
Identification of Optimal Binders for Torrefied Biomass Pellets


1
National Research Council of Canada, 1200 Montréal Rd, Ottawa, ON K1A 0R6, Canada
2
National Research Council of Canada, 4250 Wesbrook Mall, Vancouver, BC V6T 1W5, Canada
*
Authors to whom correspondence should be addressed.
Energies 2023, 16(8), 3390; https://doi.org/10.3390/en16083390
Submission received: 21 February 2023
/
Revised: 31 March 2023
/
Accepted: 3 April 2023
/
Published: 12 April 2023
(This article belongs to the Special Issue Biomass and Waste as Feedstocks for Biofuel Production)
Abstract
:The pretreatment of biomass through torrefaction is an effective means of improving the fuel quality of woody biomass and its suitability for use in existing facilities burning thermal coal. Densification of torrefied biomass produces a fuel of similar energy density, moisture content, and fixed carbon content to low-grade coals. Additionally, if the torrefaction conditions are optimized, the produced torrefied pellet will be resistant to weathering and biological degradation, allowing for outdoor storage and transport in a manner similar to coal. In untreated biomass, lignin is the primary binding agent for biomass pellets and is activated by the heat and pressures of the pellet extrusion process. The thermal degradation of lignin during torrefaction reduces its binding ability, resulting in pellets of low durability not suitable for transportation. The use of a binding agent can increase the durability of torrefied pellets/briquettes through a number of different binding mechanisms depending on the binder used. This study gives a review of granular binding mechanisms, as they apply to torrefied biomass and assesses a variety of organic and inorganic binding agents, ranking them on their applicability to torrefied pellets based on a number of criteria, including durability, hydrophobicity, and cost. The best binders were found to be solid lignin by-product derived from pulp and paper processing, biomass tar derived from biomass pyrolysis, tall oil pitch, and lime.
1. Introduction
There are a number of challenges impeding the use of biomass forestry residues for generation of heat and power. In unprocessed form, forestry residues have a low bulk density (<400 kg/m3), high moisture content (>30%) and low calorific value (<20 MJ/kg), resulting in high transportation and storage costs and safety hazards. Densification of the biomass into pellets or briquettes is essential. Untreated biomass pellets still suffer from issues with weathering and are prone to biological degradation and self-heating as a result of their hydrophilic nature. They require covered and ventilated storage, which significantly increases fuel switching costs for existing fossil fuel facilities. Other impediments to the use of untreated wood fuel are its poor grindability and high oxygen content, which have limited their usage for cofiring in pulverized coal fired plants to a maximum of 20% [1,2,3]. Torrefaction followed by densification has the potential to create a fuel that has properties closer to that of coal and overcomes many of the above challenges; however, torrefaction typically reduces the strength and durability of the densified product [3,4,5], requiring very high pelletizing pressures and temperatures or the addition of binders for the creation of a durable pellet. Densification can reduce net energy consumption and GHG emission by 200–1000 kJ MJ−1 and 9–50 CO2-eq (g MJ−1), respectively [6]. The current work offers a review of the densification process, a review of commonly used binders as well as some identified materials that have potential for use as binders, and a technoeconomic comparison of binder options.
2. Approaches for Torrefied Pellet Production
2.1. Torrefaction
Torrefaction is a process by which biomass is heated to between 200–300 °C in an oxygen-free environment. During torrefaction, biomass undergoes drying and partial thermal decomposition of the components that make up the biomass: hemicellulose, cellulose, and lignin. The result is a dry material that is lower in H/C and O/C ratios, hydrophobic, resistant to biological degradation/off-gassing, and more friable due to the breakdown of the cell wall structure. This process also improves the fixed carbon. Torrefaction of coffee bean grounds (CBG), and rice husks (RH) (75:25) at 275 °C obtains carbon and oxygen contents of 59.84 wt% and 25.75 wt%, respectively, with a synergetic value of 2.89 for high heating value compared to biosolids [7]. Torrefaction occurs in four stages [1,8,9]:
- Nonreactive drying (50–150 °C): Evaporation of free water on the surface and in the pores of the wood, softening of lignin, and reduced porosity due to moisture loss;
- Reactive drying (150–200 °C): Breakage of hydrogen and carbon bonds, hemicellulose decomposition, emission of lipophilic compounds (i.e., fatty acids, sterols), and thermo-condensation of chemically bound water (>160 °C);
- Destructive drying (200–250 °C): Disruption of most inter- and intramolecular hydrogen bonds and C-C and C-O bonds, mass loss still at a minimum, devolatilization and carbonization of hemicellulose begins, and depolymerization of lignin occurs (>230 °C) [10];
- Hemicellulose decomposition (250–300 °C): Complete decomposition of hemicellulose into volatiles and char, limited devolatilization and depolymerization of lignin and cellulose, and complete destruction of cell structure and loss of fibrous nature.
Of the three primary biomass constituents—cellulose, hemicellulose, and lignin—hemicellulose is the most degraded by torrefaction conditions. Hemicellulose decomposition occurs at temperatures as low as 150 °C via fragmentation, deacetylation, and depolymerization, with the major decomposition reactions occurring in the range of 200–300 °C [1,11,12]. At 200 °C, amorphous cellulose degradation starts, while relatively higher temperatures, i.e., >250 °C, are required for crystalline cellulose [11]. Cellulose decomposition begins around 240 °C, beginning with depolymerization and restructuring. The areas of more crystalline cellulose resist degradation better than the amorphous regions, which hold free water that—when converted to steam—assists in breaking apart the cellulose structure.
The numerous hydroxyl groups of the biomass constituents are responsible for the highly hydrophilic nature of biomass. Torrefaction removes many of these OH groups through depolymerization reactions, generating water vapor through chemical condensation. This creates nonpolar compounds that do not bind with water. Hemicellulose is particularly hydrophilic and must be completely degraded to create a hydrophobic pellet/briquette. The biomass is upgraded through breaking down the long-chain hydrogen bonds of cellulose, decomposition of hemicellulose, and depolymerization of lignin [11,13].
Lignin softening occurs at 160–190 °C. While the cleavage of α- and β-aryl-alkyl ether linkages occurs at 150–300 °C [11]. Brosse et al. showed that lignin depolymerization occurs at temperatures as low as 230 °C (7 h thermal treatment), which could negatively affect its ability to act as a binder [10]. Lignin begins to significantly decompose above 280 °C and is completely carbonized at 500 °C [1]. The upper limit for torrefaction is typically 300 °C to limit the amount of lignin decomposition so that it may be used as a binder in pelletizing of the torrefied material. At temperatures above 300 °C, lignin and cellulose decompose into char and volatiles. Lignin is hydrophobic relative to hemicellulose, and cellulose and is less easily dehydrated and therefore converts more easily to char [1]. Dehydration of biomass during torrefaction causes fractional decarboxylation, and de-carbonylation, which increase the calorific value of the solid fuel.
2.2. Densification
Solid fuels are densified primarily to reduce transport cost and complexity by increasing the bulk density and reducing fines. In the case of sawdust, the density can be increased from 40–400 kg/m3 to >1000 kg/m3 for wood pellets [14], making the densified biomass suitable for thermal conversion processes, i.e., gasification, pyrolysis, combustion, and cofiring with coal or coke [15]. Densification is divided into three stages including the rearrangement of particles, plastic and elastic deformation, and the mechanical interlocking of particles. It improves biomass combustion by increasing the ignition, burnout, and composite combustion indexes. Particulate material (PM) emissions depend on the feedstock and can be increased or decreased by densification. For example, PM emissions of agricultural residues, such as cornstalk, are reduced considerably by densification, while PM emissions of woody biomass, such as camphorwood, are increased [16]. The drawback of densification is the energy intensity and potential emissions of CO2 and CH4 [17]. There are three main methods of densification of solid fuels: pelletization, briquetting, and granulation [14,15].
Granulation is used to agglomerate/densify fine powders (<500 µm) and is not suitable for larger particles. It requires secondary thermal or chemical treatment to strengthen the small granules, which have a large size distribution (2 mm < dp < 15 mm) [14]. Briquetting, developed in the late 1800 s for compaction of coal screenings, involves compressing the particulates between two heated roller dies to produce briquettes. Mechanical or hydraulic piston presses apply load on a die filled with biomass particles [15]. Granulation and briquetting have been primarily applied to the densification of coal and ore fines.
Pelletization is an extrusion process, generating heat and pressure in the die as the material is pushed through, this softens the lignin, binding the particles together. Extrusion using a screw or piston press to produce large diameter densified products often referred to as briquettes is similar to pellet extrusion and can be treated in the same respect. Briquettes are normally produced from waste biomass and have larger diameters than pellets—diameter of 50–100 mm and length of 60–120 mm. Ground biomass passes through 6–8 mm holes and is cut into lengths of 3 to 40 mm [14,15]. A partially torrefied “bio-coke” can be produced by extruding biomass at ~120–200 °C and 20 MPa. Higher pressure lowers the heating temperature and minimizes the carbonization and volume loss of the raw materials [15].
Pellets and briquettes must be sufficiently durable to withstand bulk solid handing systems and transportation. The durability depends on the forces that bind the individual particles in the pellet together. The binding mechanisms between particles can be categorized into five different groups [14]:
- Solid bridges;
- Adhesion and cohesion forces;
- Attractive forces (van der Waals, valence, electrostatic and magnetic forces);
- Interfacial forces and surface tension of liquid films;
- Mechanical interlocking.
Rumpf compared the theoretical strength of these different bonds, shown in Figure 1. Regions I and II represent solid bridge bonding where tensile strength is theoretically independent of particle size [14]. Failure of agglomerates occurs between particles, as intraparticle bonding is much stronger than interparticle bonding, and failure would occur in the solid bridges. Finer particles can increase the strength of these bonds but to a lesser extent. Region I represents the strength of briquettes with binders in conjunction with high particle-to-particle surface contact of very fine particles (10 µm diameter and 10 Å separation) where van der Waals forces can be significant, whereas Region II represents particle-size-independent bonding by crystallized salts. The inclined lines in Figure 1 divide the plot into regions of different particle-size-dependent bonding mechanisms.
The elevated pressure and temperature from the biomass-wall friction during the pelletization process can lead to the formation of solid bridges due to the softening and diffusion of molecules between particles, a chemical reaction on the particle surface, and/or a solidification of melted components or binders between particles [18]. In the case of wood pellets, lignin forms these solid bridges. Viscous binders, such as resin or tar, adhere to adjacent particle surfaces, creating a strong bond similar to a solid bridge. Some of these harden at ambient temperature, creating solid bridges. If large, irregular particles are pelletized—as in the case of alfalfa pellets—overlapping and folding will bind particles together through mechanical interlocking.
Solid attractive forces are typically weak and depend highly on the contact surface area and distance between particles, with van der Waals forces and valence forces effective at 0.1 μm and 10 A, respectively [14,18]. These forces are too weak to create a pellet or briquette durable enough to withstand handling during transport.
Mechanical interlocking is a factor in binding more fibrous agricultural materials, such as hay [19]. This interlocking is dependent on complete crushing of the plant stems, adhesion of the stems via the other aforementioned binding mechanisms, and interlacing of the stem and leaf materials. Agricultural biomass typically has less lignin content than woody biomass, and mechanical interlocking is more important.
2.3. Order of Torrefied Pellet Production
The order of torrefaction and densification affects the quality and cost of pellets as well; the two modes are torrefaction prior to densification and densification prior to torrefaction. Torrefaction removes the moisture and volatiles and decomposes the lignin, making the densification more difficult than for raw biomass. Torrefied biomass with 10 wt% moisture content provides a high-quality pellet [20]. Pelletizing the mixture of kitchen and garden waste in both modes showed that increased torrefaction temperature decreased the wettability index and increased the higher heating value. The pellets produced with torrefaction prior processes showed a better calorific value but worse mechanical properties, particularly durability, compared to prior torrefaction processes [21]. Sarker et al. studied two process modes in the torrefaction and pelletization of canola seed hulls and oat hulls with mustard meal as a waste binder [11]. Torrefaction prior to densification provides a more energy-dense pellet, although the durability, mechanical strength, and porosity of pelletizing following torrefaction is higher. The co-pelletization of two or more treated and untreated biomass feeds through extrusion has attracted attention recently as it requires lower die temperature and pressure in a single pelletizer [11]. Ghiasi et al. performed extensive work on both pathways and found that pelletization prior to torrefaction was preferable and torrefied particles required a binder for pelletization [22]. Torrefaction after pelletization can be challenging and require more energy input for the size reduction of raw wood vs. torrefied wood.
