Effect of Fibre Material and Fibre Roughness on the Pullout Behaviour of Metallic Micro Fibres Embedded in UHPC


 , , , ,
, , , ,
Abstract
:1. Introduction
1.1. Charateristics of UHPC
1.2. Bond Behaviour of Straight and Smooth Fibres
2. Materials and Methods
2.1. Ultra-High-Performance Concrete (UHPC)
2.2. Fibre Types
2.3. Methods
2.3.1. Fibre Pullout Tests with a CTS-Testing Device
2.3.2. Flexural Strength of Fibre-Reinforced UHPC
2.3.3. Microstructural Investigations—Scanning Electron Microscopy (SEM)
3. Results
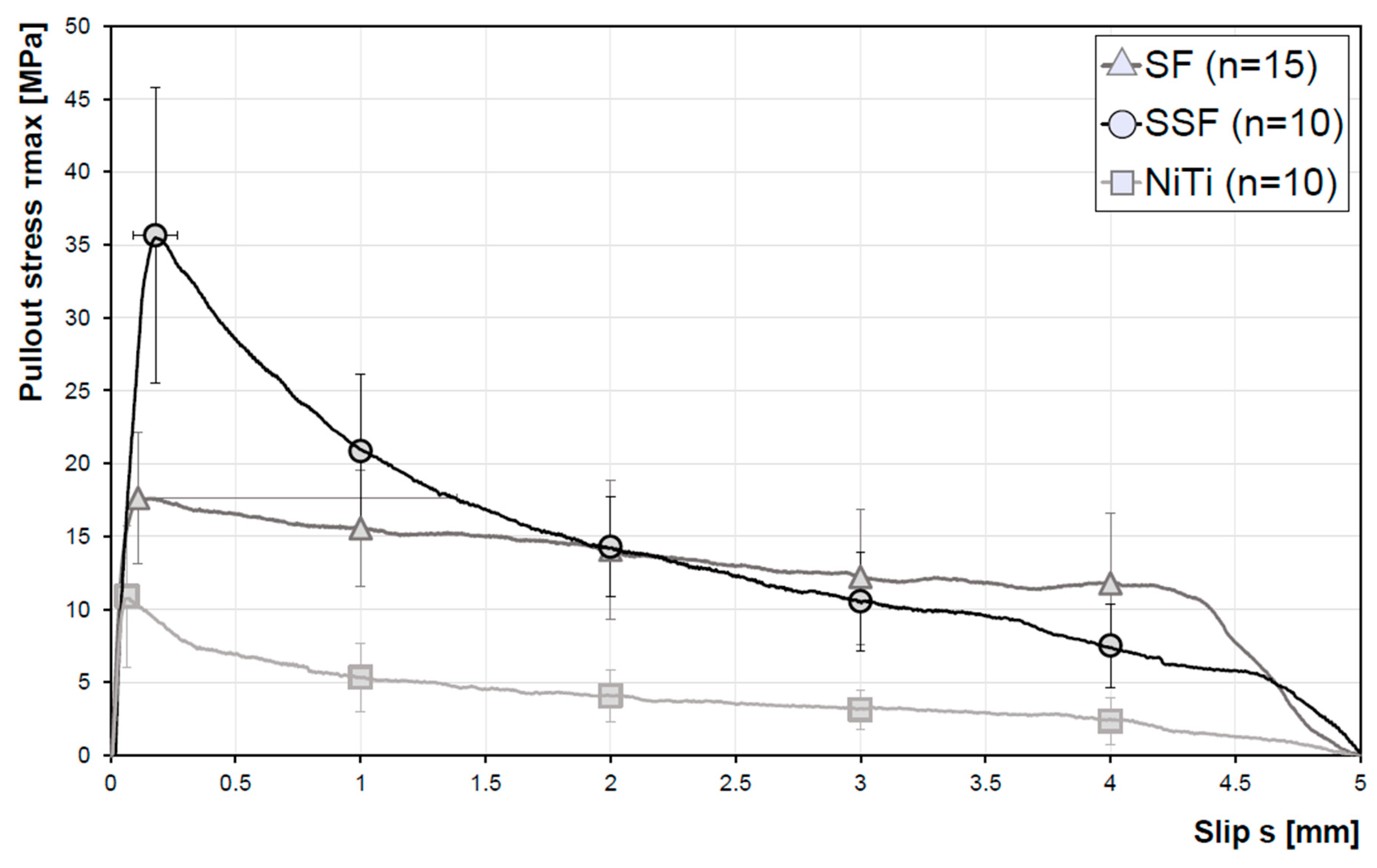
3.1. Fibre Pullout Tests—Influence of the Fibre Type on the Bond between Fibre and Cementitious Matrix
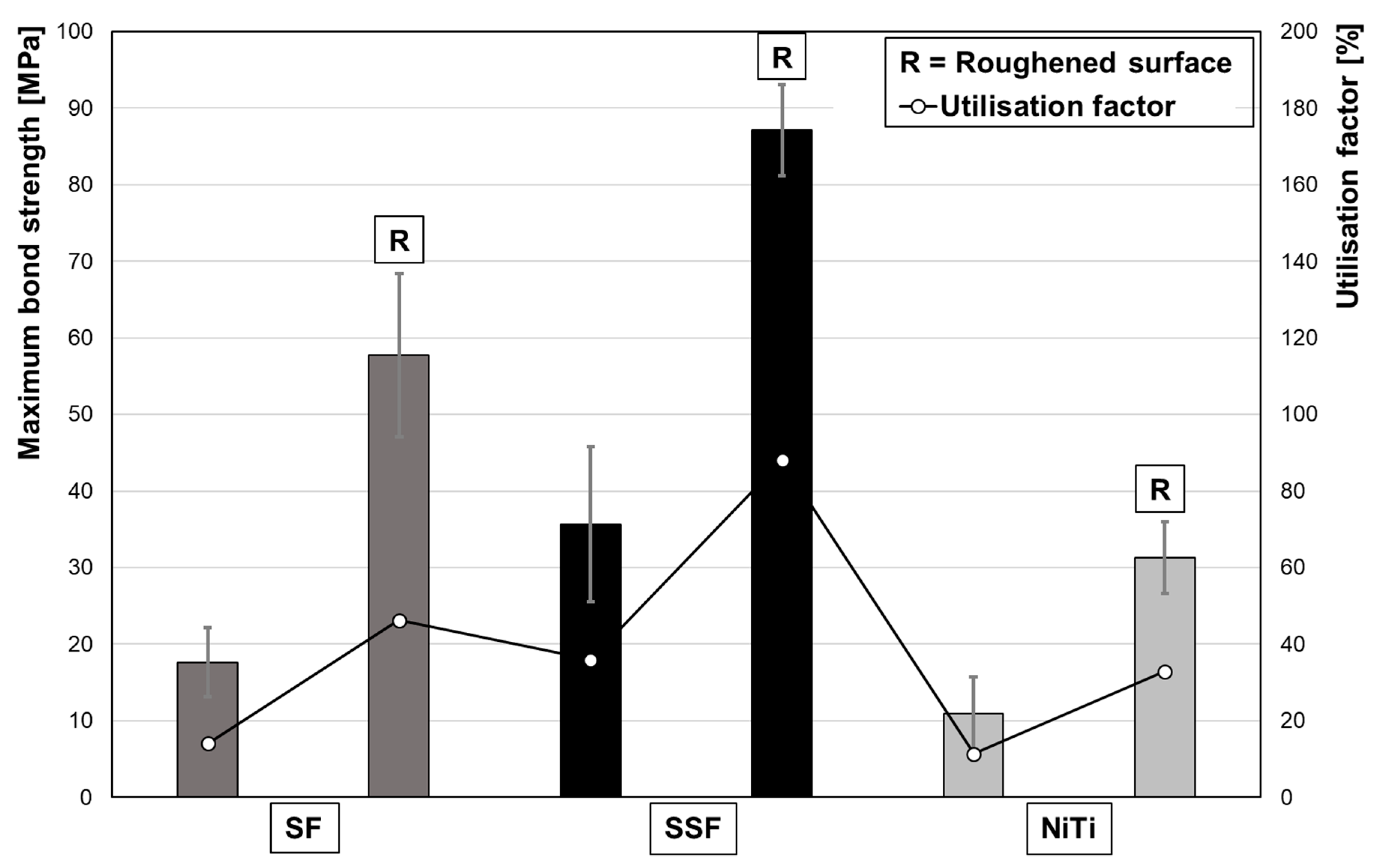
3.2. Fibre Pullout Tests—Influence of Surface Topography on the Bond between Fibre and Cementitious Matrix
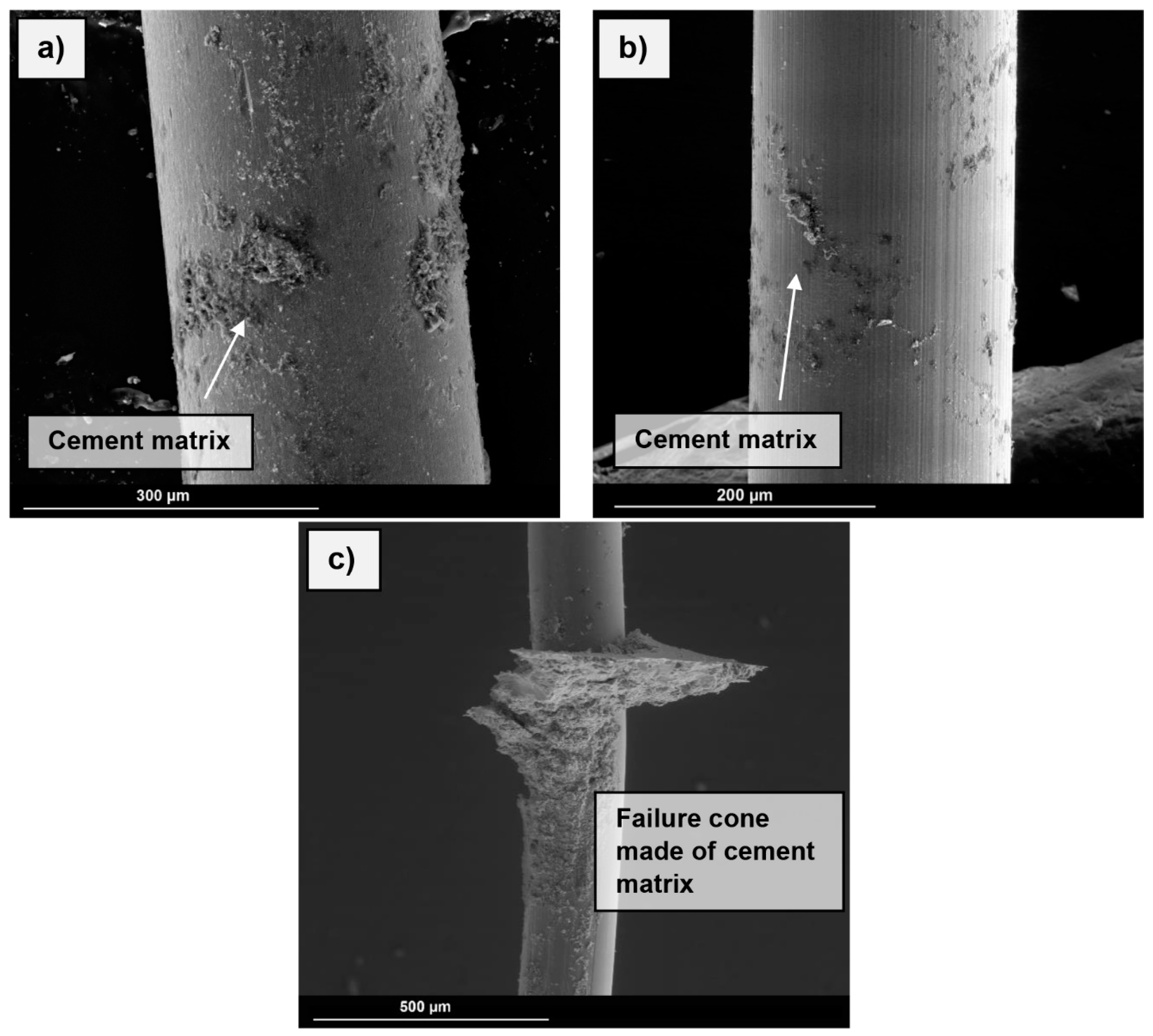
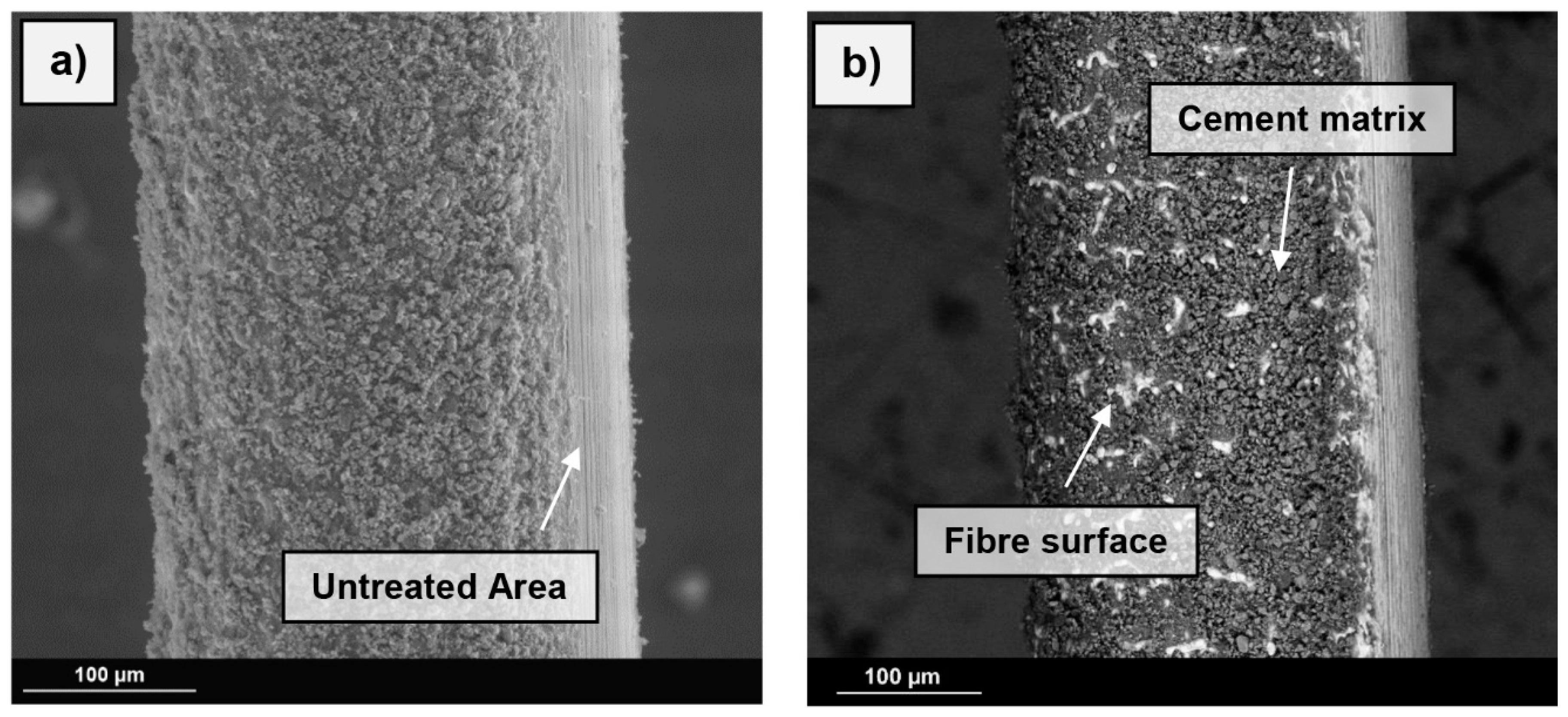
3.3. Microstructural Analysis
3.4. Flexural Strength—Influence of the Fibre Type
4. Discussion
5. Conclusions
- (1)
- In general, the fibre pullout tests have shown that the interlock of cementitious phases with the fibre surface of smooth fibres is an essential factor contributing to the strength of the bond. The SFF show a significantly higher bond strength as compared to the SF. Compared to the SF, the NiTi-fibres have the lowest bond strength. Further factors to be considered at this point are the mechanical properties (stiffness) of the fibres and topography, surface structures and texture of the fibres.
