
Technoeconomic Feasibility of Bioenergy Production from Wood Sawdust



Abstract
:1. Introduction
2. Methodology
- (a)
- The location of the pretreatment plant and pellet mill, along with the CHP plant, is in Meadow Lake, SK, in the vicinity of the NorSask Forest Products sawmill and the MLTC Bioenergy Centre. Being an established bioenergy project, both private and public investor perspectives are taken into account in this analysis.
- (b)
- Operating hours: 7920 h/year (330 days of facility operation).
- (c)
- The plant size is 72 kt/year based on available sawdust and shavings from the NorSask Forest Products sawmill [27].
- (d)
- Sawdust, except for shavings, did not need a size reduction step before pretreatment; they are delivered to the pellet plant directly from the lumber processing company, which is located on-site; hence, there is no need for transportation over long distances.
- (e)
- The flowsheets of bioenergy routes are prepared based on continuous operations.
- (f)
- Before running mass and energy balance for each flowsheet in SuperPro Designer, every unit needs to be initiated at least once. Hence, depending on the unit operation and the process (batch/continuous), the defined parameters (e.g., thermodynamic properties, energy consumption, process efficiency, and yields) are inserted to condition each unit operation [28].
- (g)
- According to experimental data in published works [29,30], optimized conditions for the steam explosion are at a temperature of 215 °C, a residence time of 9 min, and a pressure of 1000 kPa; however, steam explosion-treated pellets at 180 °C (for 9 min) are the preferred conditions in our design due to less energy consumption. For torrefaction, the preferred thermal conditions are 230 °C and a residence time of 45 min.
- (h)
- The pellet plant and combined heat and power plant are integrated.
- (i)
- The chemical composition of mixed wood sawdust is as follows: cellulose: 46.5%, lignin: 23.2 %, hemicellulose: 13.3 %, water: 7.74%, and other solids: 8.9%.
- (j)
- This study excludes the feedstock price as it is already freely available at the bioenergy plant.
- (k)
- The operating plant capacity for each year is assumed to be 80% and 90% for the second and third years and 100% thereafter [31]. There is no operation for the first year.
2.1. Cost Analysis
2.2. Net Present Value
2.3. Internal Rate of Return
2.4. Payback Time
