
Study of the Heat Exchange and Relaxation Conditions of Residual Stresses Due to Welding of Austenitic Stainless Steel

 , and
, and
Abstract
:1. Introduction
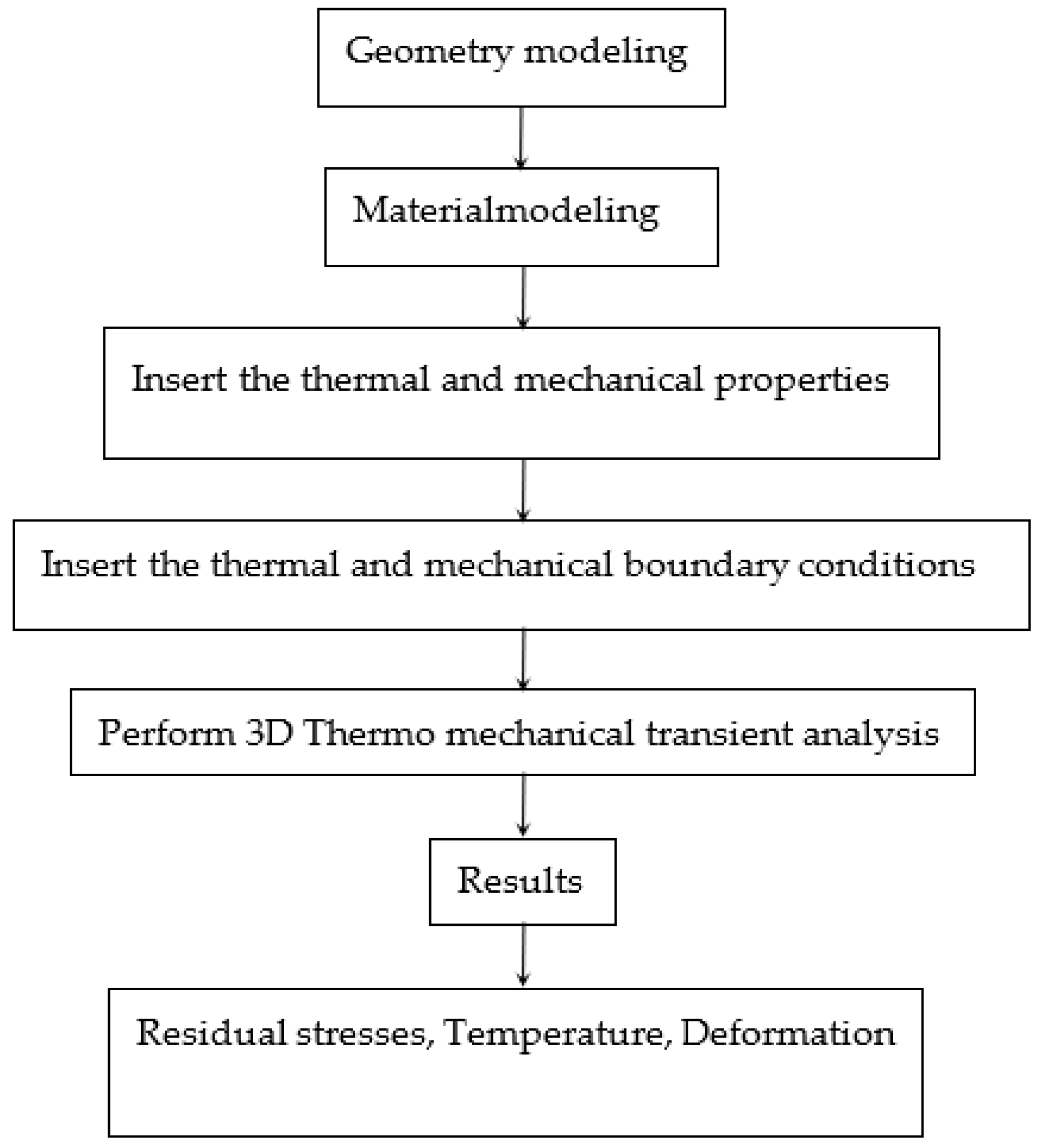
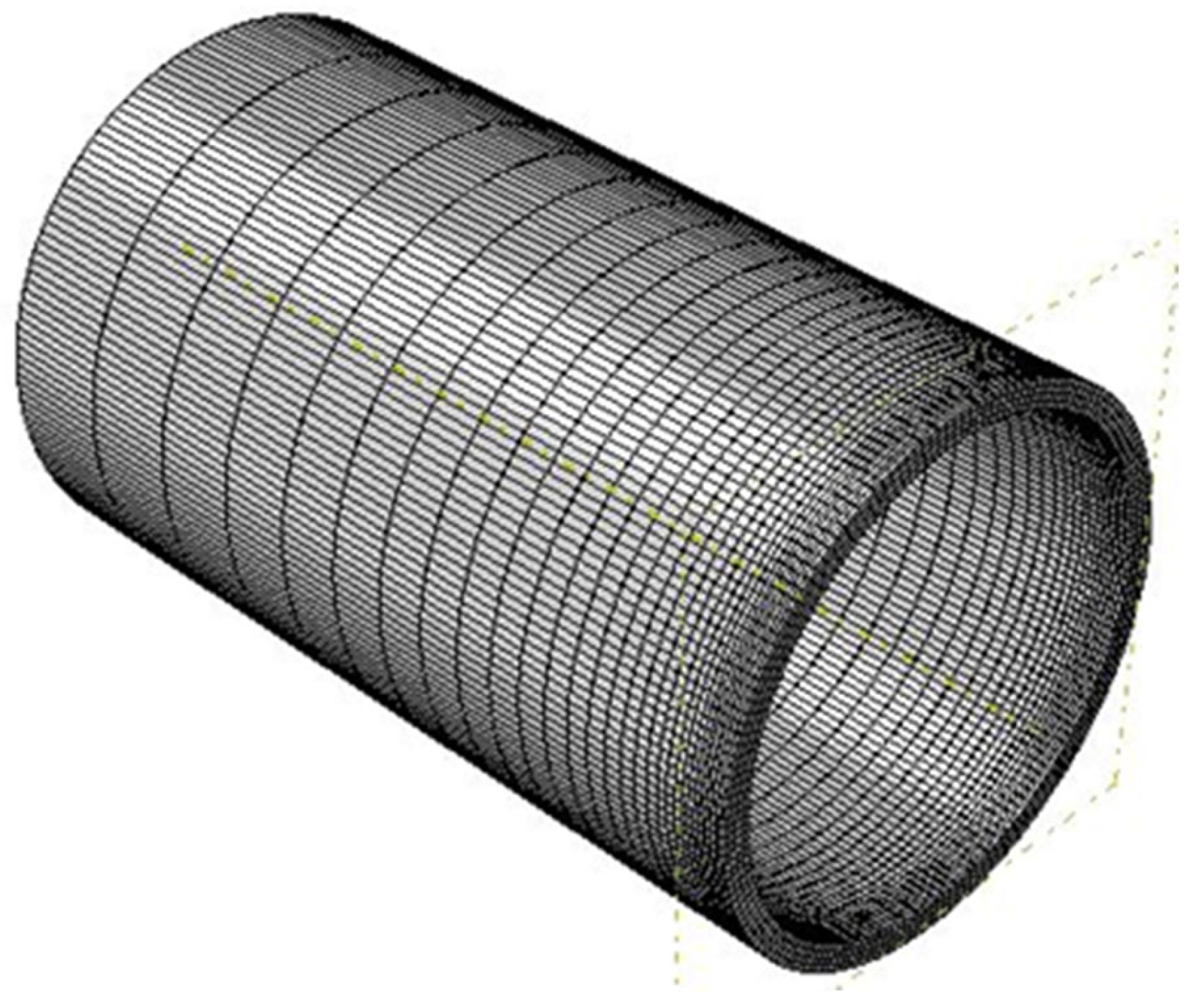
2. Materials and Methods
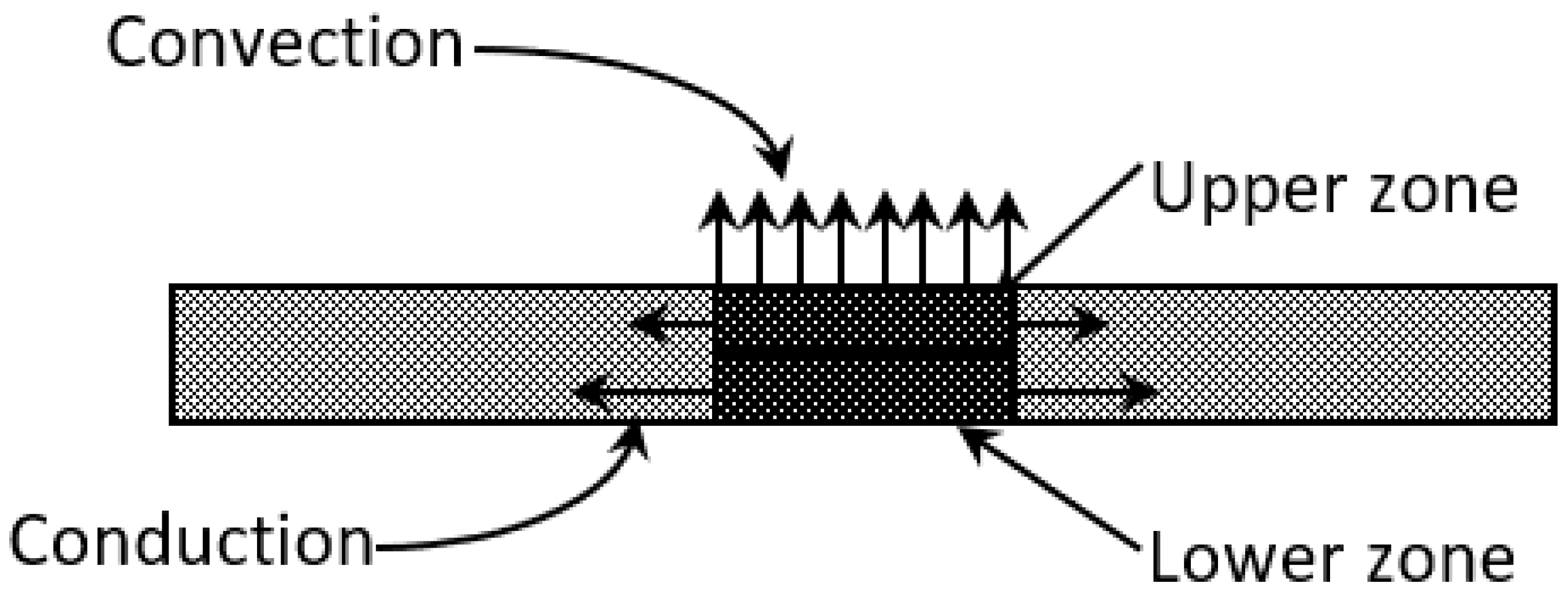
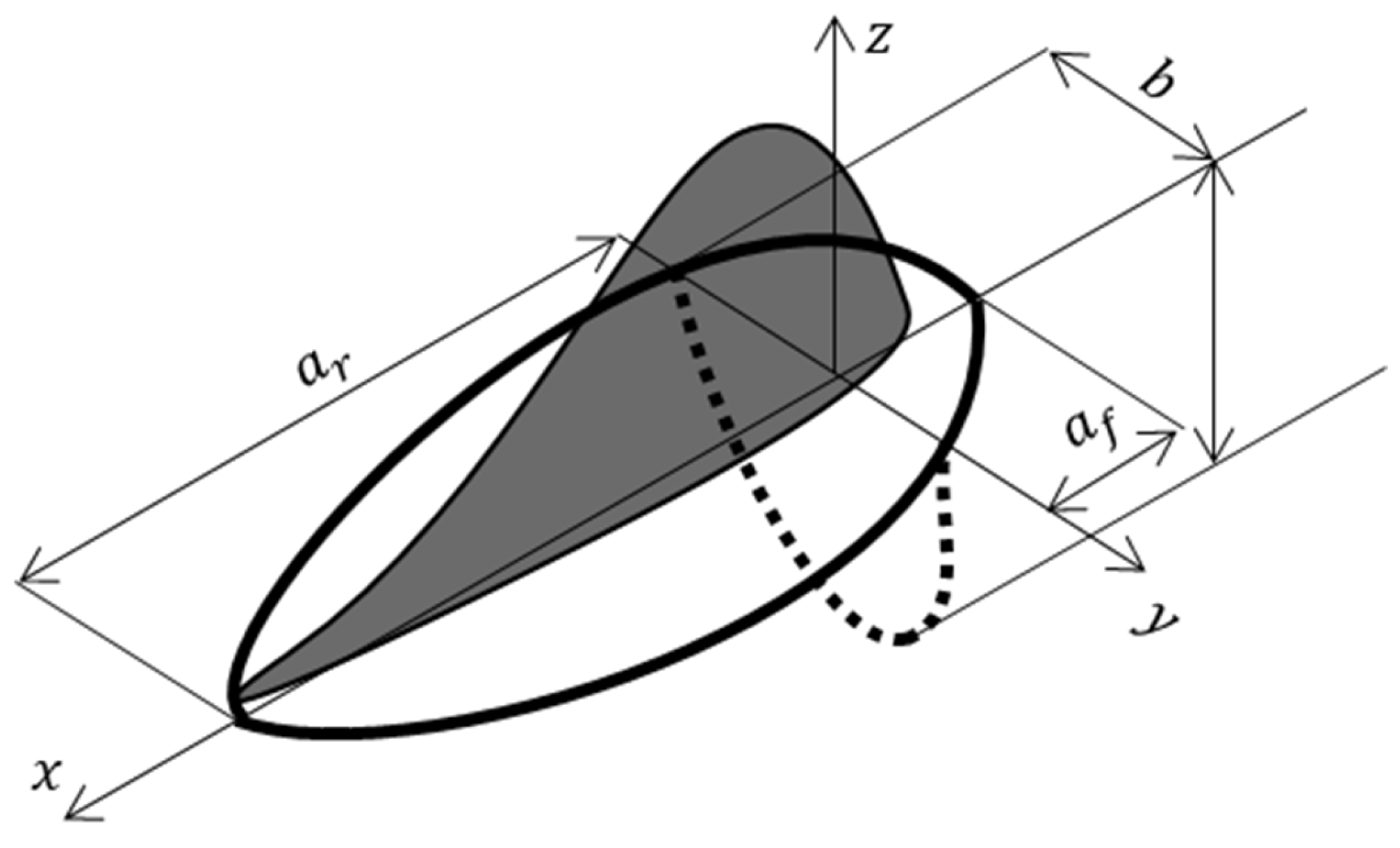
3. Theoretical Background
4. Discussion