- (2)
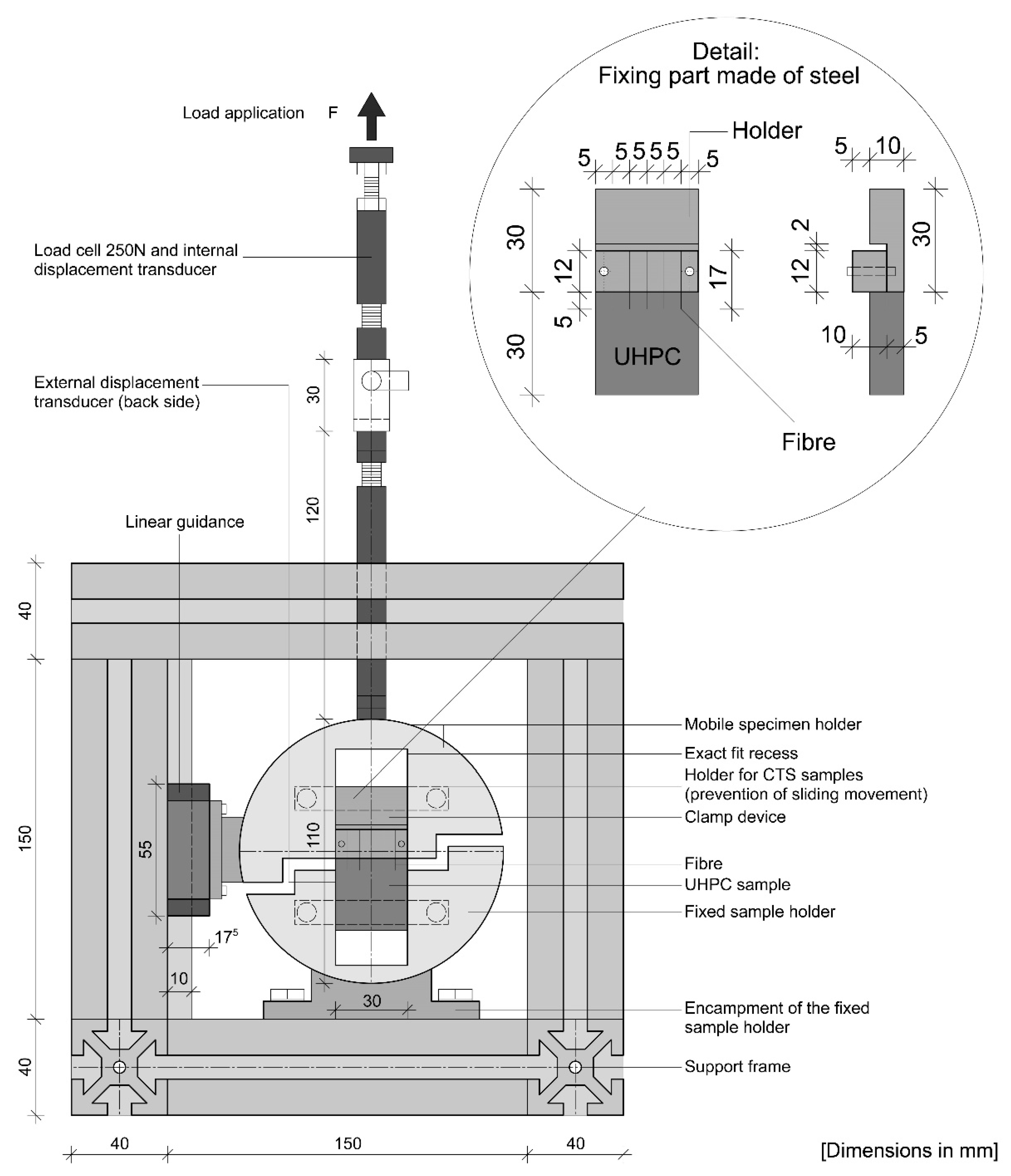
- The CTS device can be rated as reliable due to its mechanical stability and a precise fitting that ensures a centric pullout. Results can be achieved more robustly by pulling out multiple fibres simultaneously.
- (3)
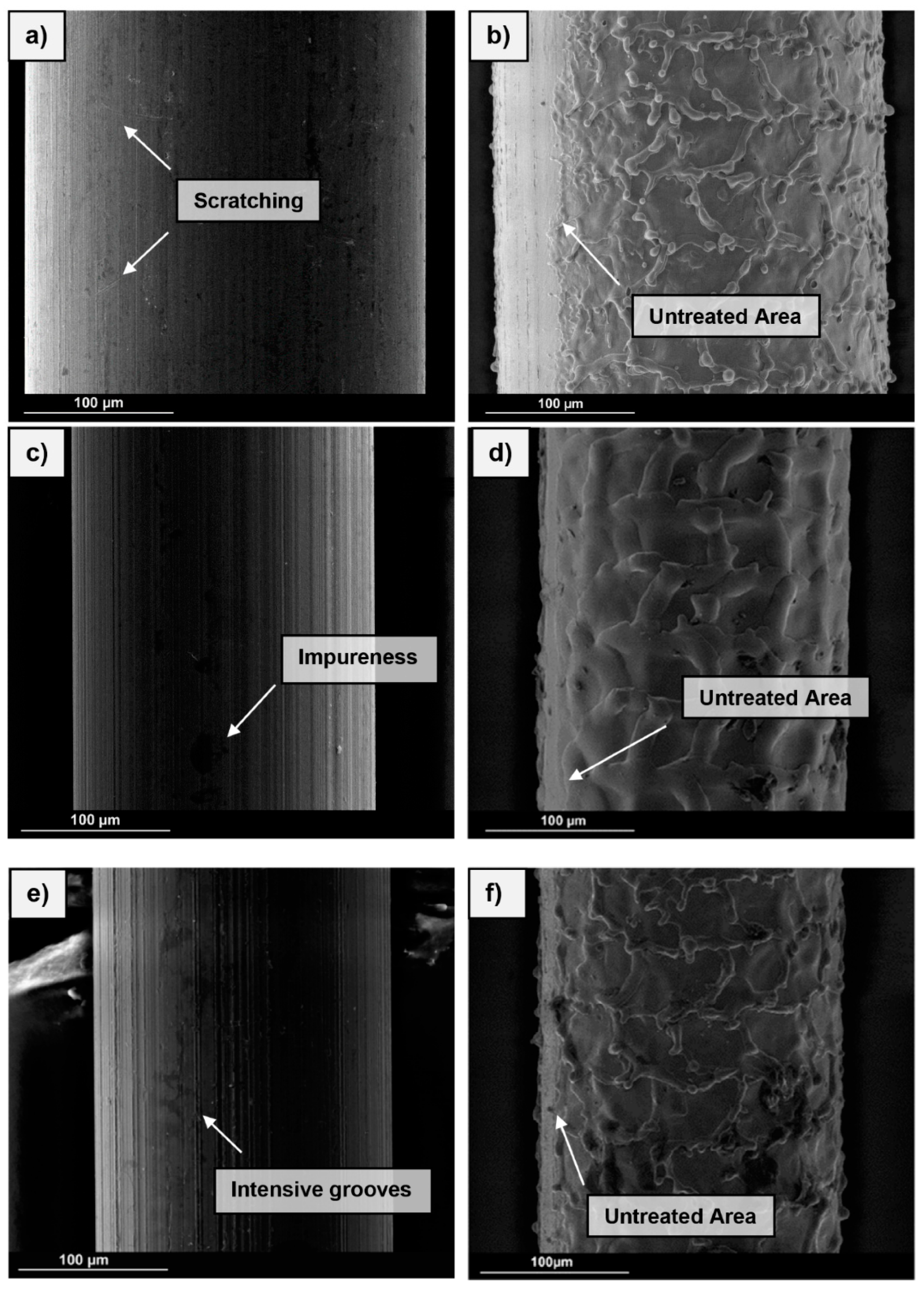
- A roughening of the fibre surface significantly increases the strength of the adhesive bond. The resulting ITZ plays a decisive role, in conjunction with the surface structure. Micro interlocking improves the bond behaviour in the contact area between the fibre and the UHPC matrix. A roughening has a different effect for each type of fibre. The most significant difference compared to the fibres with a smooth surface was found for the SF. Furthermore, the roughening process has improved the bond between SFF and UHPC to such an extent that the fibres failed.