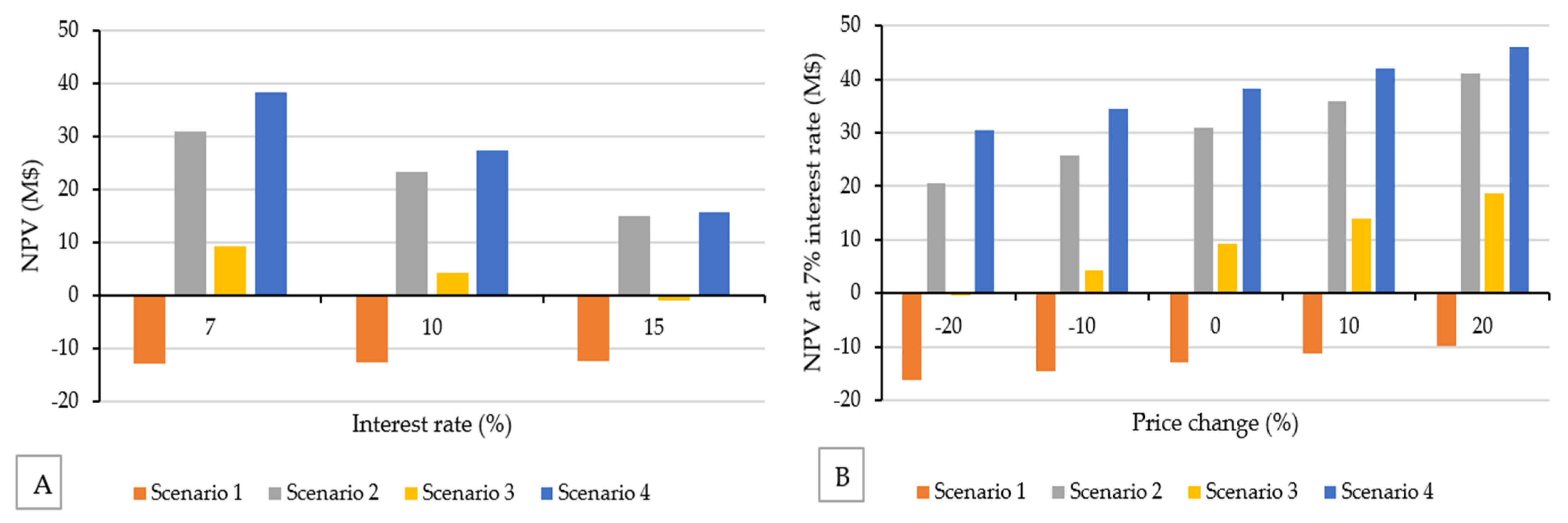
2.5. Scenario Analysis
3. Results and Discussion
3.1. Technical Results of Scenarios Simulation
3.1.1. Scenario 1: Direct CHP Generation from Wood Sawdust and Shavings
3.1.2. Scenario 2: Wood Pellet Production without CHP
3.1.3. Scenario 3: Production of Pellets and CHP from Steam-Exploded Wood
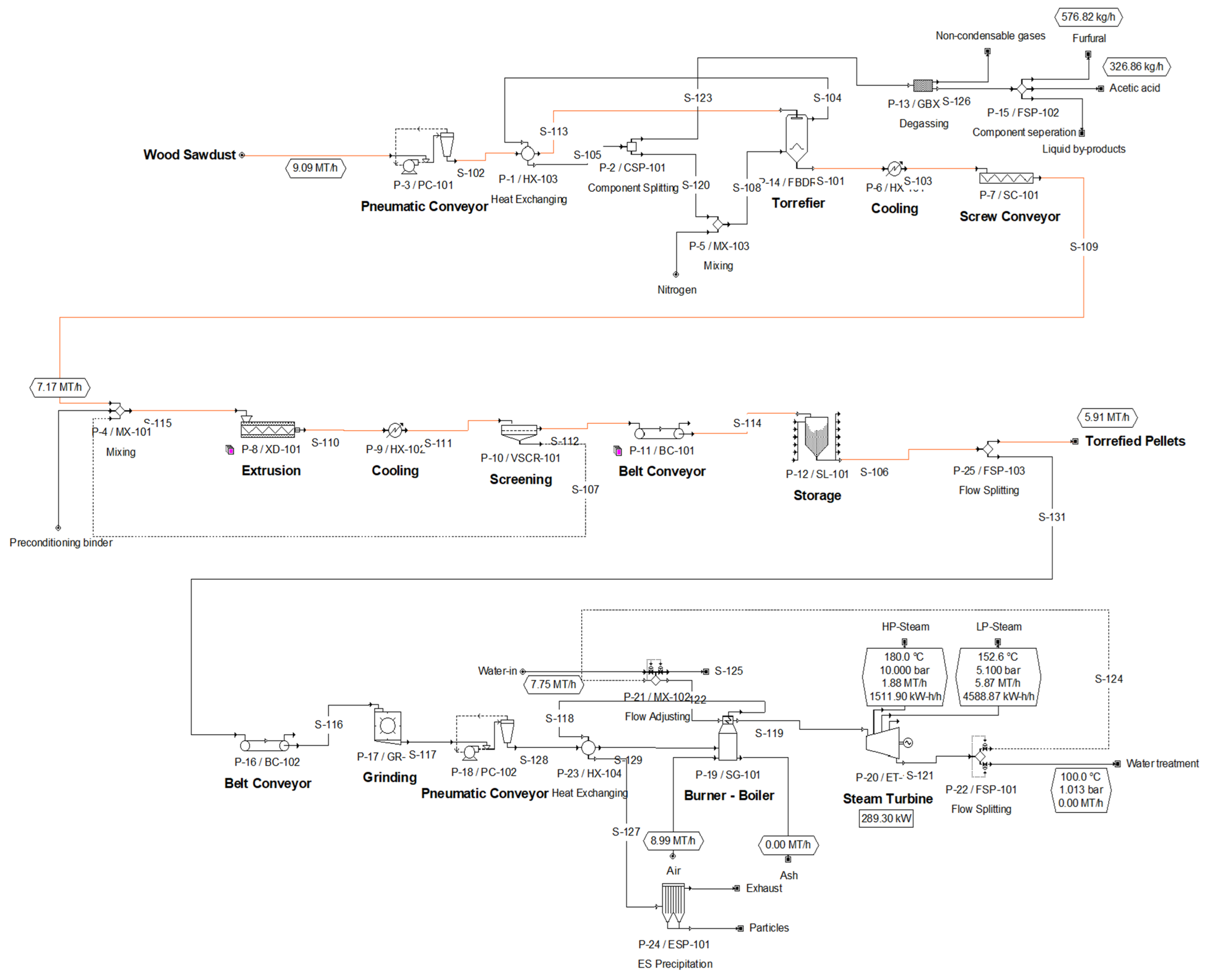
3.1.4. Scenario 4: Production of Pellets and CHP from Torrefied Wood
3.2. Capital Cost
3.3. Operating Cost
3.4. Profitability Analysis
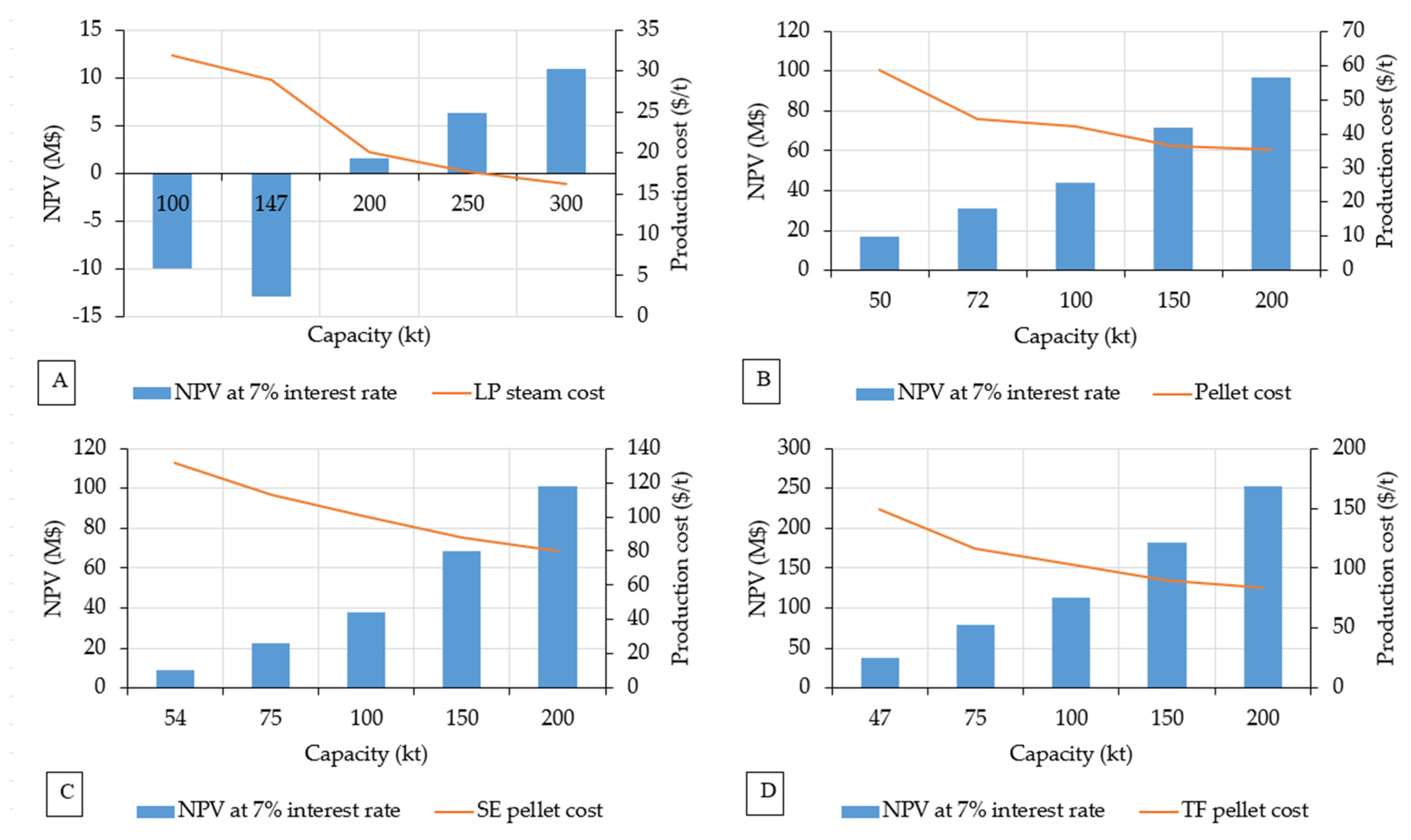
3.5. Plant Optimal Size
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| NPV | Net Present Value |
| PBT | Payback Time |
| IRR | Internal Rate of Return |
| ROI | Return on Investment |
| CHP | Combined Heat and Power |
| HMF | Hydroxy Methyl Furfural |
| TEA | Technoeconomic Analysis |
| DFC | Direct Fixed Capital Cost |
| TCI | Total Capital Investment |
| CAGR | Combined Annual Growth Rate |
| LA | Levulinic Acid |
| FA | Formic Acid |
| THF | Tetrahydrofuran |
| OPEX | Operational Expenditure |
| VOC | Volatile Organic Compound |
| PFR | Plug Flow Reactor |
| HP | High Pressure |
| LP | Low Pressure |
| PFD | Process Flow Diagram |
| SE | Steam-Exploded |
| TF | Torrefied |
| $ | USD |
References
- Lamberg, J.; Ojala, J.; Peltoniemi, M.; Särkkä, T. The Evolution of Global Paper Industry 1800–2050, 1st ed.; Springer: Dordrecht, The Netherlands; Aalto, Finland, 2012. [Google Scholar] [CrossRef]
- Clauser, N.M.; Gutiérrez, S.; Area, M.C.; Felissia, F.E.; Vallejos, M.E. Techno-Economic Assessment of Carboxylic Acids, Furfural, and Pellet Production in a Pine Sawdust Biorefinery. Biofuels Bioprod. Biorefining 2018, 12, 997–1012. [Google Scholar] [CrossRef]
- Kline, K.L.; Wolfe, A.K.; Perlack, R.D.; Dale, V.H.; Mcmahon, M. Biofuel Feedstock Assessment for Selected Countries; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 2007. [Google Scholar] [CrossRef] [Green Version]
- Moreno-Lopez, M.; Alarcón-Herrera, M.T.; Martin-Dominguez, I.R. Feasibility of Pelletizing Forest Residues in Northern Mexico. Waste Biomass Valorization 2017, 8, 923–932. [Google Scholar] [CrossRef]
- Lam, P.S. Steam Explosion of Biomass to Produce Durable Wood Pellets. Ph.D. Thesis, University of British Columbia, Vancouver, BC, Canada, 2011. [Google Scholar]
- Tooyserkani, Z. Hydrothermal Pretreatment of Softwood Biomass and Bark for Pelletization. Ph.D. Thesis, University of British Columbia, Vancouver, BC, Canada, 2011. [Google Scholar]