4.1. Analysis of Residual Stress Distribution
- (a)
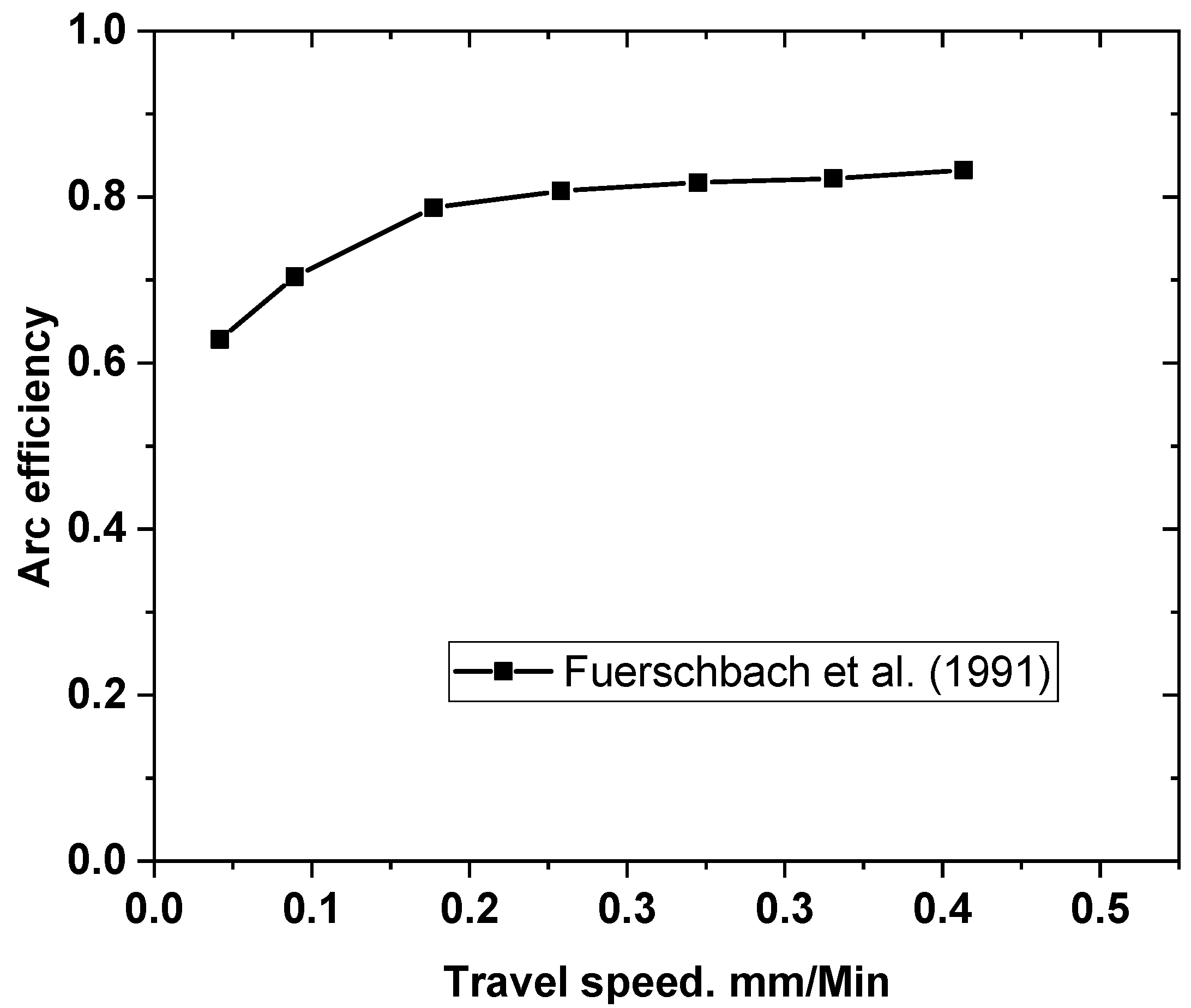
- Effect of welding speed on residual stress
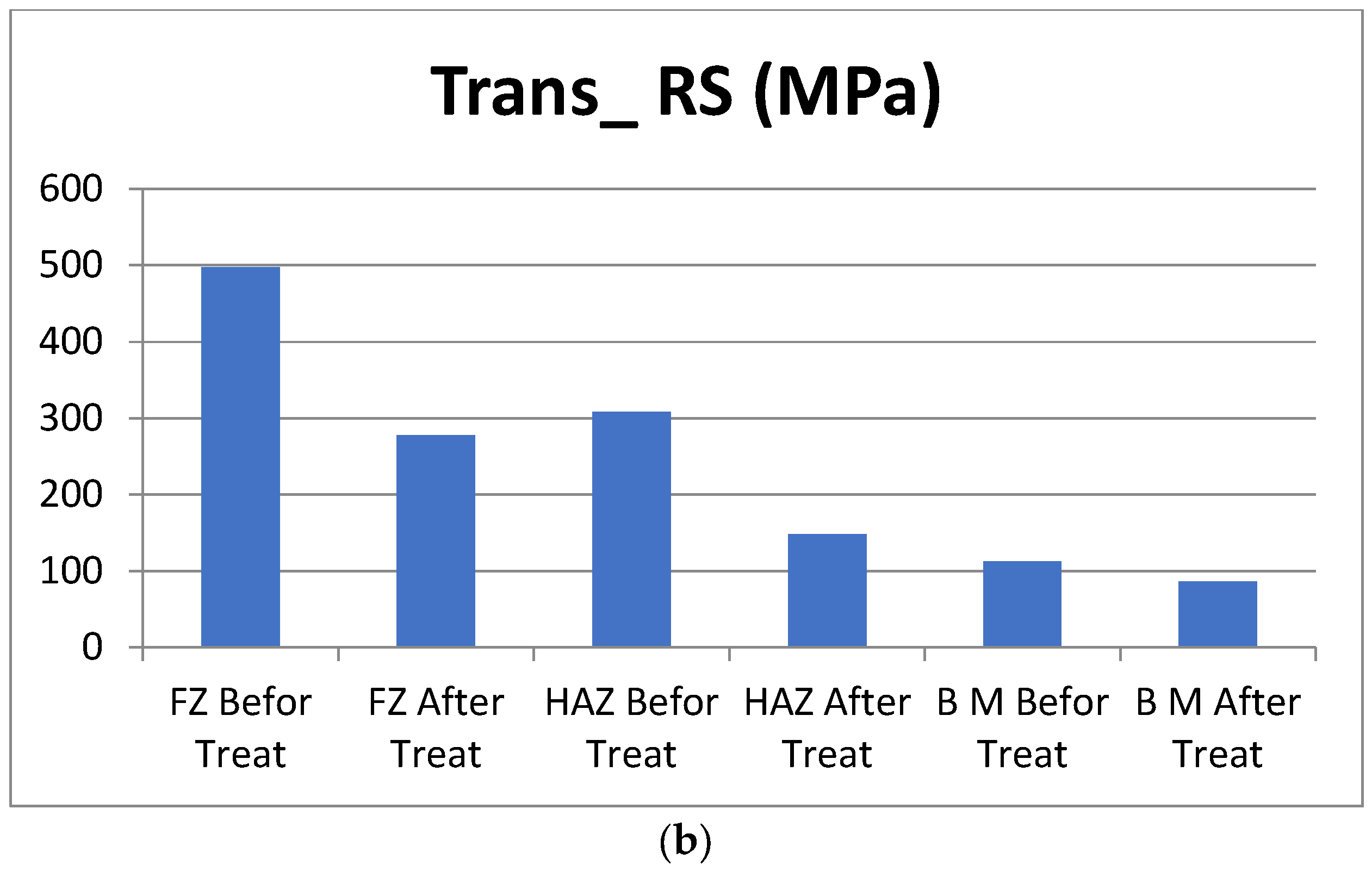
- (b)
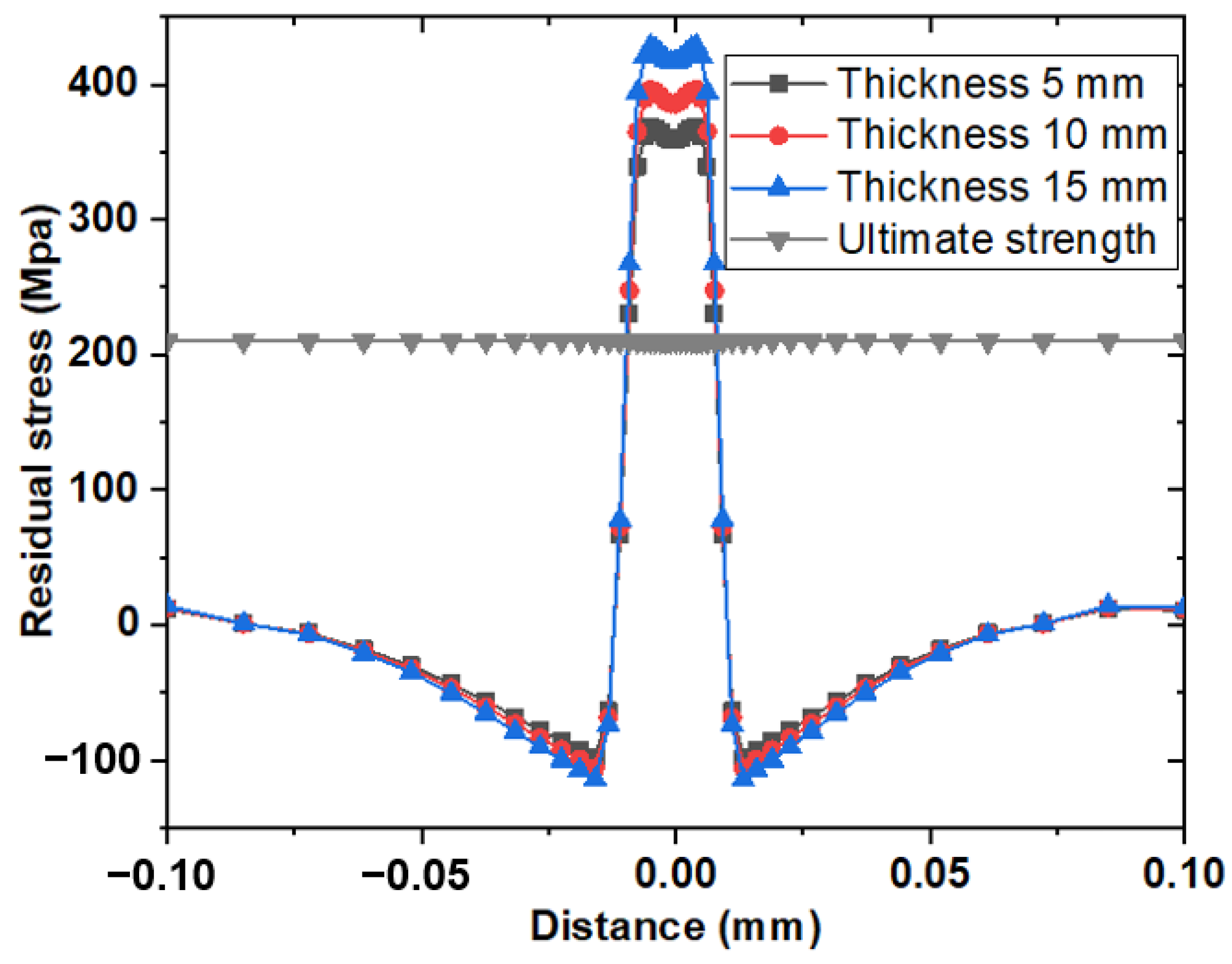
- Effect of thickness on residual stress
4.2. Metallurgical Transformation
- (a)
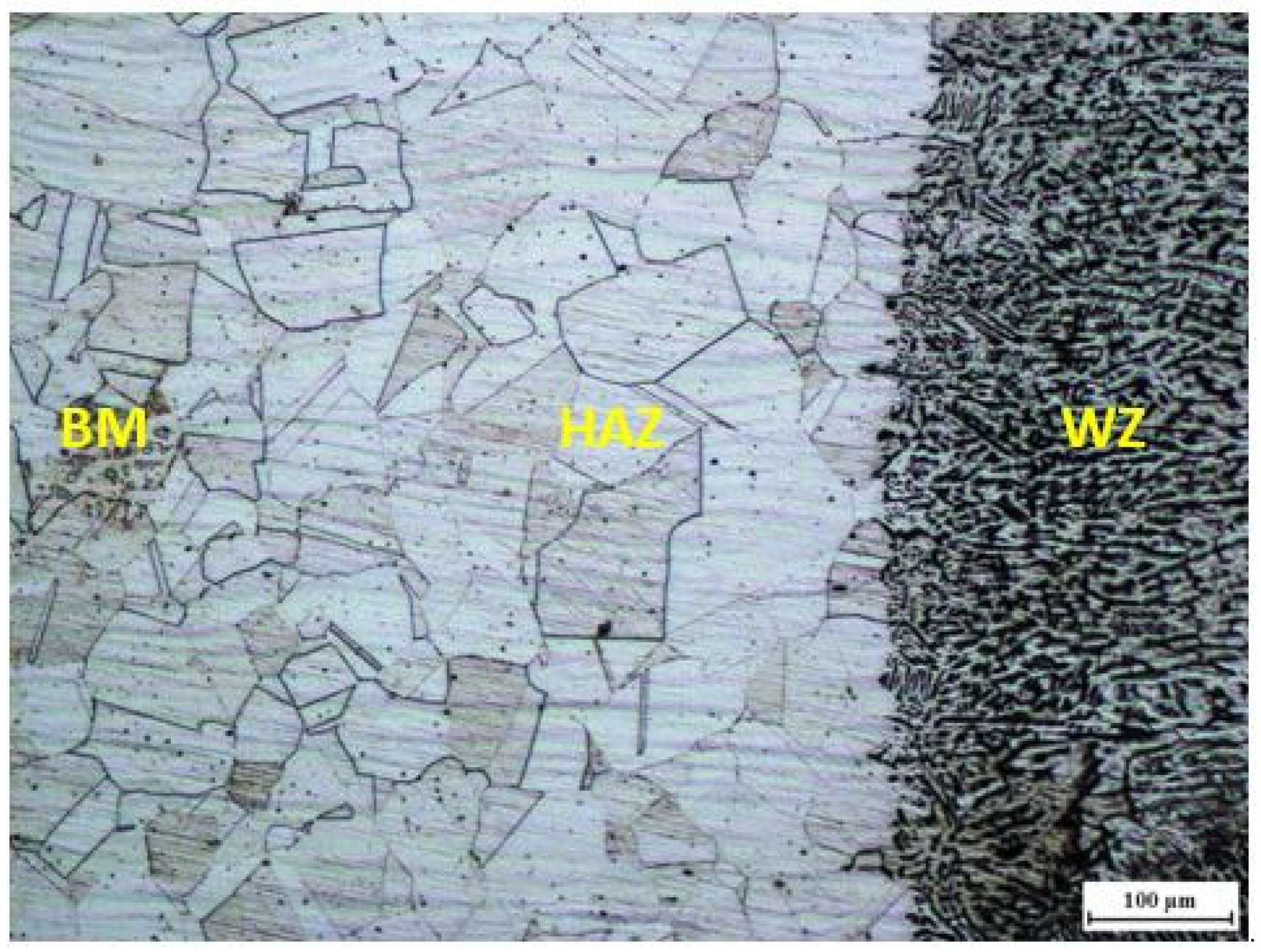
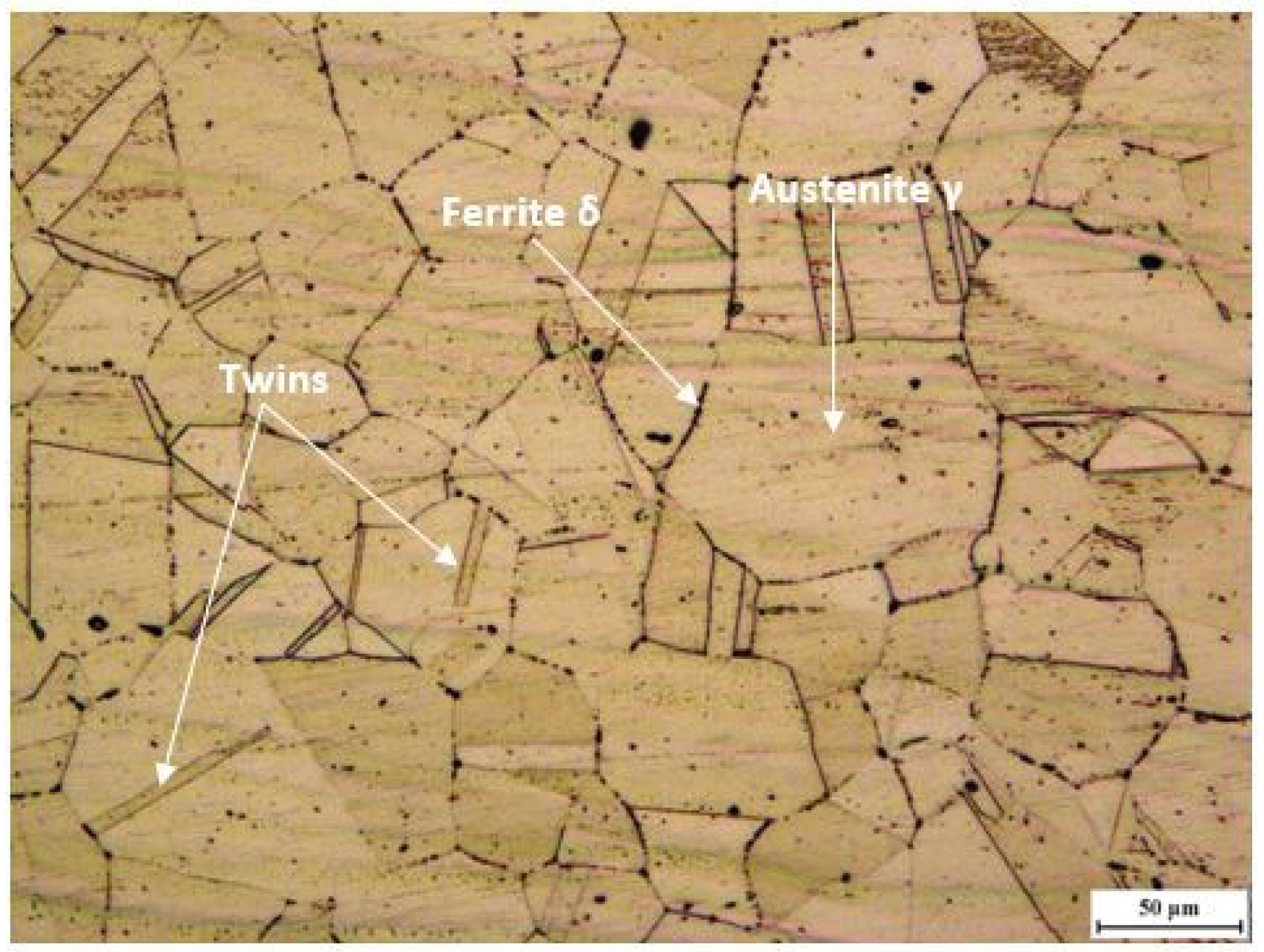
- Analysis metallographic
- (b)