- (4)
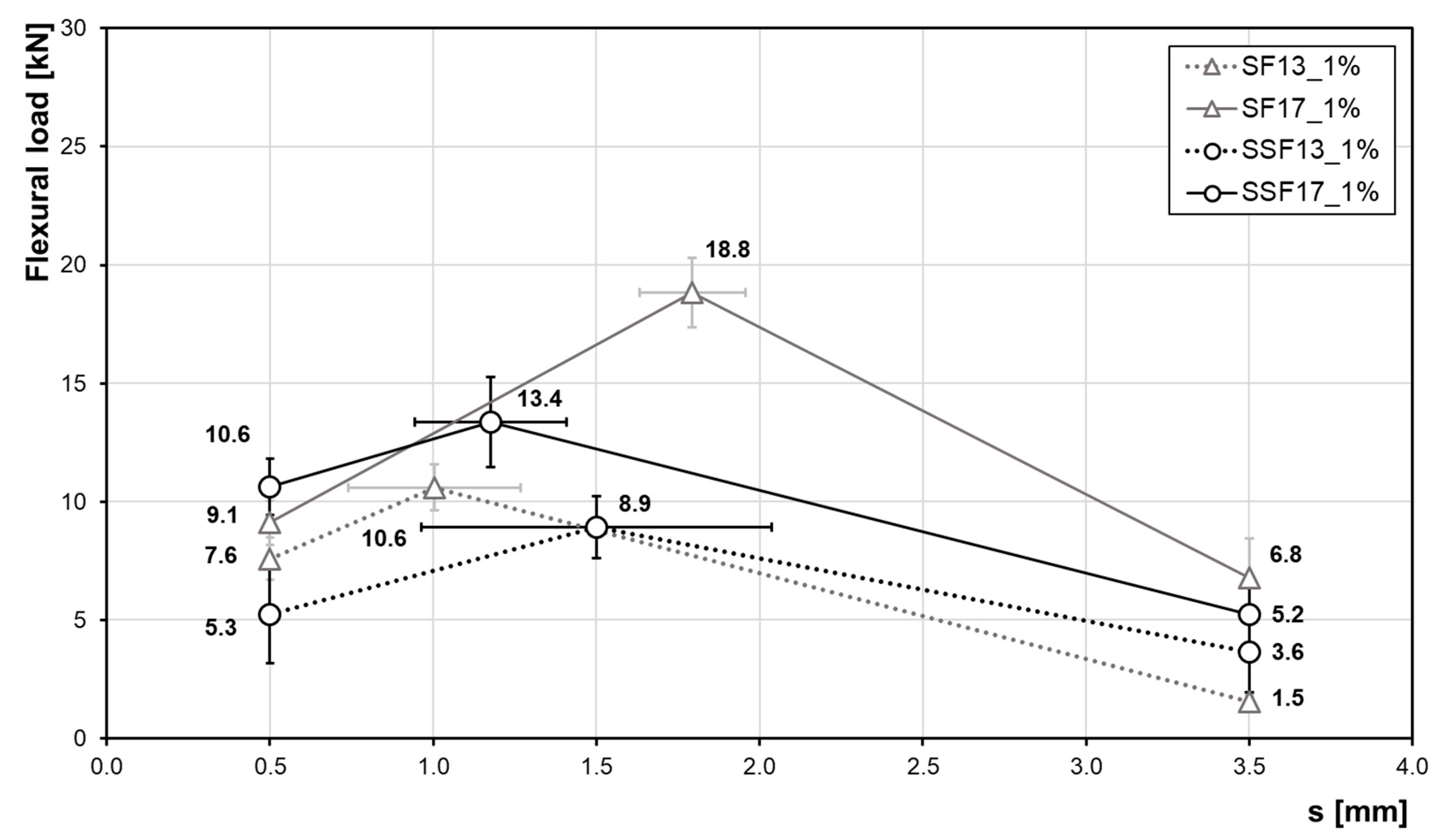
- The difference of the flexural strength in case of prisms with SF and SFF is not that obvious as compared to results obtained by fibre pullout testing. For a fibre content of 1.0 vol% and a fibre length of 17 mm, the SF have a higher flexural strength compared to the SFF with equal length. Thus, a correlation between fibre pullout and flexural strength cannot be established successfully, most likely due to the complexly combined effect of multiple influencing parameters.