- Agar, D.; Wihersaari, M. Torrefaction Technology for Solid Fuel Production. GCB Bioenergy 2012, 4, 475–478. [Google Scholar] [CrossRef]
- Agar, D.A. A Comparative Economic Analysis of Torrefied Pellet Production Based on State-of-the-Art Pellets. Biomass Bioenergy 2017, 97, 155–161. [Google Scholar] [CrossRef]
- McKechnie, J.; Saville, B.; MacLean, H.L. Steam-Treated Wood Pellets: Environmental and Financial Implications Relative to Fossil Fuels and Conventional Pellets for Electricity Generation. Appl. Energy 2016, 180, 637–649. [Google Scholar] [CrossRef]
- Valdez Gonzalez, E. Microwave Torrefaction and Densification of Oat Hulls for Heat and Power Production. Master’s Thesis, University of Saskatchewan, Saskatoon, SK, Canada, 2020. [Google Scholar]
- Shahrukh, H.; Oyedun, A.O.; Kumar, A.; Ghiasi, B.; Kumar, L.; Sokhansanj, S. Techno-Economic Assessment of Pellets Produced from Steam Pretreated Biomass Feedstock. Biomass Bioenergy 2016, 87, 131–143. [Google Scholar] [CrossRef]
- Yun, H.; Clift, R.; Bi, X. Process Simulation, Techno-Economic Evaluation and Market Analysis of Supply Chains for Torrefied Wood Pellets from British Columbia: Impacts of Plant Configuration and Distance to Market. Renew. Sustain. Energy Rev. 2020, 127, 109745–109756. [Google Scholar] [CrossRef]
- Ragauskas, A.J.; Williams, C.K.; Davison, B.H.; Britovsek, G.; Cairney, J.; Eckert, C.A.; Frederick, W.J.; Hallett, J.P.; Leak, D.J.; Liotta, C.L.; et al. The Path Forward for Biofuels and Biomaterials. Science 2006, 311, 484–489. [Google Scholar] [CrossRef]
- Zhang, Y.H.P. Reviving the Carbohydrate Economy via Multi-Product Lignocellulose Biorefineries. J. Ind. Microbiol. Biotechnol. 2008, 35, 367–375. [Google Scholar] [CrossRef]
- Trømborg, E.; Bolkesjø, T.F.; Solberg, B. Impacts of Policy Means for Increased Use of Forest-Based Bioenergy in Norway-A Spatial Partial Equilibrium Analysis. Energy Policy 2007, 35, 5980–5990. [Google Scholar] [CrossRef]
- Van Loo, S.; Koppejan, J. The Handbook of Biomass Combustion and Co-Firing, 1st ed.; Taylor & Francis Group: London, UK, 2012. [Google Scholar] [CrossRef]
- Abdulkhani, A.; Alizadeh, P.; Hedjazi, S.; Hamzeh, Y. Potential of Soya as a Raw Material for a Whole Crop Biorefinery. Renew. Sustain. Energy Rev. 2017, 75, 1269–1280. [Google Scholar] [CrossRef]