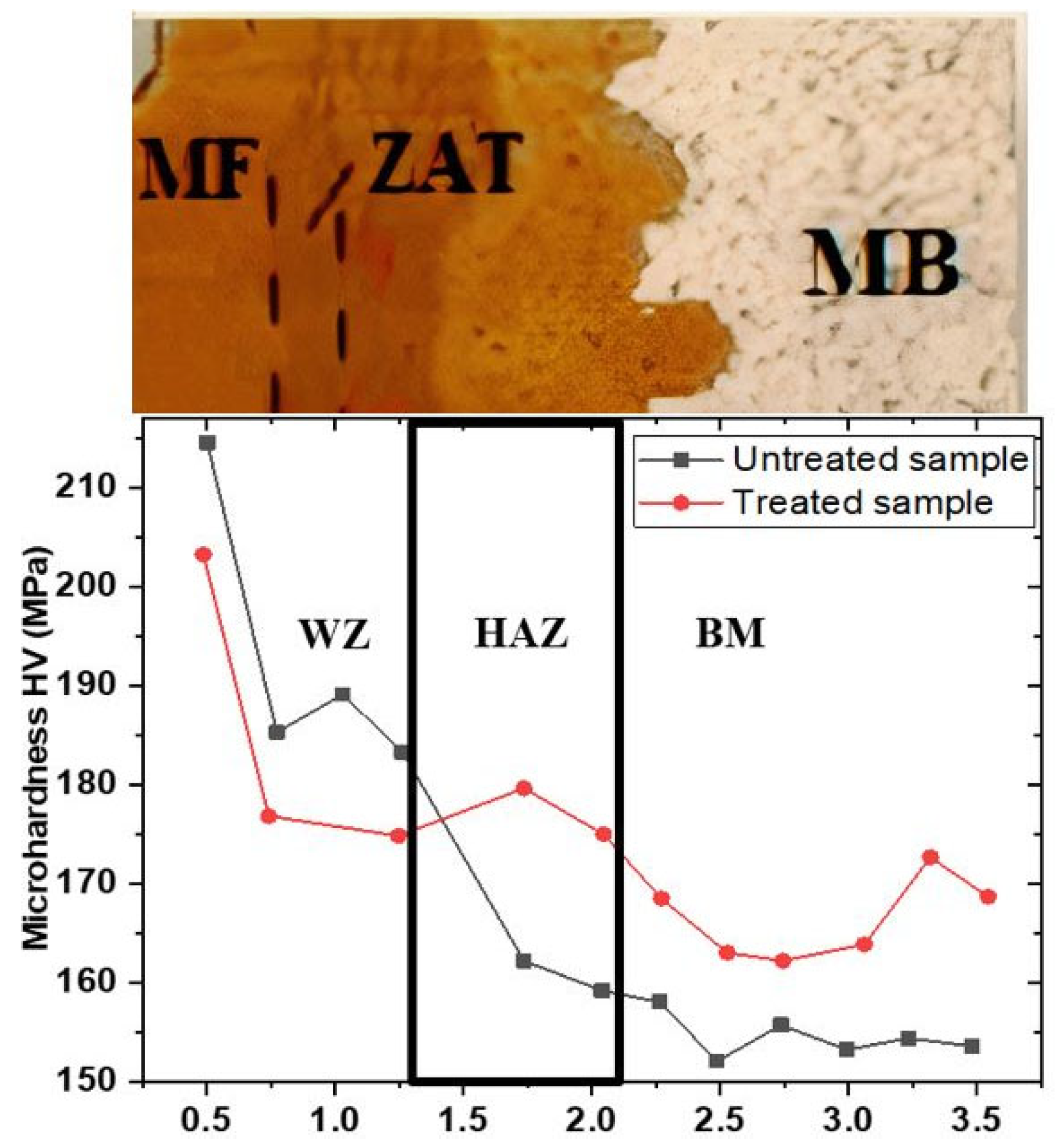
- Analysis by HV microhardness test
- (c)
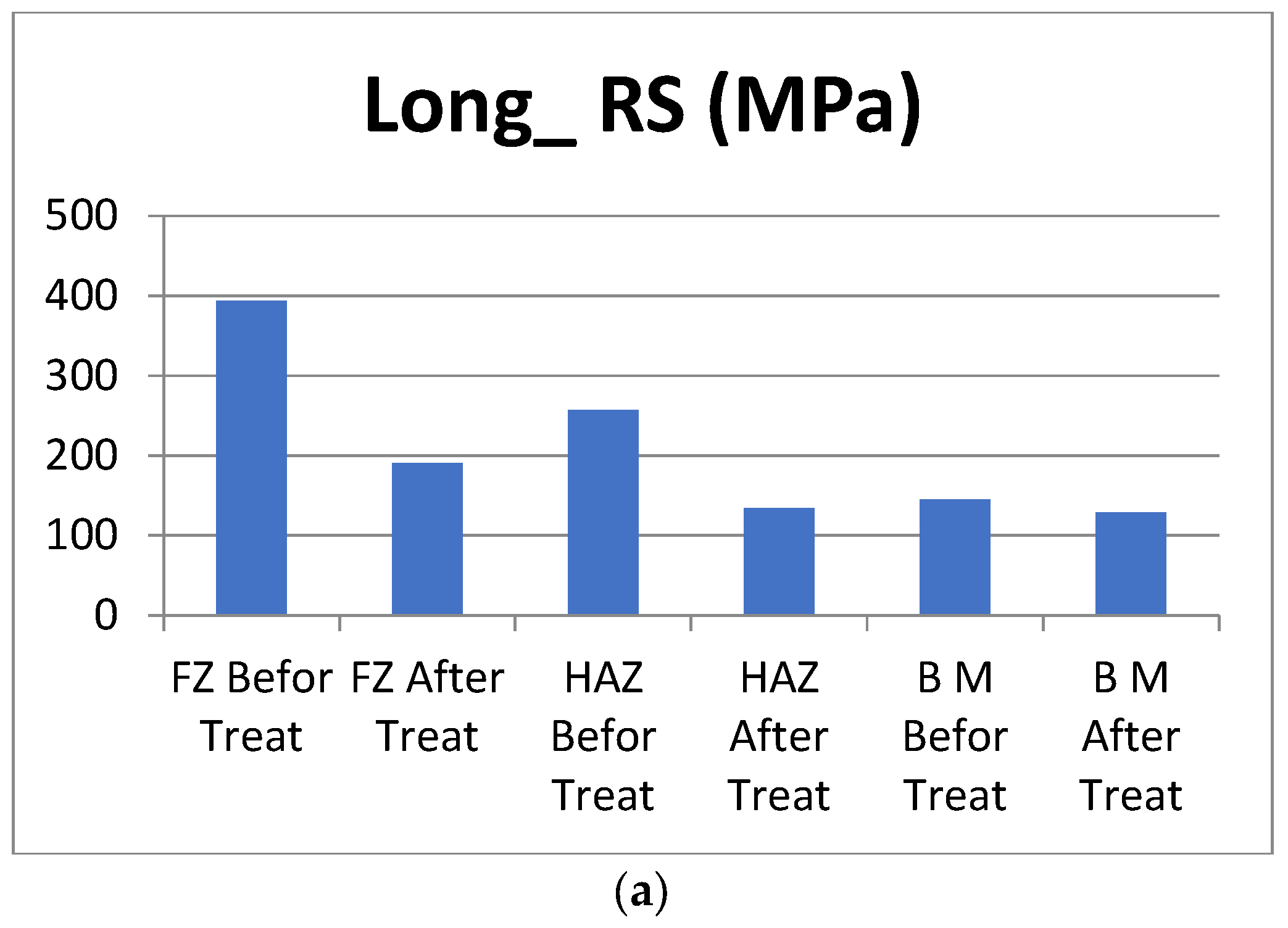
- Residual stresses Distribution in the longitudinal and transverse direction of the weld
5. Conclusions
- -
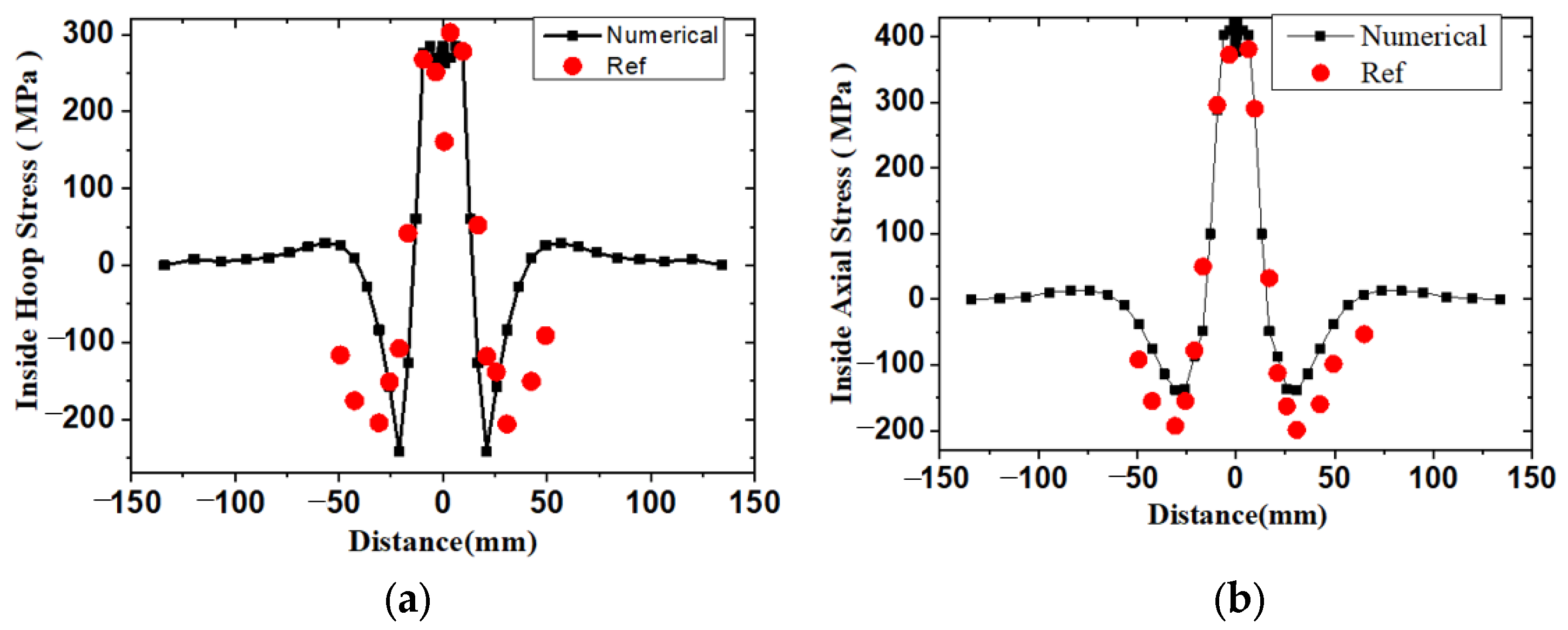
- The results obtained for the RS distribution using the finite element model are in agreement with those provided by the reference [33] (experimental values).