- (5)
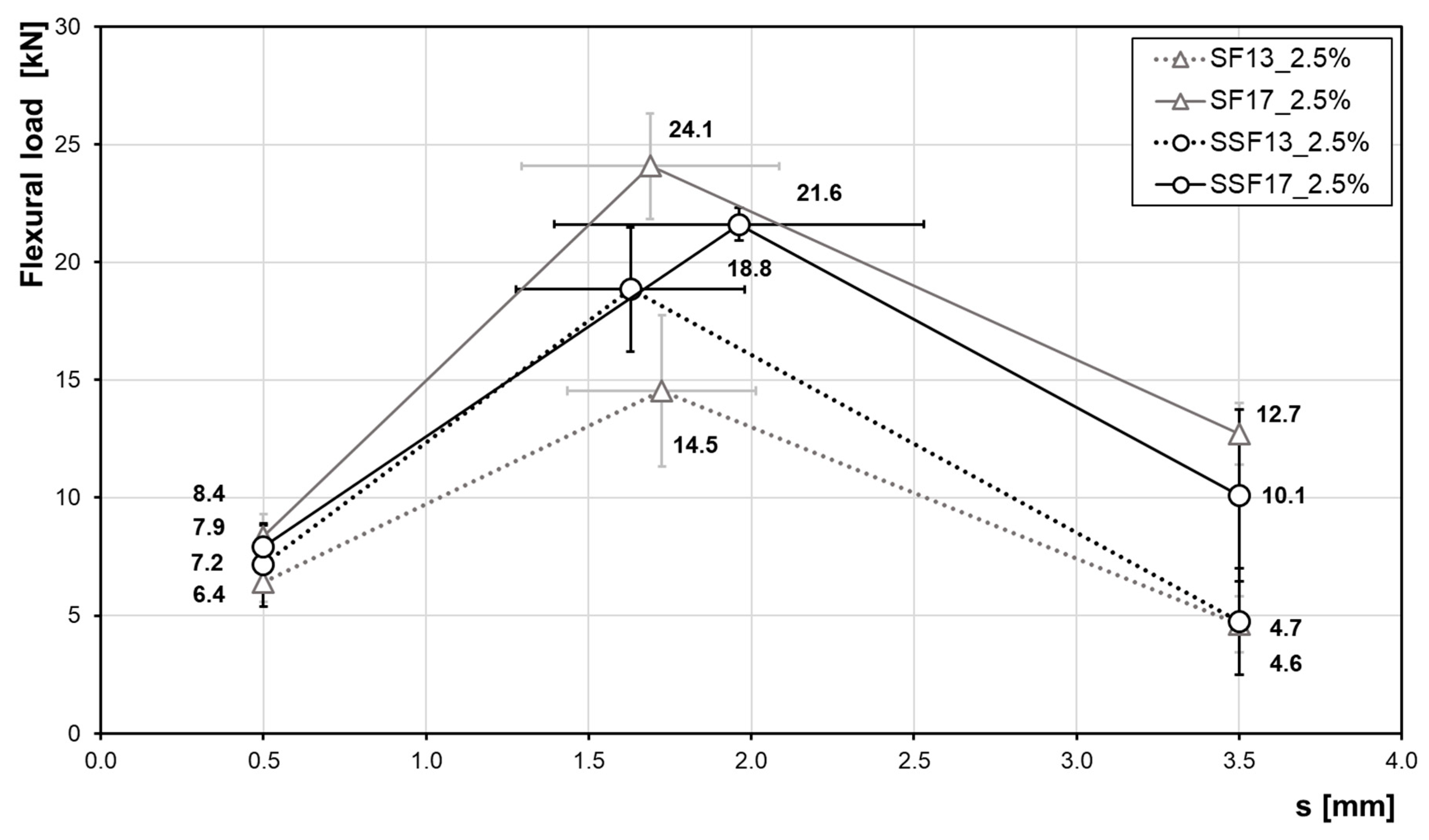
- The maximum flexural strength found for the 17 mm fibres is higher than in case of fibres with a length of 13 mm. Of great importance is the fact that the performance under fracture conditions is significantly improved. Furthermore, the maximum flexural strength occurs during later stages of deformation. Additionally, by increasing the fibre content, the strength increases. However, both factors, i.e., fibre content and fibre length, are associated with a decrease in workability of the fresh concrete.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Fehling, E.; Schmidt, M.; Teichmann, T.; Middendorf, B. Entwicklung, Dauerhaftigkeit und Berechnung Ultra—Hochfester Betone (UHPC); Structural Materials and Engineering Series; Universität Kassel: Kassel, Germany, 2005; No. 1; pp. 2–6. [Google Scholar]
- Leutbecher, T.; Fehling, E. Tensile Behavior of Ultra-High-Performance Concrete Reinforced with Reinforcing Bars and Fibers: Minimizing Fiber Content. ACI Struct. J. 2012, 109, 253–263. [Google Scholar] [CrossRef]
- Wu, Z.; Shi, C.; He, W.; Wu, L. Effects of steel fiber content and shape on mechanical properties of ultra high performance concrete. Constr. Build. Mater. 2016, 103, 8–14. [Google Scholar] [CrossRef]
- Fröhlich, S.; Schmidt, M. Testen Von Ultra—Hochfestem Beton. Universität Kassel; Structural Materials and Engineering Series; Kassel University Press: Kassel, Germany, 2014; no. 22; pp. 129–177. [Google Scholar]
- Wietek, B. Stahlfaserbeton. Grundlagen und Praxisanwendungen; Vieweg+Teubner Verlag: Innsbruck, Austria, 2010; pp. 24–31. [Google Scholar]
- Leutbecher, T. Rissbildung und Zugtragverhalten von Stabstahl und Fasern bewehrtem Ultrahochfesten Beton (UHPC). Ph.D. Thesis, Kassel University, Kassel, Germany, 2007; pp. 49–123. [Google Scholar]
- Abdallah, S.; Fan, M.; Rees, D.W.A. Bonding Mechanisms and Strength of Steel Fiber-Reinforced Cementitious Composites: Overview. J. Mater.Civ. Eng. 2018, 30, 1–15. [Google Scholar] [CrossRef]
- Holschemacher, K.; Klug, Y.; Dehn, F.; Wörner, J.-D.; Bergmeister, K.; Wörner, J.-D. Faserbeton, Betonkalender 2006, Teil 1. Turmbauwerke, Industriebauten; Ernst & Sohn: Berlin, Germany, 2006. [Google Scholar]
- König, G.; Holschemacher, K.; Dehn, F. Faserbeton—Innovation im Bauwesen, Beiträge aus Praxis und Wissenschaft; 1. Auflage; Bauwerk Verlag: Berlin, Germany, 2002; pp. 77–89. [Google Scholar]
- Breitenbücher, R.; Song, F. Experimentelle Untersuchungen zum Auszugsverhalten von Stahlfasern in höherfesten Betonen. Beton Stahlbetonbau 2014, 109, 43–52. [Google Scholar] [CrossRef]
- Markovic, I. High-Performance Hybrid-Fibre Concrete Development and Utilisation; DUP Science (university press): Delft, The Netherlands, 2006; pp. 39–60. [Google Scholar]
- Kim, B.-J.; Yi, C.; Ahn, Y.-R. Effect of embedment length on pullout behavior of amorphous steel fiber in Portland cement composites. Constr. Build. Mater. 2017, 143, 83–91. [Google Scholar] [CrossRef]
- Naaman, A.E.; Namur, G.; Alwan, J.; Najm, H. Fiber Pullout and Bond Slip. I: Analytical Study. J. Struct. Eng. 1991, 117, 2769–2790. [Google Scholar] [CrossRef]
- Naaman, A.E. Fasern mit verbesserter Haftung. Beton Stahlbetonbau 2000, 95, 232–238. [Google Scholar] [CrossRef]
- Ostrowski, K.; Sadowski, Ł.; Stefaniuk, D.; Wałach, D.; Gawenda, T.; Oleksik, K.; Usydus, I. The Effect of the Morphology of Coarse Aggregate on the Properties of Self-Compacting High-Performance Fibre-Reinforced Concrete. Materials 2018, 11, 1372. [Google Scholar] [CrossRef] [Green Version]
- Stürwald, S. Versuche Zum Biegetragverhalten von UHPC Mit Kombinierter Bewehrung; Universität Kassel: Kassel, Germany, 2011; pp. 16–29. [Google Scholar]