- Kont, R.; Kurašin, M.; Teugjas, H.; Väljamäe, P. Strong Cellulase Inhibitors from the Hydrothermal Pretreatment of Wheat Straw. Biotechnol. Biofuels 2013, 6, 135. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fitzpatrick, S.W. Production of Levulinic Acid from Carbohydrate-Containing Materials. U.S. Patent 5,608,105, 4 March 1997. [Google Scholar]
- Dumesic, J.; Alonso, D.; Gürbüz, E.; Wettstein, S. Production of Levulinic Acid, Furfural, and Gamma Valerolactone from C5 and C6 Carbohydrates in Monoand Biphasic Systems Using Gamma-Valerolactone as a Solvent. Wisconsin Alumni Research Foundation. U.S. Patent 8,399,688, 19 March 2013. [Google Scholar]
- Klingler, F.D.; Ebertz, W. Oxocarboxylic Acids, in Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH: Weinheim, Germany, 2012; Volume 25. [Google Scholar] [CrossRef]
- Tanskanen, J.; Rousu, E.; Anttila, J.; Rousu, P. Preparation of Levulinic Acid. FI Patent 20125274A, 31 October 2013. [Google Scholar]
- Sadhukhan, J.; Ng, K.S.; Hernandez, E.M. Biorefineries and Chemical Processes: Design, Integration and Sustainability Analysis. Green Process. Synth. 2014, 4, 163. [Google Scholar] [CrossRef]
- Mussatto, S.I.; Moncada, J.; Roberto, I.C.; Cardona, C.A. Techno-Economic Analysis for Brewer’s Spent Grains Use on a Biorefinery Concept: The Brazilian Case. Bioresour. Technol. 2013, 148, 302–310. [Google Scholar] [CrossRef] [PubMed]
- Moncada, J.; El-Halwagi, M.M.; Cardona, C.A. Techno-Economic Analysis for a Sugarcane Biorefinery: Colombian Case. Bioresour. Technol. 2013, 135, 533–543. [Google Scholar] [CrossRef]
- Quintero, J.A.; Moncada, J.; Cardona, C.A. Techno-Economic Analysis of Bioethanol Production from Lignocellulosic Residues in Colombia: A Process Simulation Approach. Bioresour. Technol. 2013, 139, 300–307. [Google Scholar] [CrossRef]
- Government of Saskatchewan. Wood Biomass in Saskatchewan. 2021. Available online: https://pubsaskdev.blob.core.windows.net/pubsask-prod/121001/SK%252BWood%252BBiomass%252BOverview%252BNov%252B2021-FINAL.pdf (accessed on 4 February 2023).
- Meramo, S.; González-Delgado, Á.D.; Sukumara, S.; Fajardo, W.S.; León-Pulido, J. Sustainable Design Approach for Modeling Bioprocesses from Laboratory toward Commercialization: Optimizing Chitosan Production. Polymers 2022, 14, 25. [Google Scholar] [CrossRef]
- Alizadeh, P.; Dumonceaux, T.; Tabil, L.G.; Mupondwa, E.; Soleimani, M.; Cree, D. Steam Explosion Pre-Treatment of Sawdust for Biofuel Pellets. Clean Technol. 2022, 4, 1175–1192. [Google Scholar] [CrossRef]
