonding agents. Dent. Mater. 2016, 32, e55–e62. [Google Scholar] [CrossRef]
- Jiang, W.; Shen, L.; Xu, M.; Wang, Z.; Tian, Z. Mechanical properties and corrosion resistance of Ni-Co-SiC composite coatings by magnetic field-induced jet electrodeposition. J. Alloy. Compd. 2019, 791, 847–855. [Google Scholar] [CrossRef]
- Chen, X.H.; Chen, C.S.; Xiao, H.N.; Cheng, F.Q.; Zhang, G.; Yi, J.G. Corrosion behavior of carbon nanotubes–Ni composite coating. Surf. Coat. Technol. 2005, 191, 351–356. [Google Scholar] [CrossRef]
- Rogal, Ł.; Kalita, D.; Tarasek, A.; Bobrowski, P.; Czerwinski, F. Effect of SiC nano-particles on microstructure and mechanical properties of the CoCrFeMnNi high entropy alloy. J. Alloy. Compd. 2017, 708, 344–352. [Google Scholar] [CrossRef]
- Jasim, K.M.; Rawlings, R.D.; West, D.R.F. Metal-ceramic functionally gradient material produced by laser processing. J. Mater. Sci. 1993, 28, 2820–2826. [Google Scholar] [CrossRef]
- Cramer, S.D.; Covino, B.S. ASM Handbook; ASM international Materials Park: Ohio, OH, USA, 2003. [Google Scholar]
- Edward, J. Coating and Surface Treatment Systems for Metals: A Comprehensive Guide to Selection; ASM International: Michigan, MI, USA, 1997. [Google Scholar]
- Bakhit, B.; Akbari, A.; Nasirpouri, F.; Hosseini, M.G. Corrosion resistance of Ni–Co alloy and Ni–Co/SiC nanocomposite coatings electrodeposited by sediment codeposition technique. Appl. Surf. Sci. 2014, 307, 351–359. [Google Scholar] [CrossRef]
- Ramanauskas, R.; Quintana, P.; Maldonado, L.; Pomés, R.; Pech, M.A. Corrosion resistance and microstructure of electrodeposited Zn and Zn alloy coatings. Surf. Coat. Technol. 1997, 92, 16–21. [Google Scholar] [CrossRef]
- García, I.; Conde, A.; Langelaan, G.; Fransaer, J.; Celis, J.P. Improved corrosion resistance through microstructural modifications induced by codepositing SiC-particles with electrolytic nickel. Corros. Sci. 2003, 45, 1173–1189. [Google Scholar] [CrossRef]
- Dieter, G.E.; Bacon, D. Mechanical Metallurgy; McGraw Hill: New York, NY, USA, 1986. [Google Scholar]
- Pavlatou, E.A.; Stroumbouli, P.; Gyftou, P.; Spyrellis, N. Hardening effect induced by incorporation of SiC particles in nickel electrodeposits. J. Appl. Electrochem. 2006, 36, 385–394. [Google Scholar] [CrossRef]
- Zimmerman, A.F.; Palumbo, G.; Aust, K.T.; Erb, U. Mechanical properties of nickel silicon carbide nanocomposites. Mat. Sci. Eng. A-Struct. 2002, 328, 137–146. [Google Scholar] [CrossRef]
- Zhou, Y.B.; Ding, Y.Z. Oxidation resistance of co-deposited Ni-SiC nanocomposite coating. Trans. Nonferr. Met. Soc. 2007, 17, 925–928. [Google Scholar] [CrossRef]
- Shi, L.; Sun, C.; Liu, W. Electrodeposited nickel–cobalt composite coating containing MoS2. Appl. Surf. Sci. 2008, 254, 6880–6885. [Google Scholar] [CrossRef]
- Bhatnagar, M.; Baliga, B.J. Comparison of 6H-SiC, 3C-SiC, and Si for power devices. IEEE Trans. Electron. Dev. 1993, 40, 645–655. [Google Scholar] [CrossRef]
- Bakhit, B. The influence of electrolyte composition on the properties of Ni–Co alloy coatings reinforced by SiC nano-particles. Surf. Coat. Technol. 2015, 275, 324–331. [Google Scholar] [CrossRef]