- Schmidt, M. Sustainable building with ultra-high performance concrete (UHPC)—Coordinated research program in Germany. Res. Appl. Struct. Eng. Mech. Comput. 2013, 1643–1647. [Google Scholar] [CrossRef]
- Cunha, V.M.C.F.; Barros, J.; Sena-Cruz, J. Bond-Slip Mechanisms of Hooked-End Steel Fibers in Self-Compacting Concrete. Mater. Sci. Forum 2008, 587, 877–881. [Google Scholar] [CrossRef] [Green Version]
- Qi, J.; Wu, Z.; Ma, Z.J.; Wang, J. Pullout behavoir of straight and hooked- end steel fibers in UHPC matrix with various embedded angles. Constr. Build. Mater. 2018, 764–774. [Google Scholar] [CrossRef]
- Schleiting, M.; Wetzel, A.; Krooß, P.; Thiemicke, J.; Niendorf, T.; Middendorf, B.; Fehling, E. Functional microfibre reinforced ultra-high performance concrete (FMF-UHPC). Cem. Concr. Res. 2020, 130, 105993. [Google Scholar] [CrossRef]
- Cladera, A.; Weber, B.; Leinenbach, C.; Czaderski, C.; Shahverdi, M.; Motavalli, M. Iron-based shape memory alloys for civil engineering structures: An overview. Constr. Build. Mater. 2014, 63, 281–293. [Google Scholar] [CrossRef]
- Janke, L. Applications of shape memory alloys in civil engineering structures—Overview, limits and new ideas. Mater. Struct. 2005, 38, 578–592. [Google Scholar] [CrossRef]
- Czaderski, C.; Shahverdi, M.; Brönnimann, R.; Leinenbach, C.; Motavalli, M. Feasibility of iron-based shape memory alloy strips for prestressed strengthening of concrete structures. Constr. Build. Mater. 2014, 56, 94–105. [Google Scholar] [CrossRef]
- Moser, K. Feasibility of concrete prestressed by shape memory alloy short fibers. Mater. Struct. 2005, 38, 593–600. [Google Scholar] [CrossRef] [Green Version]
- Wetzel, A.; Piotrowski, S.; Reinhardt, L.; Middendorf, B. Quarzmehlfreier UHPC mit Kalkstein-oder Basaltmehl. Beton Stahlbetonbau 2018, 113, 608–613. [Google Scholar] [CrossRef]
- Yoo, D.-Y.; Park, J.-J.; Kim, S.-W. Fiber pullout behavior of HPFRCC: Effects of matrix strength and fiber type. Compos. Struct. 2017, 174, 263–276. [Google Scholar] [CrossRef]
- DIN EN 12390-5. Testing Hardened Concrete—Part 5: Flexural Strength of Test Specimens; Beuth Verlag GmbH: Berlin, Germany, 2017. [Google Scholar]
- DAfStb-Richtlinie: Stahlfaserbeton. Ergänzung zu DIN 1045; Teile 1 bis 4; Beuth Verlag GmbH: Berlin/Köln, Germany, 2008. [Google Scholar]
- Lanwer, J.; Oettel, V.; Empelmann, M.; Höper, S.; Kowalsky, U.; Dinkler, D. Bond behavior of micro steel fibers embedded in ultra-high performance concrete subjected to monotonic and cyclic loading. Struct. Concr. 2019, 20, 1243–1253. [Google Scholar] [CrossRef]
- Wille, K.; Naaman, A.E. Effect of ultra-high-performance concrete on pullout behavior of high-strength brass-coated straight steel fibers. ACI Mater. J. 2013, 110, 451–462. [Google Scholar]
- Fehling, E.; Leutbecher, T.; Thiemicke, J. Zum Zugtragverhalten von UHPC mit kombinierter Bewehrung; Structural Materials and Engineering Series; Kassel University Press: Kassel, Germany, 2014; no. 22; pp. 481–514. [Google Scholar]
- Kim, D.-J.; Kim, H.A.; Chung, Y.-S.; Choi, E. Pullout resistance of straight NiTi shape memory alloy fibers in cement mortar after cold drawing and heat treatment. Compos. Part B Eng. 2014, 67, 588–594. [Google Scholar] [CrossRef]
- Etsion, I. State of the Art in Laser Surface Texturing. J. Tribol. 2005, 127, 248–253. [Google Scholar] [CrossRef]
- Bonse, J.; Hohm, S.; Kirner, S.V.; Rosenfeld, A.; Kruger, J. Laser-Induced Periodic Surface Structures—A Scientific Evergreen. IEEE J. Sel. Top. Quantum Electron. 2016, 23, 1. [Google Scholar] [CrossRef]
- Greiner, C.; Schäfer, M. Bio-inspired scale-like surface textures and their tribological properties. Bioinspiration Biomim. 2015, 10, 44001. [Google Scholar] [CrossRef] [PubMed]