- Alizadeh, P.; Tabil, L.G.; Adapa, P.K.; Cree, D.; Mupondwa, E.; Emadi, B. Torrefaction and Densification of Wood Sawdust for Bioenergy Applications. Fuels 2022, 3, 152–175. [Google Scholar] [CrossRef]
- Mupondwa, E.; Li, X.; Boyetchko, S.; Hynes, R.; Geissler, J. Technoeconomic Analysis of Large Scale Production of Pre-Emergent Pseudomonas Fluorescens Microbial Bioherbicide in Canada. Bioresour. Technol. 2015, 175, 517–528. [Google Scholar] [CrossRef] [PubMed]
- Ozonoh, M.; Aniokete, T.C.; Oboirien, B.O.; Daramola, M.O. Techno-Economic Analysis of Electricity and Heat Production by Co-Gasification of Coal, Biomass and Waste Tyre in South Africa. J. Clean. Prod. 2018, 201, 192–206. [Google Scholar] [CrossRef]
- Sultana, A.; Kumar, A.; Harfield, D. Development of Agri-Pellet Production Cost and Optimum Size. Bioresour. Technol. 2010, 101, 5609–5621. [Google Scholar] [CrossRef]
- Bradley, D. Estimated Production, Consumption, and Surplus Mill Wood Residues in Canada–2004. A National Report; BW McCloy & Associates Inc. and Climate Change Solutions for the Canadian Forest Service and the Forest Products Association of Canada: Ottawa, ON, Canada, 2005. [Google Scholar]
- Malek, A.B.M.A.; Hasanuzzaman, M.; Rahim, N.A.; Al Turki, Y.A. Techno-Economic Analysis and Environmental Impact Assessment of a 10 MW Biomass-Based Power Plant in Malaysia. J. Clean. Prod. 2017, 141, 502–513. [Google Scholar] [CrossRef]
- Kong, X.Q.; Wang, R.Z.; Huang, X.H. Energy Efficiency and Economic Feasibility of CCHP Driven by Stirling Engine. Energy Convers. Manag. 2004, 45, 433–1442. [Google Scholar] [CrossRef]
- Moro, R.; Pinamonti, P.; Reini, M. ORC Technology for Waste-Wood to Energy Conversion in the Furniture Manufacturing Industry. Therm. Sci. 2008, 12, 61–73. [Google Scholar] [CrossRef]
- Quoilin, S.; Van Den Broek, M.; Declaye, S.; Dewallef, P.; Lemort, V. Techno-Economic Survey of Organic Rankine Cycle (ORC) Systems. Renew. Sustain. Energy Rev. 2013, 22, 168–186. [Google Scholar] [CrossRef]
- Turner, J.H.; Lawless, P.A.; Yamamoto, T.; Coy, D.W.; Mckenna, J.D.; Mycock, J.C.; Nunn, A.B.; Greiner, G.P.; Vatavuk, W.M. Electrostatic Precipitators. Particulate Matter ControlsEPA/452/B-02-001 Chapter 3. 1999. Available online: https://www3.epa.gov/ttncatc1/dir1/cs6ch3.pdf (accessed on 14 February 2023).