2.4. Binders
Torrefied pellets have lower strength and durability than raw wood pellets. Binders are additives used primarily to improve the durability of briquettes and pellets as well as to reduce the production of fines during transportation and handling. They can also be used to improve the combustion characteristics of the fuel or to help lubricate the pellet press to reduce the energy of production. Binders can be divided into three broad categories based on the method in which they bind the pellet particles together [23]:
- Matrix;
- Film;
- Chemical reaction.
Binding forces include solid bridges, attraction forces, mechanical interlocking bonds, adhesive and cohesion forces, and interfacial forces and capillary pressure. The different binding force mechanisms are summarized in Table 1.
ISO 17225 limits the amount of binder in graded biofuels to less than 4 wt% graded torrefied briquettes. If more than 20 wt% binder is used, the biofuel is classified as a blend. Additionally, the International Maritime Organization codes for the transportation of dangerous goods stipulate a binder concentration of ≤3 wt% to be classified as torrefied wood pellets and briquettes.
Binders have been widely used in the production of agricultural pellets and coal briquettes to increase durability [18]. They can be divided into two types: inorganic and organic binders. Inorganic binders increase the ash content of the densified fuel while typically decreasing the energy content; therefore, they must be used in low concentrations. Inorganic binders have some potential advantages over organic binders, including decreased biological degradation and beneficial effects on combustion systems. Organic binders typically do not increase the pellet ash content and have little effect on pellet energy density; however, they can be more costly and prone to biological degradation. Using oxygen-containing components as binders can increase the oxygen content of the pellets, which is against the purposes of torrefaction—deoxidation and homogenization [26]. The common criteria for binder consideration are:
- Cost—must not add significant cost to pellet production;
- Durability—must increase the durability of the pellet significantly;
- Weathering—must not deteriorate when exposed to moisture;
- Ash—must not significantly increase the amount of ash or unwanted elements;
- Heating value—must not significantly reduce the heating value of the fuel.
In addition to these criteria, other minor criteria are examined in this study: toxicity, availability, the potential as a food source, and contaminants detrimental to combustion systems. The following sections identify a number of binders with potential for use in torrefied pellets based on research into binders for animal feed and coal fines. The binders are evaluated based on the above criteria to identify the most promising binders for future experimental examination. Additionally, the status of commercially available binders is examined.
2.5. Water
Although not a binder, water aids in the binding of particles in a number of different ways. Water is added to different binders to obtain homogeneity [27]. When the material contains soluble components, the water will dissolve the soluble material on the surface and—upon subsequent evaporation—will cause recrystallization of the soluble material between particles [23]. It can also bind particles together through surface tension and by increasing the contact surface area between particles, causing an increase in van der Waals forces, although these forces are minimal [14]. There are different hypotheses to describe the effect of water in briquetting.
The capillary hypothesis: during cold-press briquetting of coal with a binder, pressure is applied to the mixture of coal and water. As pressure increases, water is forced out from the capillaries and covers the surface of the material, forming a thin water film. The water film fills the gaps between particles and creates interaction forces between the molecules, which helps to bind the material together. When the pressure is released, some of the water re-enters the capillaries, while the rest remains on the surface in a crescent shape due to surface tension.
Adhesion molecules hypothesis: water fills the gaps between particles and forms secondary capillary adsorption and surface tension forces [28].
In the case of wood pellets, water acts as a plasticizer of the lignin and hemicellulose, allowing them to soften and flow between particles under the heat and pressure of pelletization, hardening and forming solid bridges when cooled. Water is of particular importance in torrefied wood pellets since the torrefaction process decomposes the hemicellulose and increases the glass transition temperature of the lignin. Table 2 demonstrates the glass transition of raw and modified lignin. Re-addition of water is typically required to plasticize the lignin, binding the torrefied particles together, and an increase in moisture content from 1.1 to 11.1 wt% increases relative pellet hardness by ~63% [29].
3. Organic Binders
Organic binders have the benefit of low ash and impurities, important factors when producing a torrefied pellet/briquette for use in an existing coal-fired plant. They generally suffer from poor resistance to moisture and biological degradation, with some exceptions. The following section describes the most promising organic binders for use in torrefied wood pellets. Table 3 gives a comparison of the natural soluble binders discussed.
3.1. Starch
Starch is most commonly used as a binder in food products. Starch addition can increase the pellet hardness and reduce abrasion during transportation. It is also used in pharmaceutical applications and animal feed pelletization. It can be used to bind biomass pellets in much the same way. Starch binders are common in Australia, where biomass pellet utilization is widespread. Typically, concentrations of <2 wt% of starch are utilized. Starch is also widely used in Asia for the production of coal briquettes for residential heating and cooking.
Starch can be derived from a number of different plants—including wheat, potato, corn, rice, and pea—and food waste [35,36]. It consists of a number of glucose rings joined together by oxygen side-chain bonds, shown in Figure 2. Depending on the source plant, starch is typically composed of 20–25% amylose and 75–80% amylopectin [35]. To save on processing costs, flour is typically used as the binder, which contains 85–95 wt% starch. Tabil et al. found that an addition of only 0.5 wt% pea starch significantly increased the durability of alfalfa feed pellets [37]. Kuokkan et al. found that the addition of 1% potato flour increases pellet durability from 96.5% to 98% compared to binder-free wood pellets [35]. They also found that the addition of potato flour did not significantly increase the biological degradation of the pellet. Margl and Kiefer produced a raw wood pellet, 11–14 wt% moisture, using a corn flour binder, 1–5 wt%, and found improved abrasion resistance [38]. Tapioca starch and corn starch have a low cost. Tapioca starch increases the strength of briquettes more than corn starch due to its higher lignin content. The addition of tapioca starch solution to biomass at a ratio of 100:20 (TS1) provides the highest fixed carbon content (56.94), lower volatile matter (26.42), and lower ash content. It is able to increase the HHV of biomass by 30% [39].
The main drawback of using starch is its hydrophilic nature. If dry starch is used as a binder, it will absorb moisture and potentially deteriorate. Gelatinized starch is created through the addition of water and heating to between 55 and 85 °C and can be promoted through the use of corrosives, i.e., sodium hydroxide [40]. This breaks apart the starch granule through swelling and irreversible absorption of water. The intermolecular bonds are broken, and starch molecules leave the granule, allowing the intermeshing of starch molecules in solution. The mechanical shearing and friction heating during pelletization can also cause some degree of starch gelatinization, but this is limited [18].
Trubiano and Kasica produced a “compressible” starch with a partially broken-down granular structure through treatment with an acid or enzyme [41]. Heimann et al. produced a raw wood pellet using a partially gelatinized starch (10 wt%) and an alkali metal hydroxide (0.02 wt%) with a durability index of 99.99 [42]. The greater the degree of starch gelatinization, the higher the pellet durability and the lower the moisture absorption potential; however, it would still be susceptible to biological deterioration. Wood found that pregelatinized starch resulted in higher pellet hardness and durability [43]. Franke et al. created hydrophobic coal briquettes using a gelatinized starch wetted and re-dried at 100–150 °C [40]. To create a hydrophobic pellet, a drying/hardening step at ~270 °C for 1 h was required. The resulting pellets did not deteriorate in water, absorbing only 7 wt% water when submerged for 24 h. Dry and gelatinized starches are treated separately in the binder comparison.
3.2. Fiber
Fiber can be either water-soluble or insoluble. The former increases the viscosity of the feed allowing for better pelletizing and increase pellet strength [18]. The long fiber molecules entangle and wrap around the biomass particles. Insoluble fibers can entangle or fold between particles to increase strength [14]. Increasing the fiber content from 18–27 wt% has been shown to increase the durability of alfalfa pellets by about 5% [44]. Native fiber present in the feedstock can decrease the durability of pellets. Fiber is stiff and highly elastic, causing it to re-expand after pelletization [45]. This could require chemical pretreatment of the high-fiber material to break down the long chains. Long fibers in the pellet can also make weak points for fragmentation. Soluble fiber can be solubilized during the heat and pressure of pelletization and subsequently recrystallized upon cooling to form solid bridges [46]. This is in addition to fiber entanglement, which occurs in soluble and insoluble fibers. Due to this added binding mechanism, only soluble fibers will be used in the comparative analysis.
3.3. Protein
Under the heat and pressure of the pelletizing process and in the presence of water, protein will plasticize and can be used as a binder [47]. Heat, moisture, and shear also cause proteins to denature, allowing the long protein chain molecules to intertwine and bind together [43,45]. Alternatively, the protein could be hydrolyzed prior to pelletization via heating (120 °C for 45 min) in an acidic or alkaline solution [48]. When the protein collagen is hydrolyzed it forms gelatin, discussed later. Oriented strand board (OSB) can be made with a hydrolyzed soy protein binder cross-linked with formaldehyde [49]. Protein is typically sourced from crops similar to starch, including soybean, wheat (gluten), corn, and alfalfa. It can also be sourced from by-products from animal processing, i.e., collagen.
Steele and Penmetsa produced torrefied pellets with hydrolyzed soy protein and bio-oil. The strongest pellet produced was in a ratio of 1:1 hydrolyzed protein to bio-oil, with bonds formed through cross-linkages between particles [48]. The pellets produced could be immersed in water for extended periods without disintegration, and increasing the binder concentration from 10 to 30% reduced the moisture uptake substantially [48]. The type of protein is important to the pellet durability and the addition of raw protein produces a pellet with greater durability than denatured protein [43]. Cavalcanti found that different proteins produced pellets of varying durability [50]. He found that protein from soybeans had a positive effect on pellet durability, whereas protein derived from corn meal had a negative effect [51].
Gelatin
Gelatin is produced through the hydrolysis of collagen; a process which breaks the bonds between protein polypeptide fibrils into smaller single peptides. This modified protein is less rigidly structured, rearranging more easily and dissolving easily in hot water. Upon cooling, the protein strands bond together in a partial return to helical polypeptides [52]. The collagen strands bind together randomly, forming a three-dimensional network of gelatin molecules known as a semisolid colloidal gel. The formation of the cross-bonds is slow, and the gel strength increases with time.
3.4. Molasses
Molasses is a by-product of the refining of sugar. Molasses binds through a film-type adhesion of the particles. It may also gain some binding effect from the formation of solid bridges resulting from the recrystallization of sugars or solidification upon cooling and drying of the pellet. It is a popular binder in animal feed pellets because it has the added benefit of increasing the calorific value and nutrient content of the feed. It creates very durable pellets but is soluble in water and prone to weathering.
3.5. Fats and Oils
The addition of fats and oils to animal feed pellets typically leads to a decrease in pellet durability [18,53]. Fats and oils act as a lubricant between particles, reducing bonding strength as well as inhibiting the solubility of water-soluble components to form solid bridges. The lubricating effect reduces friction in the pelletizer, leading to a reduction in pelletizing pressure and a further reduction in durability [18]; however, this does reduce the energy requirements of the pelletizer [53]. It is possible that in wood, fats and oils could act as a plasticizer for the polymeric compounds’ lignin and hemi-cellulose, reducing their softening temperature and increasing their binding ability. This could be of benefit to torrefied pellets, in which the glass transition of the lignin has been altered; however, further study is required, and fats and oils will not be included in the binder analysis.