- Taube, A.; Kurtovic, A.; Niendorf, T.; Mertens, T.; Zinn, C.; Schaper, M.; Maier, H.J. Influence of laser-assisted surface pre-treatments on the high-cycle fatigue behaviour of TiAl6VInt. J. Fatigue 2016, 91, 195–203. [Google Scholar] [CrossRef]
- Cattaneo, S.; Muciaccia, G. Adhesive anchors in high performance concrete. Mater. Struct. 2015, 49, 2689–2700. [Google Scholar] [CrossRef]
- Tanaka, Y.; Himuro, Y.; Kainuma, R.; Sutou, Y.; Omori, T.; Ishida, K. Ferrous Polycrystalline Shape-Memory Alloy Showing Huge Superelasticity. Science 2010, 327, 1488–1490. [Google Scholar] [CrossRef]
- Omori, T.; Ando, K.; Okano, M.; Xu, X.; Tanaka, Y.; Ohnuma, I.; Kainuma, R.; Ishida, K. Superelastic Effect in Polycrystalline Ferrous Alloys. Science 2011, 333, 68–71. [Google Scholar] [CrossRef]
- Vollmer, M.; Krooß, P.; Karaman, I.; Niendorf, T. On the effect of titanium on quenching sensitivity and pseudoelastic response in Fe-Mn-Al-Ni-base shape memory alloy. Scr. Mater. 2017, 126, 20–23. [Google Scholar] [CrossRef]
- Abuzaid, W.; Wu, Y.; Sidharth, R.; Brenne, F.; Alkan, S.; Vollmer, M.; Krooß, P.; Niendorf, T.; Sehitoglu, H. FeMnNiAl Iron-Based Shape Memory Alloy: Promises and Challenges. Shape Mem. Superelasticity 2019, 5, 263–277. [Google Scholar] [CrossRef]
- Vollmer, M.; Arold, T.; Kriegel, M.J.; Klemm, V.; Degener, S.; Freudenberger, J.; Niendorf, T. Overcoming grain size limitations in Fe-base shape memory alloys through composition promoted abnormal grain growth. Nat. Commun. 2019, 10, 2337. [Google Scholar] [CrossRef] [PubMed] [Green Version]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compounds | kg/m3 | wt % |
|---|---|---|
| Cement: CEM I 52.5 R HS/NA | 801 | 34.0 |
| Silica fume: Sika Silicoll P | 170 | 7.2 |
| Quartz sand: G32 0.125 mm/0.5 mm | 970 | 41.2 |
| Quartz powder: Millisil W12 | 199 | 8.5 |
| Superplasticizer: Sika Viskocrete 2810 | 24 | 1.3 bwoc |
| Water | 190 | 8.1 |
| w/b-ratio * | 0.21 |
| Designation | Fmax | Fmax/fibre | fy | df | sFmax | τmax | f,max/fibre | uf |
|---|---|---|---|---|---|---|---|---|
| Unity | N | N | MPa | mm | mm | MPa | MPa | % |
| SF | 69.2 | 13.8 | 2000 | 0.25 | 0.11 | 17.6 | 282 | 14.1 |
| SSF | 112 | 22.4 | 1980 | 0.20 | 0.18 | 35.7 | 713 | 36.0 |
| NiTi | 34.2 | 6.8 | 1900 | 0.20 | 0.07 | 10.9 | 218 | 11.4 |
| Designation | Fmax | Fmax/fibre | fy | df | sFmax | max | f,max/fibre | |
|---|---|---|---|---|---|---|---|---|
| Unity | N | N | MPa | mm | mm | MPa | MPa | % |
| SF_R | 226.8 | 45.4 | 2000 | 0.25 | 0.18 | 57.7 | 924 | 46.2 |
| SSF_R | 273.6 | 54.7 | 1980 | 0.20 | 0.21 | 87.1 | 1742 | 88.0 |
| NiTi_R | 98.3 | 19.7 | 1900 | 0.20 | 0.36 | 31.3 | 626 | 32.9 |


© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wiemer, N.; Wetzel, A.; Schleiting, M.; Krooß, P.; Vollmer, M.; Niendorf, T.; Böhm, S.; Middendorf, B. Effect of Fibre Material and Fibre Roughness on the Pullout Behaviour of Metallic Micro Fibres Embedded in UHPC. Materials 2020, 13, 3128. https://doi.org/10.3390/ma13143128
Wiemer N, Wetzel A, Schleiting M, Krooß P, Vollmer M, Niendorf T, Böhm S, Middendorf B. Effect of Fibre Material and Fibre Roughness on the Pullout Behaviour of Metallic Micro Fibres Embedded in UHPC. Materials. 2020; 13(14):3128. https://doi.org/10.3390/ma13143128
Chicago/Turabian StyleWiemer, Niels, Alexander Wetzel, Maximilian Schleiting, Philipp Krooß, Malte Vollmer, Thomas Niendorf, Stefan Böhm, and Bernhard Middendorf. 2020. "Effect of Fibre Material and Fibre Roughness on the Pullout Behaviour of Metallic Micro Fibres Embedded in UHPC" Materials 13, no. 14: 3128. https://doi.org/10.3390/ma13143128