- -
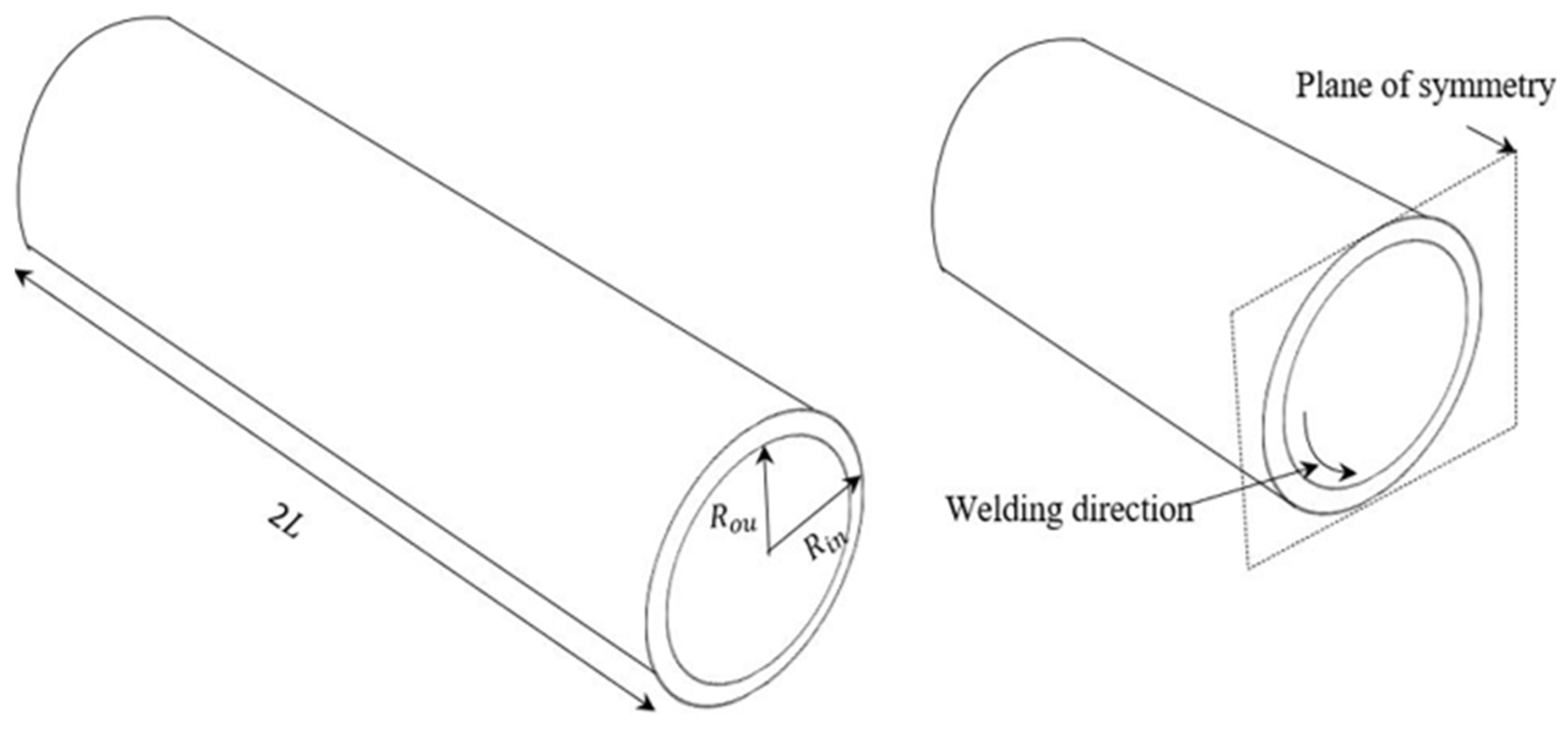
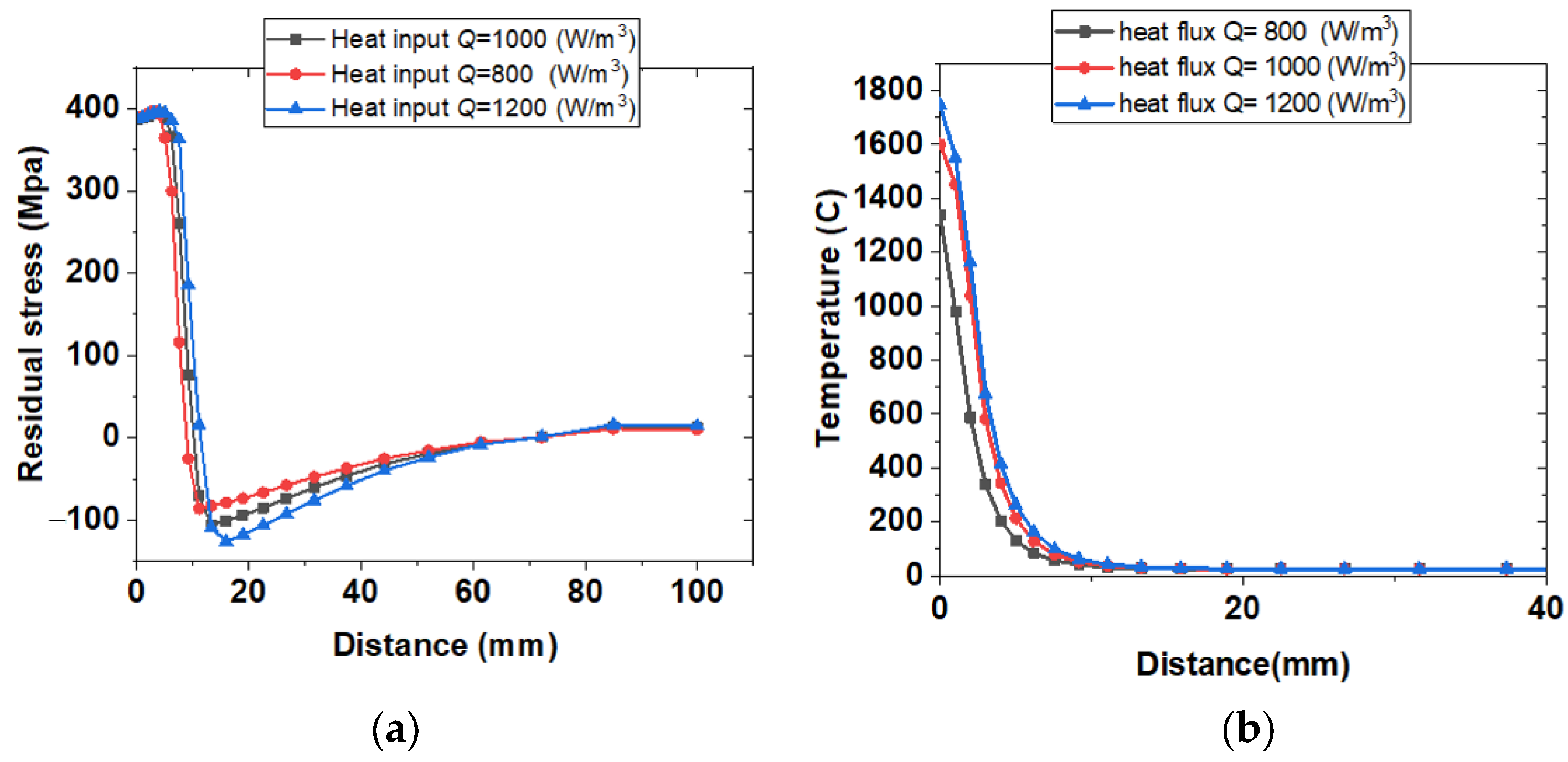
- According to the results simulated by the 3-D model and based on the reference data, the temperature distribution around the heat source is constant while the welding torch goes around the stainless-steel pipe.
- -
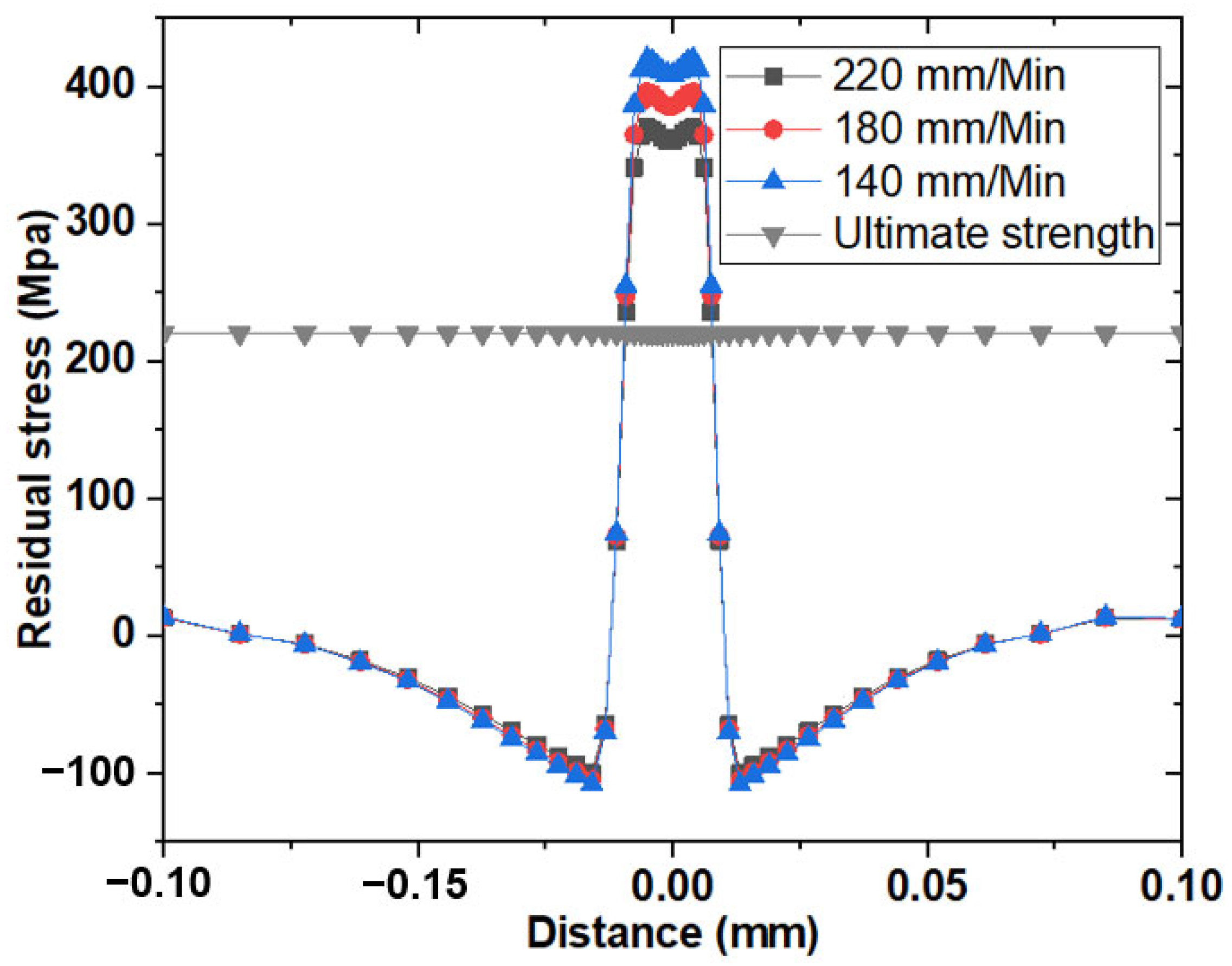
- The welding RS peak values are located within the HAZ of the weld metal, which explains the appearance of a fracture in that zone when the mechanical parts are put into operation.
- -
- The increase in the welding speed reduces the intensity of the RS and its decrease leads to the growth of the latter. Perfect welding depends on an optimal speed, which ensures a good bond associated with moderate RS.
- -
- The effect of the thickness in the assembly by welding is important, and the increase in the amplitude of the RS increases with the thickness of the bead, according to the elastic limit of the material.
- -
- The heat input during the welding process decreases, which leads to a decrease in the size of delta ferrites, dendrite length, and inter-dendrite spacing content in the microstructure of the weld metal. This would consequently induce a decrease in the RS value.