3.6. Carboxymethyl Cellulose
Carboxymethyl cellulose (CMC), or “cellulose gum”, is produced through the reaction of cellulose with chloroacetic acid, producing soluble cellulose. CMC is a widely used food additive. The addition of CMC to biomass causes electric dipole forces between particles, which may increase the cohesion strength of pellets and cause polyelectrolyte formation. A hydrogen bond forms between the electric dipole of water molecules in water and the OH group on the CMC. At the interface of biomass particles and CMC strong bonds—similar to solid bridges—are formed. These interparticle interaction enhancements in pellets increase the quality of biomass as a source of energy. Relaxed density; compressive strength; and durability of cotton stalks, wheat straw, and rape straw pellets increased considerably in CMC content cotton stalks and wheat straw, while the quality content of CMC content rape straw was decreased due to the presence of extractives [54]. CMC is an effective binder for minimal extractive content biomass [54]. Addition of Sodium carboxymethyl cellulose to biomass fuels, besides improving the pellets quality, increases particulate matter (PM) to varying degrees due to the formation of Na-containing species, e.g., NaCl, Na2SO4, NaOH, and Na2CO3. Adding Si-containing rice husk or SiO2-rich minerals to biomass fuels can reduce PM emissions by facilitating coarse ash particle formation [55]. Carboxymethylcellulose provided the highest mechanical durability (4449 N), lower ash content (4.2 wt%), and improved HHV (20.68 MJ/kg) compared to other binders for torrefied Palm kernel pellets [56].
3.7. Lignin
Additional lignin can be added to the feedstock to improve binding. Concentrations of lignin up to 30 wt% can be beneficial for pellet strength. Above about 30 wt%, the pellets can become brittle, and durability is thus decreased. Lignin is a by-product of the pulp and paper industry and is the main constituent of Kraft liquor waste product, about 40% of black liquor. Delignification of the wood fiber in the Kraft pulping process is conducted using a sulfate, which replaces the lignin’s ether bonds with sulfur functional groups, causing depolymerization. The majority of sulfur is recovered as elemental sulfur and polysulfide; however, Kraft lignin still contains 2–3 wt% sulfur. Acid washing can further reduce the sulfur content of the lignin [57]. Lignin is also a by-product of bio-ethanol production. This type of lignin is referred to as hydrolysis lignin and typically has less sulfur than Kraft lignin (>1 wt%). As a binder in pellet production, Kraft lignin must be heated and softened as it has a higher glass transition temperature (Tg ≈ 100 °C) than lignin present in saturated wood [33].
Kong et al. used alkaline lignin (similar to Kraft lignin) as a binder in bio-char pellets in the form of saw dust pyrolyzed at 500 °C for 1 h [34]. They found that bio-char pellets made with 15 wt% lignin swelled considerably and lost all durability when stored for 2 weeks in a 60% relative humidity chamber, absorbing 25 wt% moisture. This was attributed to moisture absorption on the polar functional groups on the alkaline lignin.
3.7.1. Lignosulfonate
Lignosulfonate is a by-product of the less-used sulfite pulping process. In this process, a sulfite (i.e., NaSO3) is used to break the ester bonds between lignin molecules that bind the cellulose fibers, a process known as delignification. Like Kraft lignin, lignosulfonates come in a broad range of complex compositions and molecular makeups but are less fragmented. They all include the SO3H side chain of the lignin aromatic alcohols, shown in Figure 3. They are produced from black/red liquor, a waste by-product of the acid pulping of wood fiber in the pulp and paper industry. Lignosulphonates can be precipitated from the liquor through the addition of a metal hydroxide. When used as a binder, bonding between lignosulphonate molecules typically occurs at the free phenolic hydroxyls.
Lignosulphonate is one of the most widely used and effective binders in the production of animal feed pellets, effective at low concentrations of 1–3 wt% [58]. It binds by adhering to the surface of and forming solid bridges between particles. Its major drawback is the potential absorption of water. The sulfonate groups are hydrophilic, and in addition to hydrophilic residual sugars, weathering will likely be a problem, preventing uncovered storage and transportation of pellets. Further studies are needed to test moisture absorption.
The metal salts (Na, Ca) formed during the precipitation of lignosulphonate can cause a decrease in ash melting temperature, leading to fouling of boiler tubes and the formation of large ash agglomerates. Calcium typically produces compounds with higher melting points, so lignosulphonate precipitated using calcium hydroxide is preferable. The sulfur content in lignosulphonates (up to 10 wt%) can lead to the formation of sulfates with high melting points, reducing ash fouling and corrosion tendencies; however, it also increases the production of SO2, a harmful pollutant. A pellet made with only 1 wt% lignosulphonate increases the sulfur content to 0.57 g/kg, above the CEN/TS 14961 limit for chemically treated biomass of 0.5 g/kg [35].
Pfost added 1–2 wt% lignosulphonate to feed pellets, increasing the durability from 90 to 97% [59]. Kuokkan et al. found that the addition of 1 wt% lignosulfonate increased pellet durability from 96.5% to 97.7% compared to binder-free pellets [35]. They also found that lignosulfonate decreased the pelletizing energy usage and increased production rate. Dobie tested a mixed binder composed of lignosulphonate, 2.4 wt% ammonia, and 50 wt% water [60]. He found that adding 5–10 wt% of this mixture to grass pellets increased the durability from 15–44% to 93–97%, allowing the production of pellets from a difficult-to-densify feedstock.
3.7.2. Tall Oil Pitch
Tall oil pitch is the third major by-product from the Kraft fiber production process. It is composed of a number of different compounds including esterified acids (23–38%), free fatty acids (35–52%), and neutral compounds (25–34%) [61]. It is skimmed off after the initial thermal alkaline treatment and is the bottom fraction of subsequent distillation, which is then neutralized with acid. It is used as an ingredient in adhesives and binder/sealant in road construction [62] and is used as the binder for extruded “fire logs” [63]. In wood pellets, it has shown promise as a plasticizer for lignin [63]. It is water-insoluble and not prone to biological degradation, but its effect on improving the durability of pellets has yet to be demonstrated.
3.8. Biomass Tar
Also referred to as “biomass oil” or “pyrolysis oil”, biomass tar is a liquid produced when biomass is heated above 300 °C in an oxygen-free environment. In the temperature range of 200–300 °C, torrefaction occurs, driving off moisture and lighter volatiles, which can be condensed into an aqueous, low-viscosity “oil”. In the range of 300–500 °C, pyrolysis begins, and heavier hydrocarbons are driven off, producing biomass tars. Biomass tar is a complex mixture of hundreds of hydrocarbons produced through the thermal decomposition of lignin, hemicellulose, and cellulose as well as oils, waxes, and other minor components of biomass. It binds the wood particles through formation of a film on the particles and “gluing” the particles together. Concentrations of up to 50 wt% can be used depending on the feedstock; however, typically, concentrations are in the range of 2 to 20 wt%. White stated that a minimum of 3 wt% biomass tar binder was required to ensure sufficient coverage of the biomass particles [64]. The heavier tars are immiscible with water and not prone to weathering. Tar creates very durable pellets, but there could be potential issues associated with leaching and off-gassing of the lighter polycyclic aromatic hydrocarbons (PAHs), some of which could be toxic. Addition of tar to wheat straw increases the mechanical strength and LHV of pellets considerably [65]. By addition of 35 wt% tar, the LHV increased between 20–26% depending on the feedstock [65].
Tar binder can be produced in conjunction with the production of torrefied biomass. It is common practice to use the condensate (mostly water with light tars) from torrefaction to rehydrate the torrefied material prior to pelletization. The binding effect of these lighter volatiles is most likely limited.
3.9. Glycerol
Glycerol is a by-product of the biodiesel production process. For every 10 kg of biodiesel produced, 1 kg of glycerol is produced through the transesterification of fats and oils (triglycerides). Glycerol primarily acts as a plasticizer and has the potential to soften other polar molecules, such as lignin. The hydroxyl groups on the glycerol molecule, shown in Figure 4, could disrupt the intermolecular hydrogen bonds of the lignin in much the same way as water.
Lu et al. found that wheat straw pellets made with 5 wt% glycerol increased the fracture and tensile strength of pellets by 67 and 54%, respectively [66]. In torrefied pellets, glycerol could plasticize the lignin, allowing for effective pelletization at lower temperatures and moisture contents. The main drawback of glycerol is its hydrophilic nature, resulting from the hydroxyl groups. If the glycerol is saturated with water during the pelletizing process, then further moisture absorption/weather is not a problem.
3.10. Stearic Acid
Stearic acid is one of the most common saturated fatty acids found in nature, typically in animal fats. It is produced through the saponification of triglycerides (fats and oils). It is used as a lubricant and release agent in pressing processes. The polar end group easily forms ionic bonds with metal cations (Na, Ca, Mg, Zn, etc.), shown in Figure 5. Renirie et al. found that the addition of stearic acid, 2.5 wt%, and rye meal, 1 wt%, reduced the fines of the produced pellets (2.7%) compared to pellets without a binder and 1 wt% flour binder that produced 4.3% and 3.5% fines, respectively [67]. Additionally, the stearic acid had a lubricating effect, reducing the power consumption of the pelletizing process and increased the throughput on an industrial mill.
Metallic stearates are used in the plastics industry as lubricants and release agents. It has been found that the use of calcium stearate, [CH3(CH2)16COO-]2(Ca2+), has been shown to increase the hardness of polymers by acting as a plasticizer [68]. Calcium stearate and other plasticizers have the potential to reduce the energy requirements of the pelletization of difficult to extrude torrefied material. The use of plasticizers in this respect warrants further experimental investigation. Calcium stearate is a good candidate as a plasticizer due to its low cost, insolubility in water, and resistance to biological degradation, but further experimental investigation is required.
4. Petrochemical Binders
Although standards regarding bioenergy products will likely preclude the use of petrochemical binders, they are widely used in the production of coal briquettes and deserve mention.
4.1. Coal Tar Pitch
Coal tar pitch is produced in a similar fashion to biomass tar, through the heating of coal in a low oxygen environment to produce condensable, heavy hydrocarbon tars. Coal tar pitch has been used in the production of coal briquettes since the beginning of the 20th century [69]. It acts as film type binder, “gluing” particles together. It is insoluble in water and resistant to biological degradation; however, it is highly toxic and a known carcinogen due to the high concentration of PAHs. It can also foul the feed lines to furnaces when warmed through grinding. Zhong et al. used coal tar pitch to produce formed coal briquettes from high-volatility coal for COREX ironmaking process [70].
4.2. Asphalt
Asphalt is a by-product of the crude oil refining process, obtained from the distillation bottoms. Material with a boiling point greater than 500 °C is referred to as asphalt. It is a highly viscous amorphous material, and when heated above 100 °C, it softens and can be used as a film-type binder [71,72]. It is highly resistant to weathering and biological degradation but is also toxic. Addition of asphalt as a binder improves the hydrophobicity of pulverized coal [73]. It must be transported from the refinery in heated or insulated tankers or railcars until its final end use, typically for paving or roofing operations. This would make its use as a binder in small quantities difficult.
4.3. Plastics
Using plastic waste as a binder can minimize their effect on the environment as a pollutant. The addition of high-density polyethylene (HDPE) to torrefied wheat and barley straw pellets increased density, tensile strength, and high heating value and reduced ash content and moisture adsorption [74]. Plastic binders are not included in the comparative analysis as their addition would make the pellet a solid recovered fuel rather than virgin wood pellet.
5. Inorganic Binders
The main disadvantage of using inorganic binders is that they increase the amount of ash in the fuel. This reduces the energy density of the densified product and can make it unsuitable for use in certain systems depending on the impurities present (i.e., S, Na, K, and other fouling agents). They have the benefit of low cost and resistance to biological degradation. Organic binders typically strengthen the pellet through a chemical reaction.
5.1. Lime
Lime (CaO) is the primary ingredient in cement and, as such, is a very strong binder. It binds through the chemical reactions that form crystallized calcium hydroxide (Ca(OH)2) and calcium carbonate (CaCO3) shown in Equations (1) and (2). CaO is highly caustic, and its hydrated form, calcium hydroxide, is often used as a binder to minimize handling hazards despite potential loss in durability. Calcium hydroxide binds through the chemical reaction with carbon dioxide to recrystallize as calcium carbonate (CaCO3), forming strong ionic bonds between particles. At ambient temperatures (20 °C), the kinetics of the carbonation reaction (2) would be quite slow, and the pellet could increase in strength over time.
It has also been shown that alkali earth metals increase the cross-linking of phenolic resins, which have similar structures and functional groups to lignin [75]. In torrefied pellets the enhanced cross-linking of lignin could be a binding mechanism as important as the hardening effect from re-crystallization.