- Shah, R.K.; Thonon, B.; Benforado, D.M. Opportunities for Heat Exchanger Applications in Environmental Systems. Appl. Therm. Eng. 2000, 20, 631–650. [Google Scholar] [CrossRef]
- Pereira Ramos, L. The Chemistry Involved in the Steam Treatment of Lignocellulosic Materials. Quim. Nova 2003, 26, 863–871. [Google Scholar] [CrossRef] [Green Version]
- Stoffel, R.B.; Neves, P.V.; Felissia, F.E.; Ramos, L.P.; Gassa, L.M.; Area, M.C. Hemicellulose Extraction from Slash Pine Sawdust by Steam Explosion with Sulfuric Acid. Biomass Bioenergy 2017, 107, 93–101. [Google Scholar] [CrossRef]
- Datta, D.; Marti, M.E.; Pal, D.; Kumar, S. Equilibrium Study on the Extraction of Levulinic Acid from Aqueous Solution with Aliquat 336 Dissolved in Different Diluents: Solvent’s Polarity Effect and Column Design. J. Chem. Eng. Data 2017, 62, 3–10. [Google Scholar] [CrossRef]
- Iggland, M.; Mazzotti, M. Introduction to Chemical Engineering for Lecture 7: Flash Distillation; ETH Zurich, Institute of Process Engineering: Zurich, Switzerland, 2018. [Google Scholar]
- Lopes, T.F.; Carvalheiro, F.; Duarte, L.C.; Gírio, F.; Quintero, J.A.; Aroca, G. Techno-Economic and Life-Cycle Assessments of Small-Scale Biorefineries for Isobutene and Xylo-Oligosaccharides Production: A Comparative Study in Portugal and Chile. Biofuels Bioprod. Biorefining 2019, 13, 1321–1332. [Google Scholar] [CrossRef]
- Martínez-Ruano, J.A.; Caballero-Galván, A.S.; Restrepo-Serna, D.L.; Cardona, C.A. Techno-Economic and Environmental Assessment of Biogas Production from Banana Peel (Musa Paradisiaca) in a Biorefinery Concept. Environ. Sci. Pollut. Res. 2018, 25, 35971–35980. [Google Scholar] [CrossRef] [PubMed]
- Moncada, J.; Cardona, C.A.; Rincón, L.E. Design and Analysis of a Second and Third Generation Biorefinery: The Case of Castorbean and Microalgae. Bioresour. Technol. 2015, 198, 836–843. [Google Scholar] [CrossRef] [PubMed]
- Lopes, T.F.; Lukasik, R.M. Economic, Social and Environmental Impacts Attained by the Use of the Effluents Generated within a Small-Scale Biorefinery Concept. Acta Innov. 2020, 36, 57–63. [Google Scholar] [CrossRef]
- Shahrukh, H.; Oyedun, A.O.; Kumar, A.; Ghiasi, B.; Kumar, L.; Sokhansanj, S. Net Energy Ratio for the Production of Steam Pretreated Biomass-Based Pellets. Biomass Bioenergy 2015, 80, 286–297. [Google Scholar] [CrossRef]
- Batidzirai, B.; Mignot, A.P.R.; Schakel, W.B.; Junginger, H.M.; Faaij, A.P.C. Biomass Torrefaction Technology: Techno-Economic Status and Future Prospects. Energy 2013, 62, 196–214. [Google Scholar] [CrossRef]
- Chew, J.J.; Doshi, V. Recent Advances in Biomass Pretreatment—Torrefaction Fundamentals and Technology. Renew. Sustain. Energy Rev. 2011, 15, 4212–4222. [Google Scholar] [CrossRef]
- Kleinschmidt, C.P. Overview of International Developments in Torrefaction. In Torrefaction Workshop; IEA Bioenergy: Arnhem, The Netherlands, 2011. [Google Scholar]
- Beekes, M.; Cremers, M. Realising a co-firing dream. Power Eng. Int. 2012, 20, 64–70. [Google Scholar]
- Melin, S. Torrefied Wood: A New Emerging Energy Carrier. Wood Pellets Association of Canada. Presented to: Clean Coal Power Coalition CCPC. 2011. Available online: http://www.pellet.org/linked/2011-03-09%20ccpc%20presentation%20(2).pdf (accessed on 20 December 2022).