- Yang, G.; Yin, L.; Fang, X.; Fang, M.; Liu, Y.; Huang, Z.; Liu, B. Fabrication and liquid–solid, two-phase erosion wear behaviour of β-Sialon ceramic from pyrophyllite by carbothermal reduction and nitridation. Ceram. Int. 2014, 40, 10737–10741. [Google Scholar] [CrossRef]
- Basu, B.; Vleugels, J.; Van Der Biest, O. Microstructure–toughness–wear relationship of tetragonal zirconia ceramics. J. Eur. Ceram. Soc. 2004, 24, 2031–2040. [Google Scholar] [CrossRef]
- Beiyue, M.; Jingkun, Y. Phase composition of SiC-ZrO2 composite materials synthesized from zircon doped with La2O3. J. Rare Earths 2009, 27, 806–810. [Google Scholar]
- Pu, J.; Tong, Y.; Wang, S.; Sheng, E.; Wang, Z. Nickel–cobalt hydroxide nanosheets arrays on Ni foam for pseudocapacitor applications. J. Power Sources 2014, 250, 250–256. [Google Scholar] [CrossRef]
- Ma, C.; Wang, S.C.; Walsh, F.C. Electrodeposition of nanocrystalline nickel and cobalt coatings. Int. J. Surf. Eng. Coat. 2015, 93, 8–17. [Google Scholar] [CrossRef]
- Walsh, F.C.; Wang, S.; Zhou, N. The electrodeposition of composite coatings: Diversity, applications and challenges. Curr. Opin. Electrochem. 2020, 20, 8–19. [Google Scholar] [CrossRef]
- Kannan, M.B. Improving the packing density of calcium phosphate coating on a magnesium alloy for enhanced degradation resistance. J. Biomed. Mater. Res. Part. A. 2013, 101, 1248–1254. [Google Scholar] [CrossRef]
- Tury, B.; Radnoczi, G.Z.; Radnoczi, G.; Varsányi, M.L. Microstructure properties of pulse plated Ni–Co alloy. Surf. Coat. Technol. 2007, 202, 331–335. [Google Scholar] [CrossRef]
- Darband, G.B.; Aliofkhazraei, M.; Rouhaghdam, A.S.; Kiani, M.A. Three-dimensional Ni-Co alloy hierarchical nanostructure as efficient non-noble-metal electrocatalyst for hydrogen evolution reaction. Appl. Surf. Sci. 2019, 465, 846–862. [Google Scholar] [CrossRef]
- Mohan, S.; Raj, V. The effect of additives on the pulsed electrodeposition of copper. Trans. IMF 2005, 83, 194–198. [Google Scholar] [CrossRef]
- Nyambura, S.M.; Kang, M.; Zhu, J.; Liu, Y.; Zhang, Y.; Ndiithi, N.J. Synthesis and Characterization of Ni–W/Cr2O3 Nanocomposite Coatings Using Electrochemical Deposition Technique. Coatings 2019, 9, 815. [Google Scholar] [CrossRef] [Green Version]













© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mbugua, N.S.; Kang, M.; Zhang, Y.; Ndiithi, N.J.; V. Bertrand, G.; Yao, L. Electrochemical Deposition of Ni, NiCo Alloy and NiCo–Ceramic Composite Coatings—A Critical Review. Materials 2020, 13, 3475. https://doi.org/10.3390/ma13163475
Mbugua NS, Kang M, Zhang Y, Ndiithi NJ, V. Bertrand G, Yao L. Electrochemical Deposition of Ni, NiCo Alloy and NiCo–Ceramic Composite Coatings—A Critical Review. Materials. 2020; 13(16):3475. https://doi.org/10.3390/ma13163475
Chicago/Turabian StyleMbugua, Nyambura Samuel, Min Kang, Yin Zhang, Ndumia Joseph Ndiithi, Gbenontin V. Bertrand, and Liang Yao. 2020. "Electrochemical Deposition of Ni, NiCo Alloy and NiCo–Ceramic Composite Coatings—A Critical Review" Materials 13, no. 16: 3475. https://doi.org/10.3390/ma13163475