Ca(OH)2 binder has been shown to produce very strong bio-char pellets [34]. Water in excess of 10 wt% was required to form durable pellets with Ca(OH)2 with highly torrefied material (500 °C for 1 h). This and the lack of residual inherent binder suggest a re-crystallization mechanism as the primary binding mechanism. The pellets made with 15 wt% Ca(OH)2 and 15 wt% moisture showed very high durability, >99.5%, and increased in durability after storage in a humidity chamber at 60% relative humidity. This slow re-crystallization further enhanced the strength and durability of the pellets [34]. Ca(OH)2 pellets also showed low moisture absorption during humidified storage, only increasing in moisture content by 10% over 2 weeks.
Kong et al. also studied bio-char pellets produced utilizing a lignin binder and chemical hardener, including NaOH, CaCL2, CaO, and Ca(OH)2 in a mass ratio of 1:4, hardener to lignin [34]. They found that CaO and Ca(OH)2 hardeners produced the most durable pellets of all the hardeners tested, with abrasive resistances of 99.63 and 99.77%, respectively. They conducted a moisture uptake test involving storing the pellets for two weeks at 60% relative humidity. The pellets made with NaOH and CaCl2 hardeners swelled and lost all durability during these moisture uptake tests, whereas the pellets made with CaO and Ca(OH)2 had increased abrasive resistances of 99.71 and 99.82%, respectively. However, the CaO and lignin pellets had reduced impact resistance strength and compressive strength, likely a result of the reaction between CaO and water to form the more friable Ca(OH)2. The Ca(OH)2 and lignin pellet maintained the same impact resistance and had slightly reduced compressive strength. Increasing the ratio of Ca(OH)2 to lignin had the beneficial effect of reducing the moisture uptake but produced a more brittle and slightly less durable pellet.
Lime is often added to biomass fuel pellets to reduce clinker formation and slagging in high temperature boilers or kilns. The lime (CaO) reacts with other ash components in the fuel, such as silicates, to form compounds with high melting points. In the co-combustion of biomass pellets and coal, the lime has the added benefit of reducing sulfur emissions through the formation of CaSO4.
5.2. Calcium Chloride
Calcium chloride is used to accelerate the curing of cement. If used in conjunction with lime, it could improve the durability of the pellet and reduce drying time. If reacted with water, it will dissolve and form calcium hydroxide and hydrochloric acid:
This would have the double benefit of forming calcium hydroxide, which acts as a binder, and hydrochloric acid, which could free the lignin for better particle binding. CaCl2 would cause issues with corrosion of pelletizing equipment and during combustion/gasification through the release of HCl.
5.3. Caustic Soda
Sodium hydroxide (NaOH), also known as caustic soda or lye, is a common industrial chemical used as a strong base in many processes. It is produced via the chlor-alkali process through the electrolysis of salt (NaCl) water. NaOH does not directly act as a binder. When used in solution as a pretreatment, NaOH disrupts the ester bonds between lignin and carbohydrates, which solubilizes the lignin, freeing it from the lingo-cellulosic matrix prior to pelletization in much the same way as delignification in the Kraft process. During pelletization, the lignin rebinds the material into the pellet shape.
Kong et al. utilized NaOH as a hardener for a lignin binder in a bio-char pellet at a mass ratio of 1:4 NaOH to lignin [34]. They found that the NaOH increased the pellet durability compared to lignin-only binder. However, when stored for two weeks at 60% relative humidity, the pellets disintegrated and lost all durability.
5.4. Bentonite
Bentonite is a hydrated magnesium aluminum silicate clay primarily composed of montmorillonite. It is composed of plate-like particles that are negatively charged on the surface and positively charged on the edges. It is this polarity that gives bentonite its binding ability. The different types of bentonite clay are defined by their dominant element—sodium bentonite, calcium bentonite, or potassium bentonite. Sodium bentonite has a high swelling capacity in water, up to 12 times its volume, whereas calcium bentonite has little swelling capacity. Bentonite is a mined mineral and the United State is the primary producer.
Bentonite is typically used as a binding agent for the production of iron ore pellets at a concentration of 1 wt% and in iron and steel castings. Pfost and Young found that the addition of 2.4 wt% bentonite to feed pellets increased pellet durability by 6% and reduced fines in poultry feed pellets [76].
5.5. Sulfuric Acid
Sulfuric acid (H2SO4) is a common industrial chemical. It binds in much the same way as caustic soda as a plasticizer, by disrupting the inter-molecular lignin bonds, softening the lignin prior to pelletization. This allows the lignin to flow into the interparticle spaces during compression, plasticize, and reharden to form bridges. There are no published results examining the effectiveness of a sulfuric acid binder, but it was expected that it would bind in the same manner as caustic binders as a plasticizer. The use of acid hydrolysis to soften the thermally altered lignin is a novel concept and deserves further research to examine its effectiveness.
5.6. Silicate Salts
Silicate salts, sodium silicate (Na2SiO3), and potassium silicate (K2SiO3), forms an oxygen–silicon polymer, with the alkali metal forming ionic bonds with the oxygen, shown in Figure 6. Sodium silicate is an inorganic adhesive used in the bonding of cardboard, insulation, and wood. Due to its polarity, it is soluble in water. It binds by means of a highly viscous film created as the adhesive dries. It is also possible due to its polar nature that it could act as a plasticizer or form weak ionic bonds with lignin or cellulose. It has not been applied as a binder in pellet production, but it shows potential. It does not release volatiles during curing or storage, it has a relatively low toxicity, and it is not susceptible to biological degradation; however, moisture absorption and weather could be issues.
McGoldrick patented a binder mixture composed of potassium silicate and a surfactant for the production of biomass agglomerates [77]. The surfactant pushes the binder in solution to the surface of the agglomerate and creates a hard “shell” on the agglomerate surface [78]. This allows the agglomerate to keep its shape during transportation and combustion.
6. Binder Comparison
The binders identified and discussed in the previous section were compared on a technoeconomic basis. Prices were determined through consultations with suppliers, shown in Table 3. Concentrations were taken from previous studies on binders for biomass or coal or, if none were available, were assumed based on similar binders. The added cost per ton of wood pellets was then determined. The solubility of the binder in water is an important factor in determining both the ability of the binder to disperse well within the material and potentially its ability to help solubilize the thermally altered lignin to act as a binder.
To determine the optimal binders for use in torrefied pellets, 10 parameters were used to quantitatively compare the most promising binders discussed in previous sections. In this comparison, lignin refers to Kraft lignin added to the torrefied pellet, not native lignin. It was decided that not all of the comparison parameters were of equal value. As such, a weighting was given to each. The parameters and weightings are shown in Table 4. For each parameter, the binder received a score of 0–4, with 4 being very good and 0 being very poor for that parameter. For each binder the weighting was multiplied by the score for each parameter, and the sum of these values gave an overall score for the binder, with a maximum overall score of 100. These price values is obtained provided by suppliers
The highest weighting was given to durability and hydrophobicity. The durability of the resulting pellet is essential for binders, as this is the binder’s primary function. Hydrophobicity is of near equal importance in the case of torrefied pellets, as one of the major benefits of producing torrefied pellets is their resistance to weathering and biological degradation. The durability and hydrophobicity scores were assessed based on a thorough literature review, as highlighted in previous sections. In some cases, the potential binder had not been experimentally tested in pellets or briquettes, and the potential durability improvement is unknown. In these cases, a durability score of 2 was given.
The scoring methodologies for certain quantifiable parameters are listed below in Table 5. The score for environmental toxicity was assigned by reviewing the Material Safety Data Sheet (MSDS) for each binder and environmental toxicology reports. For the “contaminants” parameter, the score was given based on the potential effects of elemental impurities (S, Na, K, Cl, heavy metals, etc.) on combustion systems, described in Table 3. For example, waste glycerol contains NaOH or KOH impurities, and Na and K combined with other elements, causing fouling in combustion systems. The cost was determined by obtaining quotes from industrial suppliers for 1 ton of the binder material with delivery to Vancouver, Canada.
The increase in ash was calculated based on the inorganic fraction of the binder and the range of concentration required based on previous binder studies. Finally, the score for “Food Source” was determined based on the binder’s usage in food products or processing. This parameter reflects the importance of minimizing bioenergy’s impact on food supply or prices.
The scoring matrix for the binders examined is displayed in Table 6. Overall, the organic binders show a higher potential for use in torrefied energy pellets. This is in part due to the lack of information regarding potential durability improvements from in-organic binders. Additionally, the reduced heating value and generally higher toxicity, ash, and contaminants result in the lower score for inorganic binders.
The binder with the highest potential is lignin, with lime, lignosulfonate, tall oil pitch, biomass tar, and starch all close, as can be seen in a list of the top ten binders in Figure 7. It should be noted that no binder is perfect and that each has its drawbacks. In the case of lignin and lignosulfonate, the presence of sulfur may be unacceptable for certain end users depending on local regulations. The current European regulations for wood pellets (CEN/TS 14961) limit sulfur content to 0.05 wt%. This would limit the amount of lignin binder added and prevent the use of some lignosulfonate. New lignin production/separation processes aim to reduce sulfur content [79]. Additionally, there is still uncertainty around the price of lignin and biomass tar as there are few large-volume production facilities [63].
Starch is a proven strong binder [35,58], but its hydrophilic nature could lead to potential weathering and biological degradation. If sufficiently gelled before or during pelletization/briquetting, starch can be made less water absorbing; however, it may still be prone to biological degradation. Further investigation is required into the effect of binders on the weathering and biological degradation of torrefied pellets/briquettes. Additionally, pregelatinized starch is much more expensive than dry starch. If the gelatinization process was performed immediately before or after pelletization using dry starch, gelatinized starch would be less expensive and more attractive as a binder. CMC, lignin, starch, and glycerol improved the HHV of torrefied palm pellets 15.07–21.23%; and HHV of pellets reached 20.68–21.24 MJ/kg [56]. Hydrated lime was the best-performing inorganic binder and only one to be in the top ten. This is because of it’s proven strong binding ability [34], non-reactivity with water, availability, and cost. It could have the added benefit of acting as a sulfur scrubber in solid fuel boilers and gasifiers. One potential drawback of lime is the release of carbon dioxide during its production. If the torrefied pellets are to be used to offset coal to obtain carbon credits, this could limit or prevent its use as a binder.
Technoeconomic analyses of torrefied lignocellulosic biomass pellets demonstrate the selection of an appropriate binder and quantity can improve the quality and consistency of the densified product significantly [80]. Binders may negatively influence the profitability of the torrefied pellet production by altering the equipment requirements, capital costs, and the amount of required binder. For example, using distillers for dried grains or corn starch is more cost-effective than soybeans [80].
Not discussed in the above analysis is the use of waste biomass as a binder or the use of multiple binders. Using particulate biomass waste as a binder reduces the overall cost. García et al. used grape pomace, almond shell, olive stone, and pine sawdust as solid additives with glycerol in pelletizing pine. Adding 20 wt% grape pomace and 10 wt% glycerol reduced transportation costs by 20% [81,82]. Lignin and starch improve the strength and the bulk density of the torrefied biomass slightly better than sawdust. The three binders reduced the bulk density of the biomass, which reduces the volumetric energy density of treated pellets compared to control wood pellets [83].
HHV of pellets can increase or decrease compared to the original biomass depending on the HHV, moisture content, particle size and weight fraction of binder. Xanthan and guar reduced the HHV of spent coffee grounds from 25.4 KJ/g to 24.44 and 24.39 [84]. The HHV of noncarbonized coffee husk briquette developed under high pressure was 15.2 MJ/kg. The HHV of coffee briquette with cassava and clay reached 21.9–23.5 and 13–17.2 MJ/kg, respectively. For rice husk, it was 15.9–20.9 and 9.5–12.0 MJ/kg using cassava and clay, respectively [85]. Ahn et al., 2014 investigated the effect of chemical composition of binder on HHV and durability of binders [86]. Rapeseed flour, coffee meal, bark, pinecones, and lignin powder were used as binders in the fabrication of larch and tulip tree pellets. The average higher heating values (HHV) of rapeseed flour, coffee meal, bark, pinecones, and lignin powder were 17.4 MJ/kg, 26.3 MJ/kg, 23.4 MJ/kg, 19.5 MJ/kg, and 20.7 MJ/kg, respectively. High contents of oil/fat and lignin increase the HHV of binders, while high moisture reduces HHV. For example, HHV of pinecones have generally high values due to a certain extractive; however, in this study, the high moisture content of pinecones caused lower HHV in the produced pellets. Lignin powder has a lower HHV than lignin. This is due to the intrinsic cementing property of lignin powder, which causes incomplete combustion at high temperatures [86].