- Ciolkosz, D.; Wallace, R. A Review of Torrefaction for Bioenergy Feedstock Production. Biofuels Bioprod. Biorefining 2011, 5, 317–329. [Google Scholar] [CrossRef]
- Dhungana, A. Torrefaction of Biomass. Master’s Thesis, Dalhousie University, Halifax, NS, Canada, 2011. [Google Scholar]
- Cheah, C.B.; Ramli, M. The Engineering Properties of High Performance Concrete with HCWA-DSF Supplementary Binder. Constr. Build. Mater. 2013, 40, 93–103. [Google Scholar] [CrossRef]
- Mangi, S.A.; Jamaluddin, N.; Wan Ibrahim, M.H.; Noridah, M.; Sohu, S. Utilization of Sawdust Ash as Cement Replacement for the Concrete Production: A Review. Eng. Sci. Technol. Int. Res. J. 2017, 1, 11–15. [Google Scholar]
- Pal, N.; Petrides, D.P.; Siletti, C. Superpro Designer: An Interactive Software Tool for Designing and Evaluating Integrated Chemical, Biochemical, and Environmental Processes. 2005. Available online: https://www.aiche.org/conferences/aiche-annual-meeting/2005/proceeding/paper/37i-superpro-designer-interactive-software-tool-designing-and-evaluating-integrated-chemical-0 (accessed on 14 February 2023).
- Wolbers, P.; Cremers, M.; Robinson, T.; Madrali, S.; Tourigny, G. Biomass Pretreatment for Bioenergy–Case Study 4: The Steam Explosion Process Technology. IEA Bioenergy. 2018. Available online: https://www.ieabioenergy.com/blog/publications/biomass-pre-treatment-for-bioenergy-case-study-4-the-steam-explosion-process-technology (accessed on 14 February 2023).
- Mobini Dehkordi, M.M. On the Design and Analysis of Forest Biomass to Biofuel and Bioenergy Supply Chains. Ph.D. Thesis, University of British Columbia, Vancouver, BC, Canada, 2015. [Google Scholar]
- Peng, J.H. A Study of Softwood Torrefaction and Densification for the Production of High Quality Wood Pellets. Ph.D. Thesis, University of British Columbia, Vancouver, BC, Canada, 2012. [Google Scholar]
- Mupondwa, E.; Li, X.; Tabil, L.; Phani, A.; Sokhansanj, S.; Stumborg, M.; Gruber, M.; Laberge, S. Technoeconomic Analysis of Wheat Straw Densification in the Canadian Prairie Province of Manitoba. Bioresour. Technol. 2012, 110, 355–363. [Google Scholar] [CrossRef]
- Kumar, A.; Cameron, J.B.; Flynn, P.C. Biomass Power Cost and Optimum Plant Size in Western Canada. Biomass Bioenergy 2003, 24, 445–464. [Google Scholar] [CrossRef]
- Sarkar, S.; Kumar, A. Biohydrogen Production from Forest and Agricultural Residues for Upgrading of Bitumen from Oil Sands. Energy 2010, 35, 582–591. [Google Scholar] [CrossRef]
- Sarkar, S.; Kumar, A. Large-Scale Biohydrogen Production from Bio-Oil. Bioresour. Technol. 2010, 101, 7350–7736. [Google Scholar] [CrossRef]
- Kumar, A.; Flynn, P.; Sokhansanj, S. Biopower Generation from Mountain Pine Infested Wood in Canada: An Economical Opportunity for Greenhouse Gas Mitigation. Renew. Energy 2008, 33, 1354–1363. [Google Scholar] [CrossRef]
- Mani, S.; Sokhansanj, S.; Bi, X.; Turhollow, A. Economics of Producing Fuel Pellets from Biomass. Appl. Eng. Agric. 2006, 22, 421–426. [Google Scholar] [CrossRef]
- Ruhul Kabir, M.; Kumar, A. Comparison of the Energy and Environmental Performances of Nine Biomass/Coal Co-Firing Pathways. Bioresour. Technol. 2012, 124, 394–405. [Google Scholar] [CrossRef]
- Kabir, M.R.; Kumar, A. Development of Net Energy Ratio and Emission Factor for Biohydrogen Production Pathways. Bioresour. Technol. 2011, 102, 8972–8985. [Google Scholar] [CrossRef]
- Gebreegziabher, T.; Oyedun, A.O.; Hui, C.W. Optimum Biomass Drying for Combustion—A Modeling Approach. Energy 2013, 53, 67–73. [Google Scholar] [CrossRef]