- -
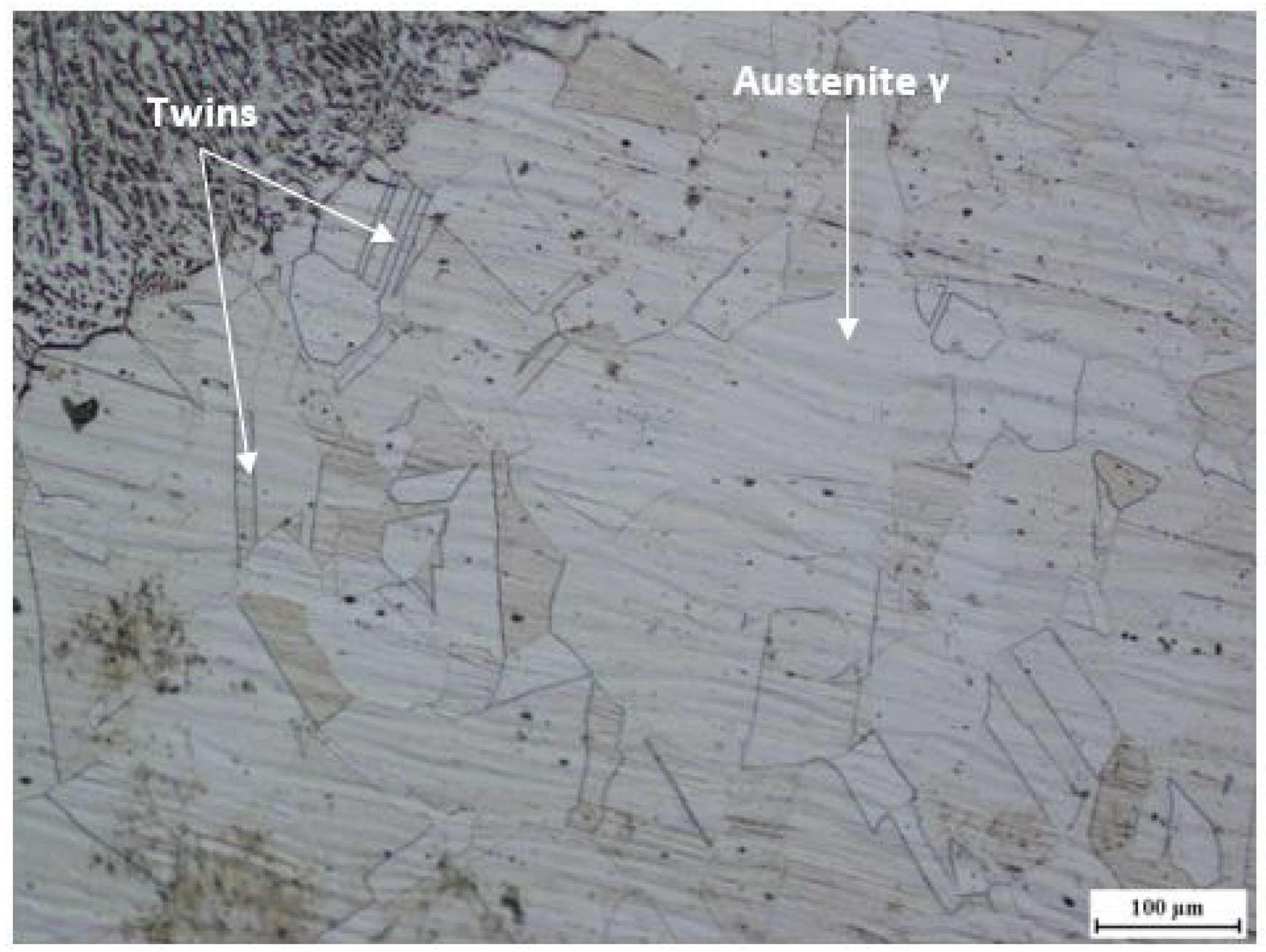
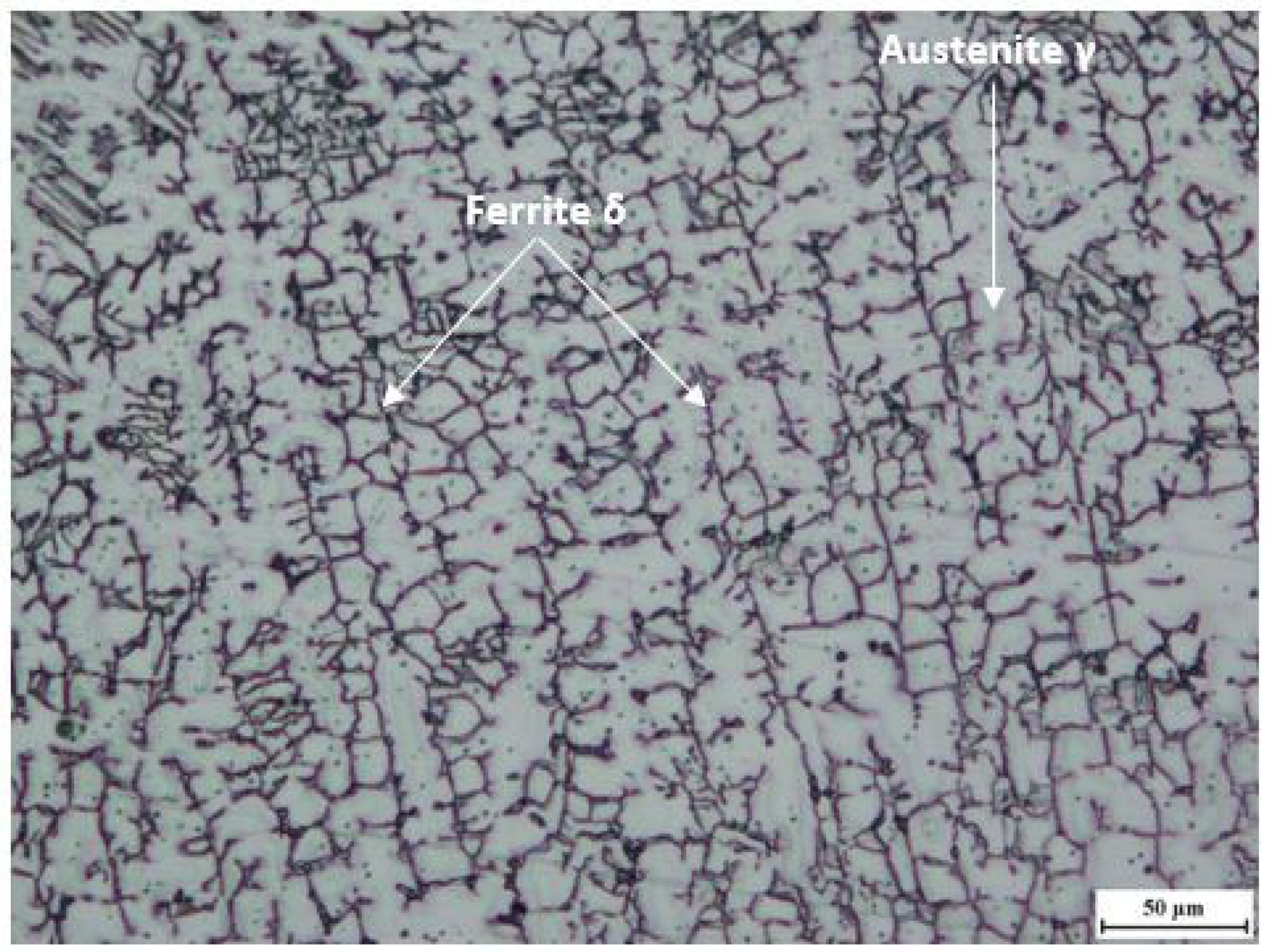
- According to micrographic analysis, the BM microstructure of stainless-steel consists of equiaxed austenite grains of various sizes, limited by grain boundaries. Moreover, twin crystals can be observed in the austenitic matrix (γ) in addition to small amounts of delta ferrite (δ) in the grain boundaries with no carbide precipitate. In the zone HAZ, an increase in austenite grain size when getting closer to the FZ is noted—for the structure of the weld metal is very fine in comparison with the BM structure. In fact, it has a dendritic solidification aspect; it involves two phases: the austenitic γ-phase and the δ-ferrite phase. It is characterized by a vermicular morphology.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yuan, X.; Zhang, J.; Lian, Y.; Du, C.; Xu, W.; Zhao, Y.; Mo, J. Research progress of residual stress determination in magnesium alloys. J. Magnes. Alloy. 2018, 6, 238–244. [Google Scholar] [CrossRef]
- Hu, D.; Grilli, N.; Wang, L.; Yang, M.; Yan, W. Microscale residual stresses in additively manufactured stainless steel: Computational simulation. J. Mech. Phys. Solids 2022, 161, 104822. [Google Scholar] [CrossRef]
- Chiocca, A.; Frendo, F.; Aiello, F.; Bertini, L. Influence of residual stresses on the fatigue life of welded joints. Numerical simulation and experimental tests. Int. J. Fatigue 2022, 162, 106901. [Google Scholar] [CrossRef]
- Hachi, B.K.; Belkacémi, Y.; Rechak, S.; Haboussi, M.; Taghite, M. Fatigue growth prediction of elliptical cracks in welded joint structure: Hybrid and energy density approach. Theor. Appl. Fract. Mech. 2010, 54, 11–18. [Google Scholar] [CrossRef]
- Djeloud, H.; Moussaoui, M.; Kellai, A.; Hachi, D.; Berto, F.; Bouchouicha, B.; Hachi, B.E. Investigation fatigue crack initiation and propagation cruciform welded joints by extended finite element method (XFEM) and implementation SED approach. Frat. Integrità Strutt. 2022, 16, 346–362. [Google Scholar] [CrossRef]
- Zhang, Z.; Jing, H.; Xu, L.; Han, Y.; Zhao, L.; Zhang, J. Influence of microstructure and elemental partitioning on pitting corrosion resistance of duplex stainless steel welding joints. Appl. Surf. Sci. 2017, 394, 297–314. [Google Scholar] [CrossRef]
- Maekawa, A.; Kawahara, A.; Serizawa, H.; Murakawa, H. Fast three-dimensional multipass welding simulation using an iterative substructure method. J. Mater. Process. Technol. 2015, 215, 30–41. [Google Scholar] [CrossRef]
- Prime, M.B.; Hill, M.R.; DeWald, A.T.; Sebring, R.J.; Dave, V.R.; Cola, M.J. Residual Stress Mapping in Welds Using the Contour Method. In Proceedings of the 6th International Conference Trends in Welding Research, Pine Mountain, GA, USA, 15–19 April 2002; pp. 891–896. [Google Scholar] [CrossRef]
- Shi, L.; Price, A.H.; Hung, W.N. Use of Contour Method for Welding Residual Stress Assessment. Procedia Manuf. 2018, 26, 276–285. [Google Scholar] [CrossRef]
- De Filippis, L.A.C.; Serio, L.M.; Facchini, F.; Mummolo, G.; Ludovico, A.D. Prediction of the Vickers Microhardness and Ultimate Tensile Strength of AA5754 H111 Friction Stir Welding Butt Joints Using Artificial Neural Network. Materials 2016, 9, 915. [Google Scholar] [CrossRef] [Green Version]
- Das, D.; Das, A.K.; Pratihar, D.K.; Roy, G.G. Prediction of residual stress in electron beam welding of stainless steel from process parameters and natural frequency of vibrations using machine-learning algorithms. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 235, 2008–2021. [Google Scholar] [CrossRef]
- Pal, S.; Pal, S.K.; Samantaray, A.K. Artificial neural network modeling of weld joint strength prediction of a pulsed metal inert gas welding process using arc signals. J. Mater. Process. Technol. 2008, 202, 464–474. [Google Scholar] [CrossRef]
- Wu, C.T.; Wu, Y.; Lyu, D.; Pan, X.; Hu, W. The momentum-consistent smoothed particle Galerkin (MC-SPG) method for simulating the extreme thread forming in the flow drill screw-driving process. Comput. Part. Mech. 2020, 7, 177–191. [Google Scholar] [CrossRef]
- Lee, Y.J.; Kim, S.H. Effect of residual stress on the mechanical properties of FSW joints with SUS409L. Adv. Mater. Sci. Eng. 2018, 2018, 9890234. [Google Scholar]
- Moattari, M.; Shokrieh, M.M.; Moshayedi, H. Effects of residual stresses induced by repair welding on the fracture toughness of Ni-based IN939 alloy. Theor. Appl. Fract. Mech. 2020, 108, 102614. [Google Scholar] [CrossRef]
- Rong, Y.; Zhang, G.; Huang, Y. Study of Welding Distortion and Residual Stress Considering Nonlinear Yield Stress Curves and Multi-constraint Equations. J. Mater. Eng. Perform. 2016, 25, 4484–4494. [Google Scholar] [CrossRef]
- Sidhu, S.S.; Batish, A.; Kumar, S. Neural network–based modeling to predict residual stresses during electric discharge machining of Al/SiC metal matrix composites. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 227, 1679–1692. [Google Scholar] [CrossRef]
- Niu, X.; Shen, L.; Chen, C.; Zhou, J.; Chen, L. An Arrhenius-type constitutive model to predict the deformation behavior of Sn0.3Ag0.7Cu under different temperature. J. Mater. Sci. Mater. Electron. 2019, 30, 14611–14620. [Google Scholar] [CrossRef]
- Tomków, J.; Sobota, K.; Krajewski, S. Influence of tack welds distribution and welding sequence on the angular distortion of tig welded joint. Facta Univ. Ser. Mech. Eng. 2020, 18, 611–621. [Google Scholar] [CrossRef]
- Kellai, A.; Lounis, A.; Kahla, S.; Idir, B. Effect of root pass filler metal on microstructure and mechanical properties in the multi-pass welding of duplex stainless steels. Int. J. Adv. Manuf. Technol. 2018, 95, 3215–3225. [Google Scholar] [CrossRef]
- Szávaia, S.; Bézi, Z.; Rózsahegyi, P. Material Characterization and Numerical Simulation of a Dissimilar Metal Weld. Procedia Struct. Integr. 2016, 2, 1023–1030. [Google Scholar] [CrossRef] [Green Version]
- Ipekoğlu, G.; Küçükömero, T.; Aktarer, S.M.; Sekban, D.M.; Çam, G. Investigation of microstructure and mechanical properties of friction stir welded dissimilar St37/St52 joints. Mater. Res. Express 2019, 6, 046537. [Google Scholar] [CrossRef]