7. Conclusions
Torrefied biomass pellets/briquettes are a promising near-term fuel alternative in conventional coal fired boilers, furnaces, and kilns. They have superior energy density, grindability, and resistance to weathering and biological degradation compared to conventional white wood pellets. This allows for reduced storage and transportation costs and capital investment required for conversion of existing coal facilities to biomass. The use of binders in agricultural feed pellets and coal briquettes is commonplace, but there is little experience or research on binder use in torrefied biomass materials.
Torrefied material is more difficult to densify due to the partial thermal decomposition of the lignin, a reduction in the lignin plasticity, and a reduction in its binding ability. As such, binders may be needed for the densification of torrefied fuel products to increase the durability of the densified fuel and reduce the generation of fines, which constitute a material loss and a health and safety hazard. Binders for torrefied wood must be able to resist weathering in the same way as the torrefied material itself. Additionally, binders must be cost-effective, as the prices for solid fuel products are already low, making competition from biomass-based sources difficult without policy incentives. An ideal binder would be one that is hydrophobic, low-cost, and capable of generating strong, densified products using a minimal amount. This paper examined the applicability of a number of binders to torrefied pellets/briquettes.
Overall, the organic binders show a higher potential for use in torrefied energy pellets. This is due to the lack of information regarding potential durability improvements from inorganic binders, the reduced heating value, generally higher toxicity, and increased ash and contaminants. The most promising binders are lignin, biomass tar, tall oil pitch, and lime. Due to the highly competitive nature of energy products, it is essential that the added cost of the binder is low.
Hydrated lime was the best-performing inorganic binder and the only one to be in the top ten. This is because of hydrated lime’s proven strong binding ability, non-reactivity with water, availability, and cost. It could have the added benefit of acting as a sulfur scrubber in solid fuel boilers and gasifiers. It has the drawback of hazards associated with transportation and handling.
There is a wide variety of torrefaction processes, each producing a somewhat different product due to the treatment conditions (time, temperature, heat and mass transfer, etc.). Additionally, the location of the torrefaction facility will alter the availability/accessibility of different binders. There is unlikely to be a one-binder solution that fits all types of torrefied material and locations. This document should serve as a guide for producers of torrefied pellets/briquettes. Additionally, further experimental investigations into binders are required for torrefied material pellets/briquettes to reduce the uncertainty of the durability of pellets/briquettes produced with different binders.
Author Contributions
J.W.B., with collaboration W.S., wrote the original draft. S.L. reviewed, edited, and completed the missing information. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Office of Environmental Research and Development (OERD) under National Resources Canada through project OERD-BIO-03.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
The authors would like to acknowledge the Advanced Clean Energy (ACE) program in the Energy, Mining and Environement (EME) research center at the National Research Council of Canada (NRC-CNRC) for support of this research effort.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
References
- Tumuluru, J.S.; Sokhansanj, S.; Hess, J.R.; Wright, C.T.; Boardman, R.D. A Review on Biomass Torrefaction Process and product Properties for Energy Applications. Ind. Biotechnol. 2011, 7, 384–401. [Google Scholar] [CrossRef] [Green Version]
- Arias, B.; Pevida, C.; Fermoso, J.; Plaza, M.G.; Rubiera, F.; Pis, J.J. Influence of Torrefaction on the Gindabilityand Reactivity of Woody Biomass. Fuel Process. Technol. 2008, 89, 169–175. [Google Scholar] [CrossRef] [Green Version]
- Bajwa, D.S.; Peterson, T.; Sharma, N.; Shojaeiarani, J.; Bajwa, S.G. A review of densified solid biomass for energy production. Renew. Sustain. Energy Rev. 2018, 96, 296–305. [Google Scholar] [CrossRef]
- Stelte, W.; Clemons, C.; Holm, J.K.; Sanadi, A.R.; Ahrenfeldt, J.; Shang, L.; Henriksen, U.B. Pelletizing properties of torrefied spruce. Biomass Bioenergy 2011, 35, 4690–4698. [Google Scholar] [CrossRef] [Green Version]
- Shang, L.; Nielsen, N.P.K.; Dahl, J.; Stelte, W.; Ahrenfeldt, J.; Holm, J.K.; Thomsen, T.; Henriksen, U.B. Quality effects caused by torrefaction of pellets made from Scots pine. Fuel Process. Technol. 2012, 101, 23–28. [Google Scholar] [CrossRef]
- Ibrahim Muazu, R.; Li Borrion, A.; Stegemann, J.A. Life cycle assessment of biomass densification systems. Biomass Bioenergy 2017, 107, 384–397. [Google Scholar] [CrossRef]
- Mahmood Ali, A.; Waheed, A.; Shahbaz, M.; Mirani, A.A.; Shahzad, K.; Al-Zahrani, A.A.; Nawaz, A.M.; Mahpudz, A.B. Synergistic evaluation of co-torrefaction performance of rice husk and coffee bean ground blends for biosolid production for industrial fuel sustainability. Fuel 2023, 343, 127891. [Google Scholar]
- Van der Stelt, M.J.C.; Gerhauser, H.; Kiel, J.H.A.; Ptansinski, K.J. Biomass upgrading by torrefaction for the production of biofuels: A review. Biomass Bioenergy 2011, 35, 3748–3762. [Google Scholar] [CrossRef]
- Abogunde Abdulyekeen, K.; Abulfathi Umar, A.; Fazly Abdul Patah, M.; Mohd Ashri Wan Daud, W. Torrefaction of biomass: Production of enhanced solid biofuel from municipal solid waste and other types of biomass. Renew. Sustain. Energy Rev. 2021, 150, 111436. [Google Scholar] [CrossRef]
- Brosse, N.; Hage, R.E.; Chaouch, M.; Petrissans, M.; Dumarcay, S.; Gerardin, P. Investigation of the chemical modifications of beech wood lignin during heat treatment. Polym. Degrad. 2010, 95, 1721–1726. [Google Scholar] [CrossRef]
- Sarker, T.R.; Nanda, S.; Dalai, A.K.; Meda, V. A Review of Torrefaction Technology for Upgrading Lignocellulosic Biomass to Solid Biofuels. Bioenergy Res. 2021, 14, 645–669. [Google Scholar] [CrossRef]
- Acharya, B.; Sule, I.; Dutta, A. A review on advances of torrefaction technologies for biomass processing. Biomass Convers. Biorefin. 2012, 2, 349–369. [Google Scholar] [CrossRef]
- Michalek, J.K.; Thomas, T.J. Synthetic Fuel Pellet and Methods. U.S. Patent 20070251143 A1, 1 November 2007. [Google Scholar]
- Rumpf, H. The strength of granules and agglomerates. In Agglomeration; John Wileyand Sons: New York, NY, USA, 1962; pp. 379–418. [Google Scholar]
- Syahirah Kamal Baharin, N.; Cherdkeattikul, S.; Kanada, N.; Hara, H.; Ida, T. Impact and effectiveness of Bio-Coke conversion from biomass waste as alternative source of coal coke in Southeast Asia. J. Mater. Cycles Waste Manag. 2023, 25, 17–36. [Google Scholar] [CrossRef]
- Yang, W.; Lv, L.; Han, Y.; Li, Y.; Liu, H.; Zhu, Y.; Zhang, W.; Yang, H. Effect of Densification on Biomass Combustion and Particulate Matter Emission Characteristics. Atmosphere 2022, 13, 1582. [Google Scholar] [CrossRef]
- Esquiaqui, L.; de Oliveira Miranda Santos, S.D.F.; Ugaya, C.M.L. A systematic review of densified biomass products life cycle assessments. Int. J. Environ. Sci. Technol. 2023, 115. [Google Scholar] [CrossRef]
- Kaliyan, N.; Morey, R. Factors affecting strength and durability of densified biomass products. Biomass Bioenergy 2009, 33, 337–359. [Google Scholar] [CrossRef]
- Pickard, E.; Roll, W.; Ramser, J. Fundamentals of hay wafering. Trans. ASAE 1961, 4, 65–68. [Google Scholar] [CrossRef]
- Preradovic, M.; Papuga, S.; Kolundžija, A. Torrefaction: Process Review. Period. Polytech. Chem. Eng. 2023, 67, 49–61. [Google Scholar] [CrossRef]
- Barbora, G.; Klemencova, K.; Jezerska, L.; Zidek, M.; Lestinsky, P. Effect of torrefaction on pellet quality parameters. Biomass Convers. Biorefin. 2022. [Google Scholar] [CrossRef]
- Ghiasi, B.; Kumar, L.; Furubayashi, T.; Lim, C.J.; Bi, X.T.; Kim, C.S.; Sokhansanj, S. Densified biocoal from woodchips: Is it better to do torrefaction before or after densification? Appl. Energy 2014, 134, 133–142. [Google Scholar] [CrossRef]
- Pietsch, W. Roll Pressing, Monograph in Powder Science and Technology; Goldberg, A., Ed.; Heyden and Son Inc.: New York, NY, USA, 1976. [Google Scholar]
- Anukam, A.; Berghel, J.; Henrikson, G.; Frodeson, S.; Ståhl, M. A review of the mechanism of bonding in densified biomass pellets. Renew. Sustain. Energy Rev. 2021, 148, 111249. [Google Scholar] [CrossRef]
- Riva, L.; Nielsen, H.K.; Skreiberg, Ø.; Wang, L.; Bartocci, P.; Barbanera, M.; Bidini, G.; Fantozzi, F. Analysis of optimal temperature, pressure and binder quantity for the production of biocarbon pellet to be used as a substitute for coke. Appl. Energy 2019, 256, 113933. [Google Scholar] [CrossRef]
- Thengane, S.K.; Kung, K.S.; Gomez-Barea, A.; Ghoniem, A.F. Advances in biomass torrefaction: Parameters, models, reactors, applications, deployment, and market. Prog. Energy Combust. Sci. 2022, 93, 101044. [Google Scholar] [CrossRef]
- Adeleke, A.; Odusote, J.; Ikubanni, P.; Lasode, O.; Malathi, M.; Pasawan, D. Physical and mechanical characteristics of composite briquette from coal and pretreated wood fines. Int. J. Coal Sci. Technol. 2021, 8, 1088–1098. [Google Scholar] [CrossRef]
- Zhang, G.; Sun, Y.; Xu, Y. Review of briquette binders and briquetting mechanism. Renew. Sustain. Energy Rev. 2018, 82, 477–487. [Google Scholar] [CrossRef]
- Peng, J.; Bi, H.; Lim, C.; Sokhansanj, S. Study on the density, hardness and moisture uptake of torrefied wood pellets. Energy Fuels 2013, 27, 967–974. [Google Scholar] [CrossRef]
- Kelley, S.S.; Rials, T.G.; Glasser, W.G. Relaxation behavior of the amorphous components of wood. J. Mater. Sci. 1987, 22, 617–624. [Google Scholar] [CrossRef]
- Back, E.L. The Bonding Mechanism in Hardboard Manufacture. Holzforschung 1987, 41, 247–258. [Google Scholar] [CrossRef]
- Irvine, G.M. The glass transitions of lignin and hemicellulose and their measurement by differential thermal analysis. TAPPI J. 1984, 67, 118–121. [Google Scholar]
- Hatakeyama, H.; Tsujimoto, Y.; Zarubin, M.J.; Krutov, S.M.; Hatakeyama, T. Thermal decomposition and glass transition of industrial hydrolysis lignin. J. Therm. Anal. Calorim. 2010, 101, 289–295. [Google Scholar] [CrossRef]
- Kong, L.; Tian, S.; Li, Z.; Luo, R.; Chen, D.; Tu, Y.; Xiong, Y. Conversion of recycled sawdust into high HHV and low NOx emissions bio-char pellets using lignin and calcium hydroxide blended binders. Renew. Energy 2013, 60, 559–565. [Google Scholar] [CrossRef]
- Kuokkanen, M.; Vilppo, T.; Kuokkanen, T.; Stoor, T.; Niinimaki, J. Additives in wood pellet production—A pilot-scale study of binding agent usage. Bioresources 2011, 6, 4331–4355. [Google Scholar]
- Guo, F.; Chen, J.; Gardy, J.; He, Y.; Sun, Y.; Jiang, J.; Jiang, X. Upgrading agro-pellets by torrefaction and co-pelletization process using food waste as a pellet binder. Renew. Energy 2022, 191, 213–224. [Google Scholar] [CrossRef]
- Tabil, L.G.; Sokhansanj, S.; Tyler, R.T. Performance of different binders during alfalfa pelleting. Can. Agric. Eng. 1997, 1, 17–23. [Google Scholar]
- Margl, H.D.; Kiefer, J. Fuel Pellets Based on Compressed Biomass Include Comminuted Cereal or Maize or Starch as Lubricant and Binder. DE Patent 19955844, 25 May 2000. [Google Scholar]
- Nazari, M.M.; Idroas, M.Y.; Ayuni, F.A. Carbonization Effect on EFB Briquettes Prepared with Different Type of Binders. IOP Conf. Ser. Earth Environ. Sci. 2020, 476, 012072. [Google Scholar] [CrossRef]
- Franke, F.H.; Paersch, M.J. Process for Producing a Solid, Finely Divided Fuel Based on Coal. U.S. Patent 5009671, 23 April 1991. [Google Scholar]
- Trubiano, P.C.; Kasica, J.J. Compressible Starches as Binders for Tablets or Capsules. U.S. Patent 455117 A, 5 November 1985. [Google Scholar]
- Heimann, R.; Sayre, C.; Heimann, N. Composite Biomass Fuel Compact. U.S. Patent 2011119996, 26 May 2011. [Google Scholar]
- Wood, J. The functional properties of feed raw materials and the effect on the production and quality of feed pellets. Anim. Feed Sci. Technol 1987, 18, 1–17. [Google Scholar] [CrossRef]
- Huang, J. Additives in Biomass Pellet Making. Available online: http://www.biofuelmachines.com/Additives-in-biomass-pellet-making.html (accessed on 18 December 2014).