- Luk, H.T.; Lam, T.Y.G.; Oyedun, A.O.; Gebreegziabher, T.; Hui, C.W. Drying of Biomass for Power Generation: A Case Study on Power Generation from Empty Fruit Bunch. Energy 2013, 63, 205–215. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Description | Cost (USD) (Number of Units in Parentheses) | |
|---|---|---|
| Scenario 1 | Scenario 2 | |
| Steam Generator | 439,000 (1) | |
| Extraction Steam Turbine Generator | 224,000 (1) | |
| Pneumatic Conveyor | 126,000 (1) | 126,000 (1) |
| Heat Exchanger | 58,000 (1) | 21,000 (1) |
| Electrostatic Precipitator | 801,000 (1) | |
| Grinder | 87,000 (1) | 87,000 (1) |
| Pelletizer | 996,000 (4) | |
| Silo/Bin | 67,000 (1) | |
| Vibrating Screen | 13,000 (1) | |
| Belt Conveyor | 55,000 (1) | |
| Unlisted Equipment | 434,000 | 341,000 |
| Total | 2,169,000 | 1,706,000 |
| Description | Cost (USD) (Number of Units in Parentheses) | |
|---|---|---|
| Scenario 3 | Scenario 4 | |
| Pneumatic Conveyor | 213,000 (2) | 213,000 (2) |
| Heat Exchanger | 127,000 (4) | 118,000 (4) |
| Screw Conveyor | 116,000 (2) | 110,000 (2) |
| Pelletizer | 996,000 (4) | 996,000 (4) |
| Vibrating Screen | 12,000 (1) | 12,000 (1) |
| Belt Conveyor | 110,000 (2) | 165,000 (3) |
| Silo/Bin | 67,000 (1) | 67,000 (1) |
| Grinder | 78,000 (1) | 77,000 (1) |
| Steam Generator | 203,000 (1) | 183,000 (1) |
| Extraction Steam Turbine Generator | 57,000 (1) | 56,000 (1) |
| Flash Drum | 8000 (1) | |
| Plug Flow Reactor | 65,000 (1) | |
| Component Splitter | 163,000 (1) | |
| Electrostatic Precipitator | 436,000 (1) | 418,000 (1) |
| Degasser | 10,000 (1) | |
| Flow Splitter | 163,000 (1) | |
| Fluidized Bed Reactor | 303,000 (1) | |
| Unlisted Equipment | 663,000 | 723,000 |
| Total | 3,314,000 | 3,614,000 |
| Product | Scenario | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Pellets (tonnes) | - | 72,000 | 53,543 | 46,837 |
| HP 1-Steam (tonnes) | 46,957 | - | - | 14,876 |
| LP 2-Steam (tonnes) | 146,741 | - | 53,075 | 546,488 |
| HMF 3 (tonnes) | - | - | 200 | - |
| Acetic acid (tonnes) | - | - | - | 2589 |
| Furfural (tonnes) | - | - | 782 | 4568 |
| Power savings (kWh) | 4,896,453 | - | 2,431,553 | 2,062,124 |
| Economic Indicator | Scenario | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Total capital investment (M USD) | 14.493 | 10.478 | 20.845 | 21.531 |
| Operating cost (M USD) | 4.242 | 3.192 | 7.047 | 6.98 |
| Total revenues (M USD) | 3.038 | 8.64 | 9.173 | 14.174 |
| Unit production cost (USD/t) | 28.91 | 44.33 | 131.61 | 149.03 |
| Return on investment (%) | 4.03 | 40.15 | 15.75 | 29.56 |
| Payback time (year) | 24.79 | 2.49 | 6.35 | 3.38 |
| Internal rate of return (after taxes) (%) | N/A | 49.61 | 13.67 | 31.33 |
| NPV (at 7% interest) (M USD) | −12.85 | 30.89 | 9.15 | 38.25 |
| Main product | LP steam | Untreated pellets | Steam-exploded pellets | Torrefied pellets |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alizadeh, P.; Tabil, L.G.; Mupondwa, E.; Li, X.; Cree, D. Technoeconomic Feasibility of Bioenergy Production from Wood Sawdust. Energies 2023, 16, 1914. https://doi.org/10.3390/en16041914
Alizadeh P, Tabil LG, Mupondwa E, Li X, Cree D. Technoeconomic Feasibility of Bioenergy Production from Wood Sawdust. Energies. 2023; 16(4):1914. https://doi.org/10.3390/en16041914
Chicago/Turabian StyleAlizadeh, Peyman, Lope G. Tabil, Edmund Mupondwa, Xue Li, and Duncan Cree. 2023. "Technoeconomic Feasibility of Bioenergy Production from Wood Sawdust" Energies 16, no. 4: 1914. https://doi.org/10.3390/en16041914