- Abid, M.; Siddique, M.; Mufti, R.A. Prediction of welding distortions and residual stresses in a pipe–flange joint using the finite element technique. Model. Simul. Mater. Sci. Eng. 2005, 13, 455–470. [Google Scholar] [CrossRef]
- Alhafadhi, M.H.; Krallics, G. The Effect of Heat Input Parameters on Residual Stress Distribution by Numerical Simulation. IOP Conf. Ser. Mater. Sci. Eng. 2019, 613, 012035. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, G.; Cai, C.; Gao, H.; Wu, L. Fundamental studies on in-process controlling angular distortion in asymmetrical double-sided double arc welding. J. Mater. Process. Technol. 2008, 205, 214–223. [Google Scholar] [CrossRef]
- Rosenthal, D. Mathematical Theory of Heat Distribution during Welding and Cutting. Weld. J. 1941, 20, 220–234. [Google Scholar]
- Pavelic, V.; Tanbakuchi, R.; Uyehara, O. Experimental and computed temperature histories in gas tungsten-arc welding of thin plates. Weld. J. Res. Suppl. 1969, 48, 296–305. [Google Scholar]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Hashemzadeh, M.; Chen, B.Q.; Soares, C.G. Comparison between different heat sources types in thin-plate welding simulation. In Developments in Maritime Transportation and Exploitation of Sea Resources; Taylor & Francis: Milton Park, UK, 2014; pp. 329–336. [Google Scholar] [CrossRef]
- Fachinotti, V.D.; Anca, A.A.; Cardona, A. Analytical solutions of the thermal field induced by moving double-ellipsoidal and double-elliptical heat sources in a semi-infinite body. Int. J. Numer. Methods Biomed. Eng. 2011, 27, 595–607. [Google Scholar] [CrossRef]
- Fachinotti, V.D.; Anca, A.A.; Cardona, A. Semi-Analytical Solution of the Thermal Field Induced by a Moving Double-Ellipsoidal Welding Heat Source in a Semi-Infinite Body. Mecán. Comput. 2008, 19, 1519–1530. Available online: https://amcaonline.org.ar/ojs/index.php/mc/article/view/1502 (accessed on 5 August 2022).
- Ravisankar, A.; Velaga, S.K.; Rajput, G.; Venugopal, S. Influence of welding speed and power on residual stress during gas tungsten arc welding (GTAW) of thin sections with constant heat input: A study using numerical simulation and experimental validation. J. Manuf. Process. 2014, 16, 200–211. [Google Scholar] [CrossRef]
- Mitra, S.; Arora, K.S.; Bhattacharya, B.; Singh, S.B. Effect of Welding Speed on the Prediction Accuracy of Residual Stress in Laser Welded 1.2 mm Thick Dual Phase Steel. Lasers Manuf. Mater. Process. 2019, 7, 74–87. [Google Scholar] [CrossRef]
- Teng, T.L.; Lin, C.C. Effect of welding conditions on residual stresses due to butt welds. Int. J. Press. Vessel. Pip. 1998, 75, 857–864. [Google Scholar] [CrossRef]
- Asadi, P.; Alimohammadi, S.; Kohantorabi, O.; Soleymani, A.; Fazli, A. Numerical investigation on the effect of welding speed and heat input on the residual stress of multi-pass TIG welded stainless steel pipe. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 1007–1021. [Google Scholar] [CrossRef]
- Gery, D.; Long, H.; Maropoulos, P. Effects of welding speed, energy input and heat source distribution on temperature variations in butt joint welding. J. Mater. Process. Technol. 2005, 167, 393–401. [Google Scholar] [CrossRef]
- Kou, S. Welding Metallurgy; Cambridge University Press: Cambridge, UK, 2003. [Google Scholar] [CrossRef]
- Kartal, M.E.; Kang, Y.H.; Korsunsky, A.M.; Cocks, A.C.F.; Bouchard, J.P. The influence of welding procedure and plate geometry on residual stresses in thick components. Int. J. Solids Struct. 2016, 80, 420–429. [Google Scholar] [CrossRef]
- Anis, M. Winarto Effect of Plate Thickness and Weld Position on Distortion and Residual Stress of Welded Structural Steel. Mater. Sci. Forum 2011, 689, 296–301. [Google Scholar] [CrossRef]
- Terada, M.; Saiki, M.; Costa, I.; Padilha, A.F. Microstructure and intergranular corrosion of the austenitic stainless steel 1.4970. J. Nucl. Mater. 2006, 358, 40–46. [Google Scholar] [CrossRef]
- Vashishtha, H.; Taiwade, R.V.; Sharma, S.; Patil, A.P. Effect of welding processes on microstructural and mechanical properties of dissimilar weldments between conventional austenitic and high nitrogen austenitic stainless steels. J. Manuf. Process. 2017, 25, 49–59. [Google Scholar] [CrossRef]
- Başyiğit, A.B.; Murat, M.G. The effects of tig welding rod compositions on microstructural and mechanical properties of dissimilar aisi 304l and 420 stainless steel welds. Metals 2018, 8, 972. [Google Scholar] [CrossRef] [Green Version]
- Gonçalves, R.B.; De Araújo, P.H.D.; Braga, F.J.V.; Terrones, L.A.H.; Paranhos, R.P.D.R. Effect of conventional and alternative solution and stabilizing heat treatment on the microstructure of a 347 stainless steel welded joint. Weld. Int. 2017, 31, 196–205. [Google Scholar] [CrossRef]
- Safari, M.; Mostaan, H.; Derakhshan, E. Microstructual and mechanical studies of the dissimilar tabular joints of Incoloy alloy 825 and AISI 316 stainless steel. J. Mar. Eng. Technol. 2020, 19, 176–185. [Google Scholar] [CrossRef]
- Deng, D.; Murakawa, H. Numerical simulation of temperature field and residual stress in multi-pass welds in stainless steel pipe and comparison with experimental measurements. Comput. Mater. Sci. 2006, 37, 269–277. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 0.03 | ||
| 0.03 | ||
| 0.09 | ||
| 0.03 | ||
| Front fraction | 0.6 | |
| Rear fraction | 1.4 | |
| 0.05 | ||
| Welding efficiency | 0.7 | |
| 931 | ||
| 0.056 | ||
| 0.06 | ||
| 0.089 | ||
| 0.083 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Djeloud, H.; Moussaoui, M.; Kouider, R.; Al-Kassir, A.; Carrasco-Amador, J.P. Study of the Heat Exchange and Relaxation Conditions of Residual Stresses Due to Welding of Austenitic Stainless Steel. Energies 2023, 16, 3176. https://doi.org/10.3390/en16073176
Djeloud H, Moussaoui M, Kouider R, Al-Kassir A, Carrasco-Amador JP. Study of the Heat Exchange and Relaxation Conditions of Residual Stresses Due to Welding of Austenitic Stainless Steel. Energies. 2023; 16(7):3176. https://doi.org/10.3390/en16073176
Chicago/Turabian StyleDjeloud, Hamza, Mustafa Moussaoui, Rahmani Kouider, Awf Al-Kassir, and Juan Pablo Carrasco-Amador. 2023. "Study of the Heat Exchange and Relaxation Conditions of Residual Stresses Due to Welding of Austenitic Stainless Steel" Energies 16, no. 7: 3176. https://doi.org/10.3390/en16073176