- Thomas, M.; van der Poel, A. Physical quality of pelleted animal feed 3. Contribution of processes and its conditions. Anim. Feed Sci. Technol. 1997, 64, 173–192. [Google Scholar] [CrossRef]
- Kaliyan, N.; Morey, R.V. Natural binders and solid bridge type binding mechanisms in briquettes and pellets made from corn stover and switchgrass. Bioresource Technol. 2010, 101, 1082–1090. [Google Scholar] [CrossRef]
- Briggs, J.; Maier, D.; Watkins, B.; Behnke, K. Effects of ingredients and processing parameters on pellet quality. Poult. Sci. J. 1999, 78, 1464–1471. [Google Scholar] [CrossRef]
- Steele, P.H.; Penmetsa, V.K. Methods for Producing Binders and Combustible Composite Materials and Compositions Produced Therefrom. U.S. Patent 2013031830, 7 February 2013. [Google Scholar]
- Hse, C.; Lin, L. Hydrolyzates of Soybeans or other Soy Products as Componenets of Thermosetting Resins. U.S. Patent 20050272892, 8 December 2005. [Google Scholar]
- Cavalcanti, W. The Effect of Ingredient Composition on the Physical Quality of Pelleted Feeds: A Mixture Experimental Approach. Ph.D. Thesis, Kansas State University, Manhattan, KS, USA, 2004. [Google Scholar]
- Cavalcanti, W.; Behnke, K. Effect of composition of feed model systems on pellet quality: A mixture experimental approach. II. AACC Int. 2005, 82, 462–467. [Google Scholar] [CrossRef]
- GMIA. Gelatin Handbook. 2012. Available online: http://www.gelatin-gmia.com/images/GMIA_Gelatin_Manual_2012 (accessed on 21 March 2017).
- Richardson, W.; Day, E.J. Effect of varying levels of added fat in broiler diets on pellet quality. Feedstuffs 1976, 63, 25–34. [Google Scholar]
- Si, Y.; Hu, J.; Wang, X.; Yang, H.; Chen, Y.; Shao, J.; Chen, H. Effect of Carboxymethyl Cellulose Binder on the Quality of Biomass Pellets. Energy Fuels 2016, 30, 5799–5808. [Google Scholar] [CrossRef]
- Zhu, Y.; Yang, W.; Fan, J.; Kan, T.; Zhang, W.; Liu, H.; Cheng, W.; Yang, H.; Wu, X.; Chen, H. Effect of sodium carboxymethyl cellulose addition on particulate matter emissions during biomass pellet combustion. Appl. Energy 2018, 230, 925–934. [Google Scholar] [CrossRef]
- Sambeth, S.K.; Chang, S.S.; Samad, N.A.F.A.; Saleh, S. Pelletization of torrefied palm kernel shell by using different binding agents. Mater Today 2022, 57, 116–1122. [Google Scholar] [CrossRef]
- Svensson, S. Reducing the Sulphur Content in Kraft Lignin; STFI-Packforsk: Stockholm, Sweden, 2008. [Google Scholar]
- Tabil, L. Binding and Pelleting Characteristics of Alfalfa. Ph.D. Thesis, University of Saskatchewan, Saskatoon, SK, Canada, 1996. [Google Scholar]
- Pfost, H. The effect of lignin binders, die thickness and temperature on the pelletizing process. Feedstuffs 1964, 36, 20. [Google Scholar]
- Dobie, J. Cubing tests with grass forages and similar roughages sources. Trans. ASAE 1982, 18, 864–866. [Google Scholar] [CrossRef]
- Holmbom, B.; Erä, V. Composition of tall oil pitch. JAOCS 1978, 55, 342–344. [Google Scholar] [CrossRef]
- Fat, J.W. Tall Oil Pitch Binder Technology. In AustStab Workshop on Road Stabilization; AustStab: Wagga, Australia, 2005. [Google Scholar]
- Lake, M.A. Energy Pellet. WO Patent 2014014910 A1, 23 January 2014. [Google Scholar]
- White, D.H. Pelletizing and Briquetting of Combustible Organic-Waste Materials Using Binders Produced by Liquefaction of Biomass. U.S. Patent 6506223 B2, 14 January 2003. [Google Scholar]
- Cheng, J.; Zhou, F.; Si, T.; Zhou, J.; Cen, K. Mechanical strength and combustion properties of biomass pellets prepared with coal tar residue as a binder. Fuel Process. Technol. 2018, 179, 229–237. [Google Scholar] [CrossRef]
- Lu, D.; Tabil, L.; Wang, D.; Wang, G. Manufacturing wheat straw pellet with wood waste and binders. In Proceedings of the CSBE/SCGAB Conference, Saskatoon, SK, Canada, 7–10 July 2013. [Google Scholar]
- Renirie, J.G.; Van der Meijden, J.A.A.; Van Soest, J.J.G.; Plijter, J.J. Fuele Pellets, Their Preparation and Use. WO Patent 2001062488, 26 May 2001. [Google Scholar]
- Zuga, M.D.; Cincu, C. The plasticizer action on the physico-mechanical characteristics of thermoplastic ionic elastomers based on malenized ethylene-propylene terpolymer. UPB Sci. Bull. B Chem. Mater. 2006, 68, 27–34. [Google Scholar]
- Archbald, H. Process and Apparatus for Manufacture of Solid Fuel. U.S. Patent 1930377 A, 10 October 1933. [Google Scholar]
- Zhong, Q.; Yang, Y.; Li, Q.; Xu, B.; Jiang, T. Coal tar pitch and molasses blended binder for production of formed coal briquettes from high volatile coal. Fuel Process. Technol 2017, 157, 12–19. [Google Scholar] [CrossRef]
- Blake, J.H.; Mccandless, P.F. Production of Briquettes from Calcined Char Employing Asphalt Binders and such Briquettes. U.S. Patent 3403989 A, 1 October 1968. [Google Scholar]
- Herment, R.; Lafage, Y.; Emo, J.C.; Yurcek, J.M. Production of Briquettes. U.S. Patent 3966427, 29 June 1976. [Google Scholar]
- Borowski, G. Using of Adhesives and Binders for Waste Agglomeration; CISA Publisher: Sardinia, Italy, 2021. [Google Scholar]
- Agu, O.S.; Tabil, L.G.; Mupondwa, E.; Emadi, B. Torrefaction and Pelleting of Wheat and Barley Straw for Biofuel and Open Site Warning: Potential security issue. Front. Energy Res. 2021, 9, 699657. [Google Scholar] [CrossRef]
- Benk, A.; Talu, M.; Coban, A. Phenolic resin binder for the production of metallurgical quality briquettes deom coke breeze: Part II the effect of hte type of the basic catalyst used in the resol production on the tensil strength of the formed coke briquettes. Fuel Process. Technol. 2008, 89, 38–46. [Google Scholar] [CrossRef]
- Pfost, H.; Young, L. Effect of colloidal binders and other factors on pelleting. Feedstuffs 1973, 45, 21–22. [Google Scholar]
- McGoldrick, F. Fuel Product and Process. WO Patent 2010070328, 24 June 2010. [Google Scholar]
- McGoldrick, F. Pellets and Processes Therefor. WO Patent 2011092503, 4 August 2001. [Google Scholar]
- Kouisni, L.; Holt-Hindle, P.; Maki, K.; Paleologou, M. The Lignoforce System: A New Process for the Production of High-Quality Lgnin from Black Liquor. J. Sci. Technol. For. Prod. Process. 2012, 2, 6–10. [Google Scholar]
- Pirraglia, A.; Gonzalez, R.; Saloni, D.; Denig, J. Technical and economic assessment for the production of torrefied ligno-cellulosic biomass pellets in the US. Energy Convers. Manag. 2013, 66, 153–164. [Google Scholar] [CrossRef]
- García, R.; González-Vázquez, M.; Pevida, C.; Rubiera, F. Pelletization properties of raw and torrefied pine sawdust: Effect of co-pelletization, temperature, moisture content and glycerol addition. Fuel 2018, 215, 290–297. [Google Scholar] [CrossRef]
- Garcia, R.; González-Vázquez, M.; Martín, A.; Pevida, C.; Rubiera, F. Pelletization of torrefied biomass with solid and liquid bio-additives. Renew. Energy 2020, 151, 175–183. [Google Scholar] [CrossRef]
- Peng, J.; Bi, X.T.; Lim, C.J.; Peng, H.; Kim, C.S.; Zuo, H. Sawdust as an effective binder for making torrefied pellets. Appl. Energy 2015, 157, 491–498. [Google Scholar] [CrossRef]
- Espuelas, S.; Marcelino, S.; Echeverría, E.; Castillo, J.D. Seco, A. Low energy spent coffee grounds briquetting with organic binders for biomass fuel manufacturing. Fuel 2020, 278, 118310. [Google Scholar] [CrossRef]
- Plummer, D.; Goulbourne, R.; Dickson, Y. The Experimental Production of Fuel Briquettes from Jamaican Biomass. In Proceedings of the 18th LACCEI International Multi-Conference for Engineering, Education, and Technology, Virtual, 27–30 July 2020. [Google Scholar] [CrossRef]
- Ahn, B.J.; Chang, H.-S.; Lee, S.M.; Choi, D.H.; Cho, S.T.; Han, G.-S.; Yang, I. Effect of binders on the durability of wood pellets fabricated from Larix kaemferi C. and Liriodendron tulipifera L. sawdust. Renew. Energy 2014, 62, 18–23. [Google Scholar] [CrossRef]
Figure 1.
Theoretical tensile strength of agglomerates adapted from [14].
Figure 1.
Theoretical tensile strength of agglomerates adapted from [14].

Figure 2.
(a) Starch molecule; (b) starch granule containing a number of starch molecules.

Figure 3.
Production of lignosulfonate (image by Dobie [58], distributed under a CC-ASA 4.0 license).
Figure 3.
Production of lignosulfonate (image by Dobie [58], distributed under a CC-ASA 4.0 license).

Figure 4.
Glycerol molecule.

Figure 5.
Chemical structures of (a) stearic acid and (b) calcium stearate.

Figure 6.
Sodium silicate molecule, polymer chain represented by dashed lines.

Figure 7.
Parametric comparison study scores from top ten potential binders.


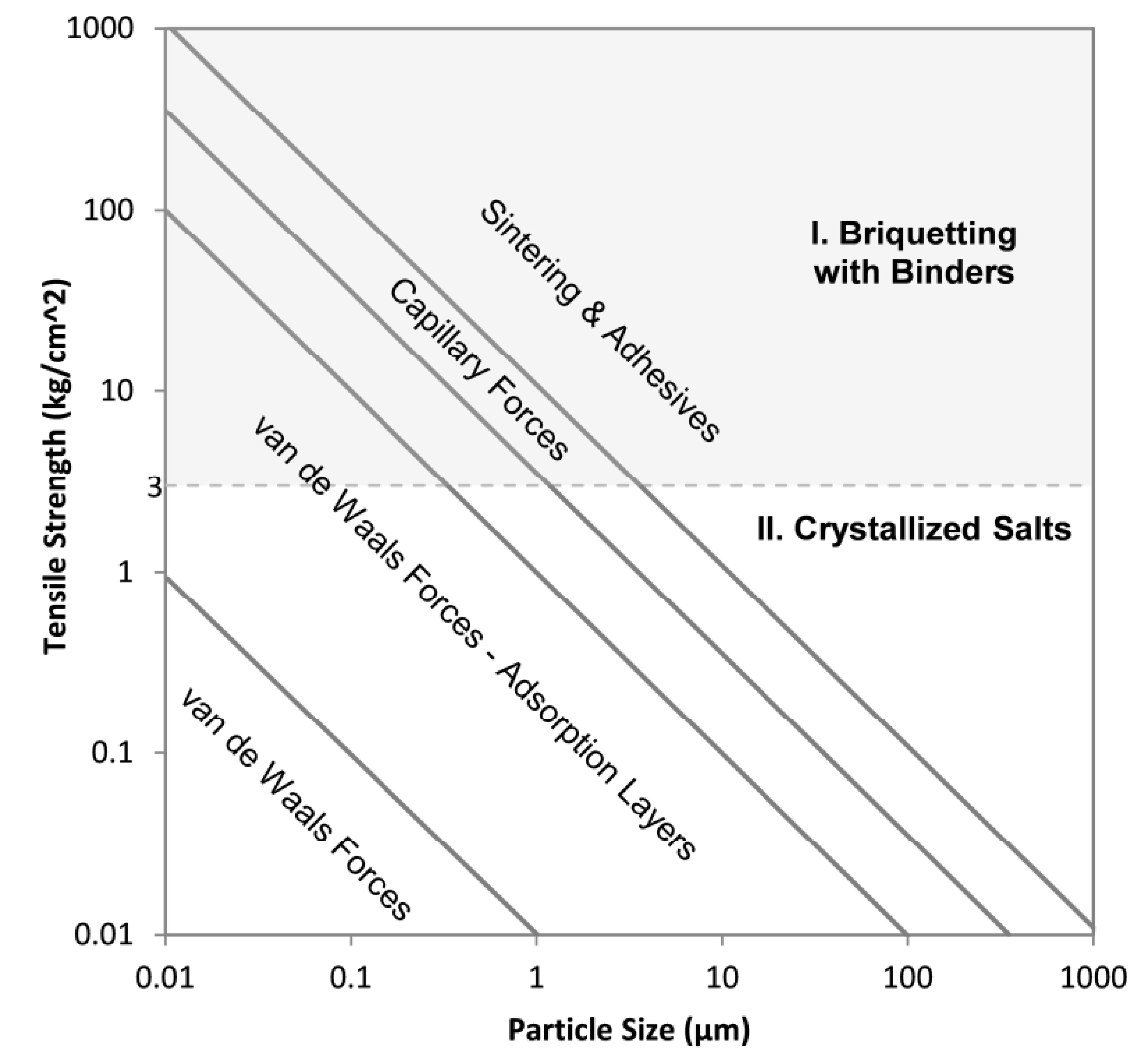{kind=link}
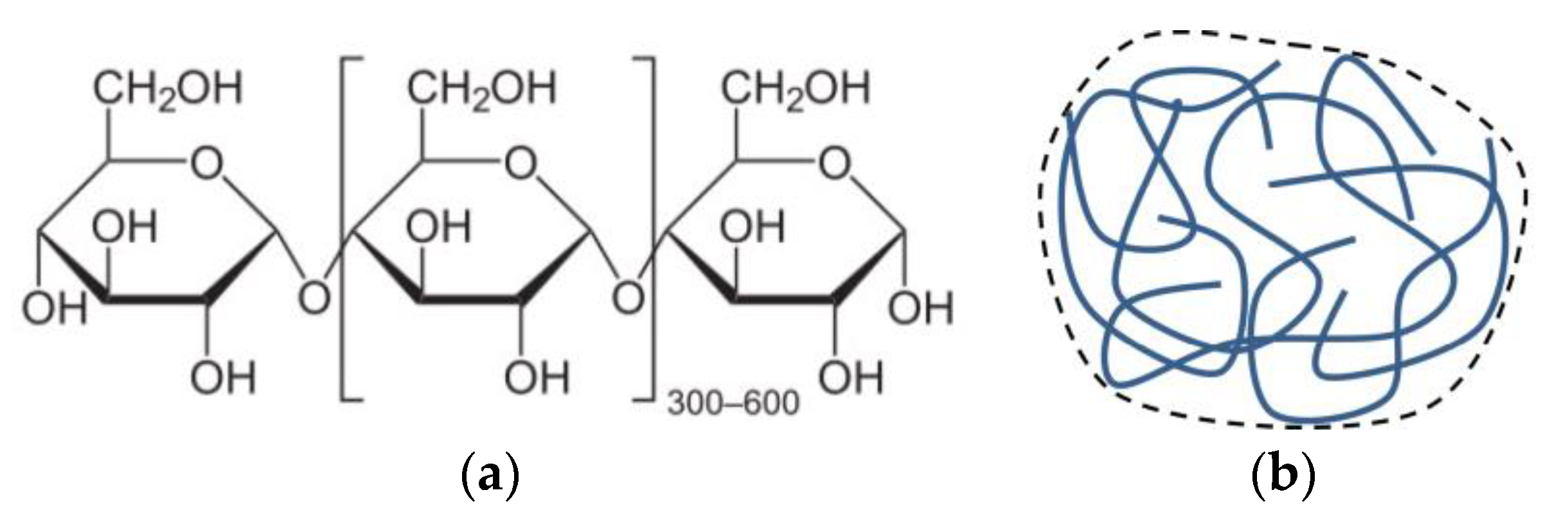{kind=link}
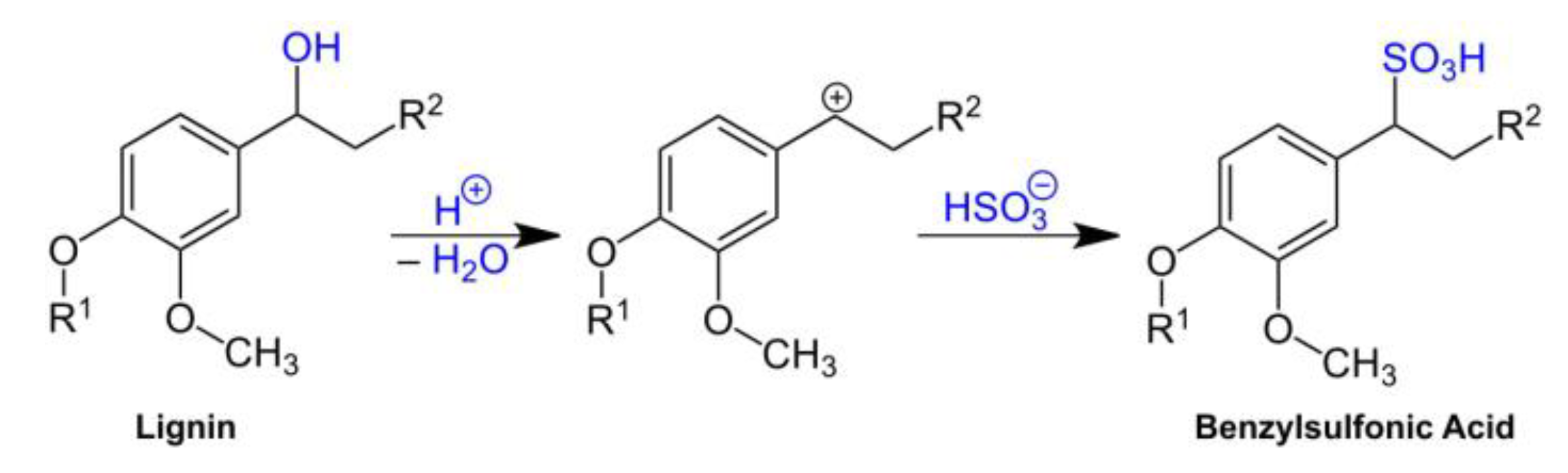{kind=link}
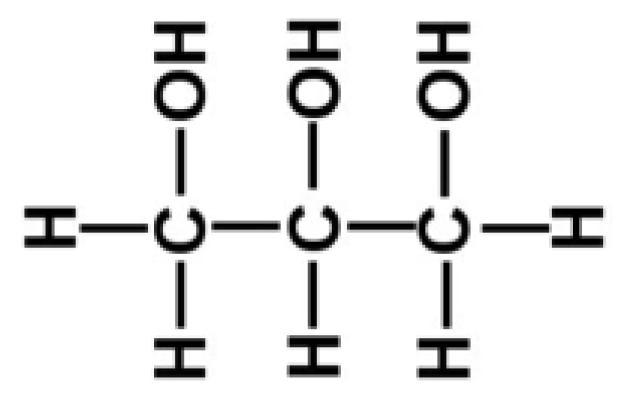{kind=link}
{kind=link}
{kind=link}
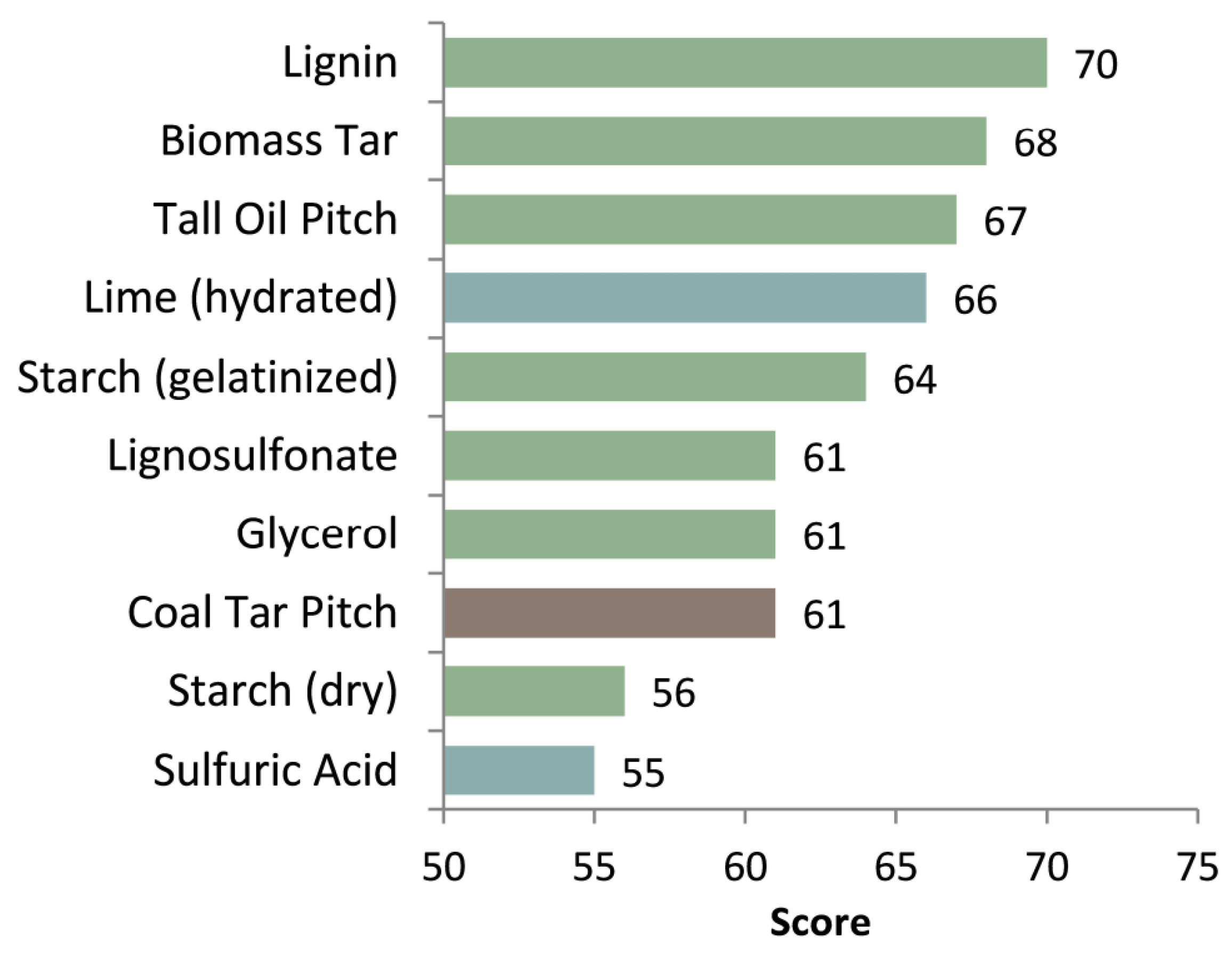{kind=link}
| Binding Forces | Mechanism |
|---|---|
| Solid bridges | Formed between particles due to crystallization of some molecular components, chemical reaction, hardening of binders, and solidification of melted components and are mainly formed after the cooling of pellets. |
| Attraction forces | Formed within solid particles of pellets. They are short-range attracting forces; such forces are molecular, hydrogen, electrostatic, and magnetic forces. Attraction forces must take place via chemical bonding between primary biopolymers. Temperature plays a significant role in this process. |
| Mechanical interlocking bonds | Bonding together of fibers and particles during compression. They play a limited or no role in the total strength of biomass due to the absence of atomic forces. The strength of the mechanical interlocking effect depends on the binder material, its concentration, and the amount of compression applied during pellet production. |
| Adhesion and cohesion forces | High-viscosity binders which adhere to the solid particles surfaces to produce strong bonds very similar to solid bridges in the bonding mechanism. |
| Interfacial forces and capillary pressure | Free moisture between particles in a wet agglomeration process causes bond-cohesive forces generated from interfacial tension at the liquid–gas interface. Interfacial forces and capillary pressure bonds generated during agglomeration disappear immediately; the free moisture evaporates, and possibly, some other binding mechanisms may take over. |
Table 2.
Glass transition temperatures of raw and modified lignin and hemicellulose.
| Tg (°C) | Reference | |
|---|---|---|
| Lignin (dry) | 200–220 | [30,31] |
| Lignin (wet, hardboard) | 115 | [31] |
| Lignin (saturated, pine) | 58–75 | [32] |
| Hemicellulose (dry) | 200 | [30] |
| Hemicellulose (10% moisture) | 12 | [30] |
| Kraft lignin | 97 | [33] |
| Alkaline lignin | 60–90 | [34] |
| Hydrolysis lignin | 70–83 | [33] |
| Lignosulphonate | 99 | [33] |
Table 3.
Source, cost, and properties of binders analyzed in this study.
| Binder | Source | Binding Type | Price (CAD/tonne) | Conc. (wt%) | Added Cost (CAD/tonne) | HHV (MJ/kg) | Solubility * (g/100 mL) | Contaminants | |
|---|---|---|---|---|---|---|---|---|---|
| Organic Binders | Starch (dry) | Food crops | Matrix/Film | $200–300 | 0.25–2 | $3.25 | 16–18 | Soluble when heated | None |
| Starch (gelatinized) | Food crops | Matrix/Film | $500–1500 | 0.25–2 | $26.45 | 12–16 | Partially insoluble | None | |
| Fiber (soluble) | Food crops | Matrix | $330 | 1–5 | $9.90 | 8–10 | Miscible/Absorbs | None | |
| Protein | Plant and animal products | Matrix | $2000–4000 | 0.5–2 | $45.00 | 12–16 | 0–0.7 | None | |
| Molasses | Sugar production | Film | $180–250 | 2–5 | $41.10 | 7–10 | ≈200 | Possible high sulfur | |
| Glycerol | Bio-diesel production | Plasticizer | $18 | 1–5 | $0.50 | 19 | Miscible | Potassium or sodium | |
| Calcium Stearate | Plant and animal fats/oils | Plasticizer | $500–2000 | 0.5–2 ** | $21.25 | 40 | 0.004 | Calcium | |
| CMC | Pulp and Paper Product | Film | $2000–4000 | 0.5–2 ** | $45.00 | 12–16 | Miscible | Sodium | |
| Lignin | Pulp and paper/bio-ethanol | Matrix | $500–1500 | 2–12 | $77.50 | 26 | Insoluble | Possible Sulfur (2–3%) | |
| Lignosulfonate | Pulp and paper by-product | Film | $100–750 | 1–3 | $11.75 | 17 | Insoluble | Sulphur (7–10%) and Ca or Na | |
| Biomass Tar | Torrefaction/Pyrolysis | Film | Not Available | 2–20 | -- | 16–21 | Insoluble | None | |
| Tall Oil Pitch | Pulp and paper by-product | Matrix/Plasticizer | $450 | 5–20 | $56.25 | 36 | Insoluble | None | |
| Petrochemical | Coal Tar Pitch | High-temp. coal by-product | Matrix | $350–600 | 5–6 | $13.85 | 60 | Insoluble | High sulfur |
| Asphalt (Bitumen) | Oil refining | Matrix | $400–800 | 44,965 | $36.00 | 24 | Insoluble | High Sulfur | |
| Inorganic Binders | Caustic Soda | Electrochemical Process | Chemical | $230–500 | 0.5–2 | $5.60 | 0 | Soluble | N/A |
| Lime | Mined limestone | Chemical | $75–300 | 0.5–2 | $3.20 | 0 | Reacts | N/A | |
| Bentonite | Mined clay | Film | $90–450 | 1–5 | $11.70 | 0 | Absorbs | N/A | |
| Sulphuric Acid | Chemical processes | Chemical | $20–200 | 0.5–2 ** | $2.00 | 0 | Soluble | N/A | |
| Sodium Silicate | Sand and caustic soda | Film/Plasticizer | $200–500 | 0.5–2 ** | $5.50 | 0 | Soluble | N/A | |
| Calcium Chloride | Limestone/Solvay | Chemical | $500–3000 | 0.5–2 ** | $31.25 | 0 | Soluble | N/A | |
* Solubility in water; ** No data available, concentrations assumed.
Table 4.
Parameters and weighting used for binder comparison.
| Parameter | Weighting |
|---|---|
| Durability | 5 |
| Hydrophobicity | 5 |
| Cost | 4 |
| Contaminants | 3 |
| Heating value | 2 |
| Toxicity (human health and safety) | 2 |
| Toxicity (environmental) | 1 |
| Availability | 1 |
| Ash | 1 |
| Food source | 1 |
Table 5.
Scoring methodology for quantitative parameters.
| Score | Heating Value (HHV) | Toxicity/H&S (WHMIS Rating) | Availability (Suppliers) | Pellet Ash Increase (wt%) | Cost (USD/ton) | |
|---|---|---|---|---|---|---|
| 4 | Very Good | >25 MJ/kg | 0 | Many North America | <0.1% | <$2 |
| 3 | Good | >15 MJ/kg | 1 | Many international | <0.5% | <$5 |
| 2 | Acceptable | >10 MJ/kg | 2 | Dozens | <1% | <$10 |
| 1 | Poor | >5 MJ/kg | 3 | Few | <2% | <$20 |
| 0 | Very Poor | <5 MJ/kg | 4 | None yet | >2% | >$20 |
Table 6.
Parametric scoring matrix of selected binders.
| Durability | Hydrophobicity | Heating Value | Toxicity/H&S | Toxicity/Environmental | Availability | Contaminates | Ash | Cost | Food Source | Overall Score | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Organic Binders | Lignin | 4 | 4 | 3 | 3 | 3 | 1 | 2 | 4 | 0 | 4 | 70 |
| Biomass Tar | 4 | 3 | 2 | 2 | 1 | 0 | 4 | 4 | 1 † | 4 | 68 | |
| Tall Oil Pitch | 2 * | 4 | 4 | 3 | 3 | 3 | 3 | 4 | 0 | 4 | 67 | |
| Starch (gelatinized) | 4 | 2 | 2 | 3 | 4 | 4 | 4 | 4 | 0 | 0 | 64 | |
| Lignosulfonate | 3 | 4 | 2 | 2 | 3 | 3 | 0 | 4 | 1 | 4 | 61 | |
| Glycerol | 3 | 0 | 2 | 3 | 4 | 3 | 2 | 3 | 4 | 4 | 61 | |
| Starch (dry) | 2 | 0 | 2 | 3 | 4 | 4 | 4 | 4 | 3 | 0 | 56 | |
| Protein | 2 | 3 | 2 | 3 | 4 | 1 | 4 | 1 | 0 | 0 | 53 | |
| Calcium Stearate | 2 * | 3 | 4 | 2 | 3 | 4 | 1 | 4 | 0 | 3 | 54 | |
| Fiber (soluble) | 2 | 0 | 1 | 3 | 4 | 1 | 4 | 4 | 2 | 0 | 47 | |
| Molasses | 3 | 0 | 1 | 4 | 4 | 1 | 2 | 4 | 0 | 2 | 42 | |
| CMC | 4 | 0 | 2 | 2 | 3 | 1 | 2 | 3 | 0 | 4 | 45 | |
| Coal Tar Pitch | 4 | 4 | 4 | 0 | 0 | 2 | 0 | 3 | 1 | 4 | 61 | |
| Asphalt | 3 | 4 | 3 | 2 | 2 | 1 | 0 | 2 | 0 | 4 | 54 | |
| Inorganic Binders | Lime (hydrated) | 4 | 3 | 0 | 1 | 2 | 4 | 2 | 1 | 3 | 4 | 66 |
| Sulfuric Acid | 2 * | 4 | 0 | 1 | 0 | 4 | 0 | 3 | 3 | 4 | 55 | |
| Bentonite | 3 | 2 | 0 | 2 | 3 | 4 | 2 | 0 | 1 | 4 | 50 | |
| Sodium Silicate | 3 * | 3 | 0 | 1 | 1 | 4 | 0 | 1 | 2 | 4 | 50 | |
| Calcium Chloride | 2 * | 2 | 0 | 2 | 0 | 4 | 0 | 1 | 0 | 4 | 33 | |
| Caustic Soda | 2 * | 1 | 0 | 1 | 2 | 4 | 0 | 2 | 2 | 4 | 37 |
* Binding ability remains uncertain; further experimental studies are required. † Cost is uncertain as there are no commercial producers.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Butler, J.W.; Skrivan, W.; Lotfi, S. Identification of Optimal Binders for Torrefied Biomass Pellets. Energies 2023, 16, 3390. https://doi.org/10.3390/en16083390
AMA Style
Butler JW, Skrivan W, Lotfi S. Identification of Optimal Binders for Torrefied Biomass Pellets. Energies. 2023; 16(8):3390. https://doi.org/10.3390/en16083390
Chicago/Turabian StyleButler, James W., William Skrivan, and Samira Lotfi. 2023. "Identification of Optimal Binders for Torrefied Biomass Pellets" Energies 16, no. 8: 3390. https://doi.org/10.3390/en16083390
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.