
Resource and Energy Saving Control of the Steelmaking Converter Process, Taking into Account Waste Recycling †

Abstract
:1. Introduction
- Reducing energy consumption, material consumption, waste output, and increasing the degree of their processing;
- Increase in the life of trouble-free operation of metallurgical units;
- Reducing of the negative impact of the steelmaking products on the environment during the product life cycle—from the extraction of raw materials to utilization of products;
- Implementation of requirements on the amount of discharges and emissions.
2. Methodology of the Resource and Energy Saving Control of the Converter Process
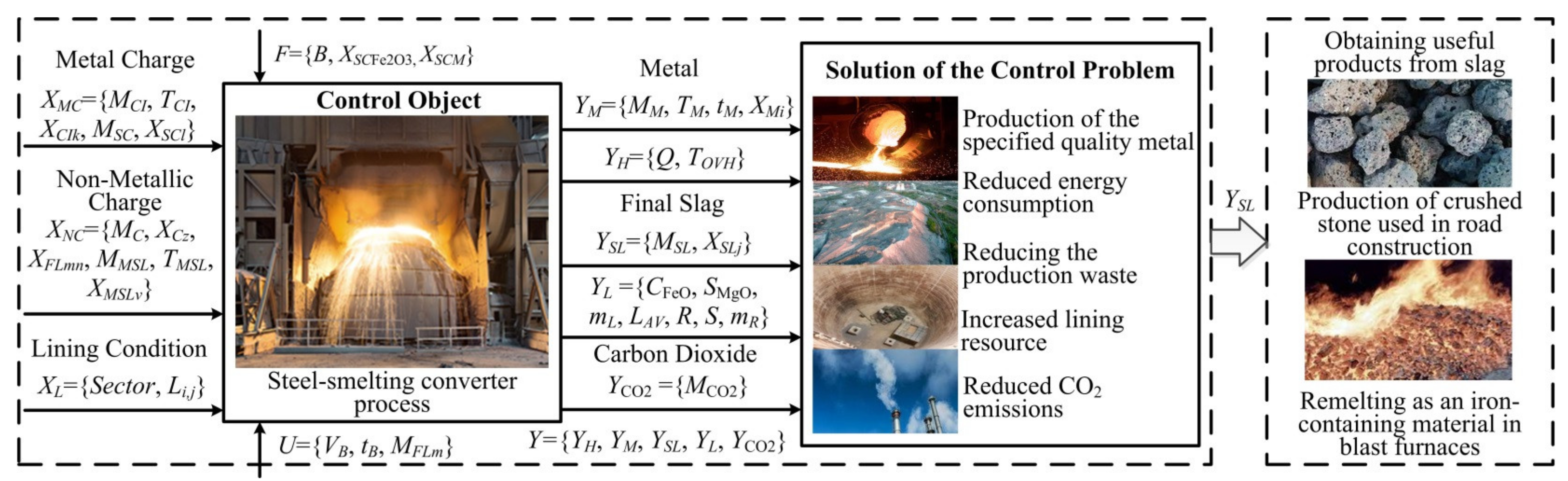
2.1. Statement of the Control Problem of the Steelmaking Converter Process
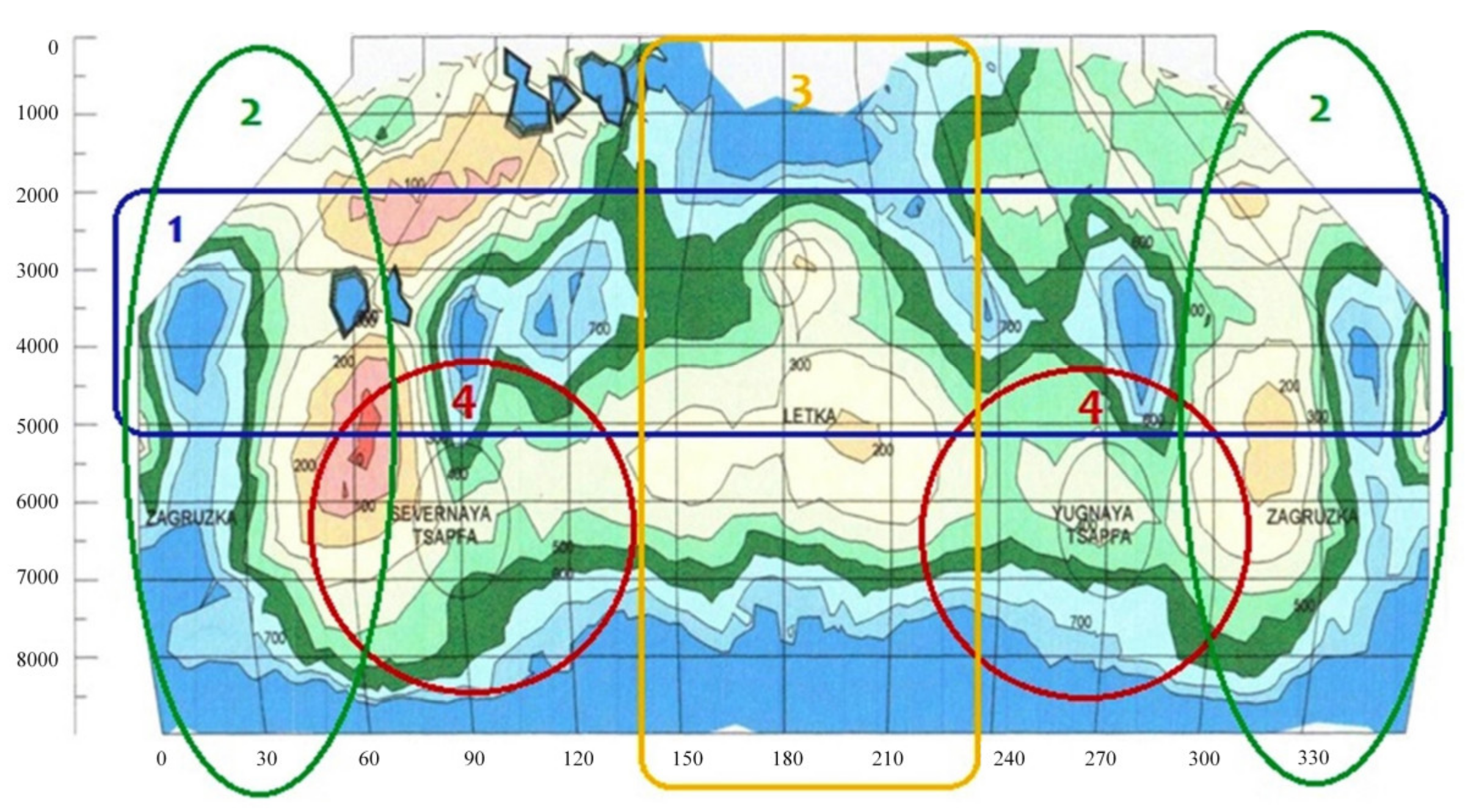
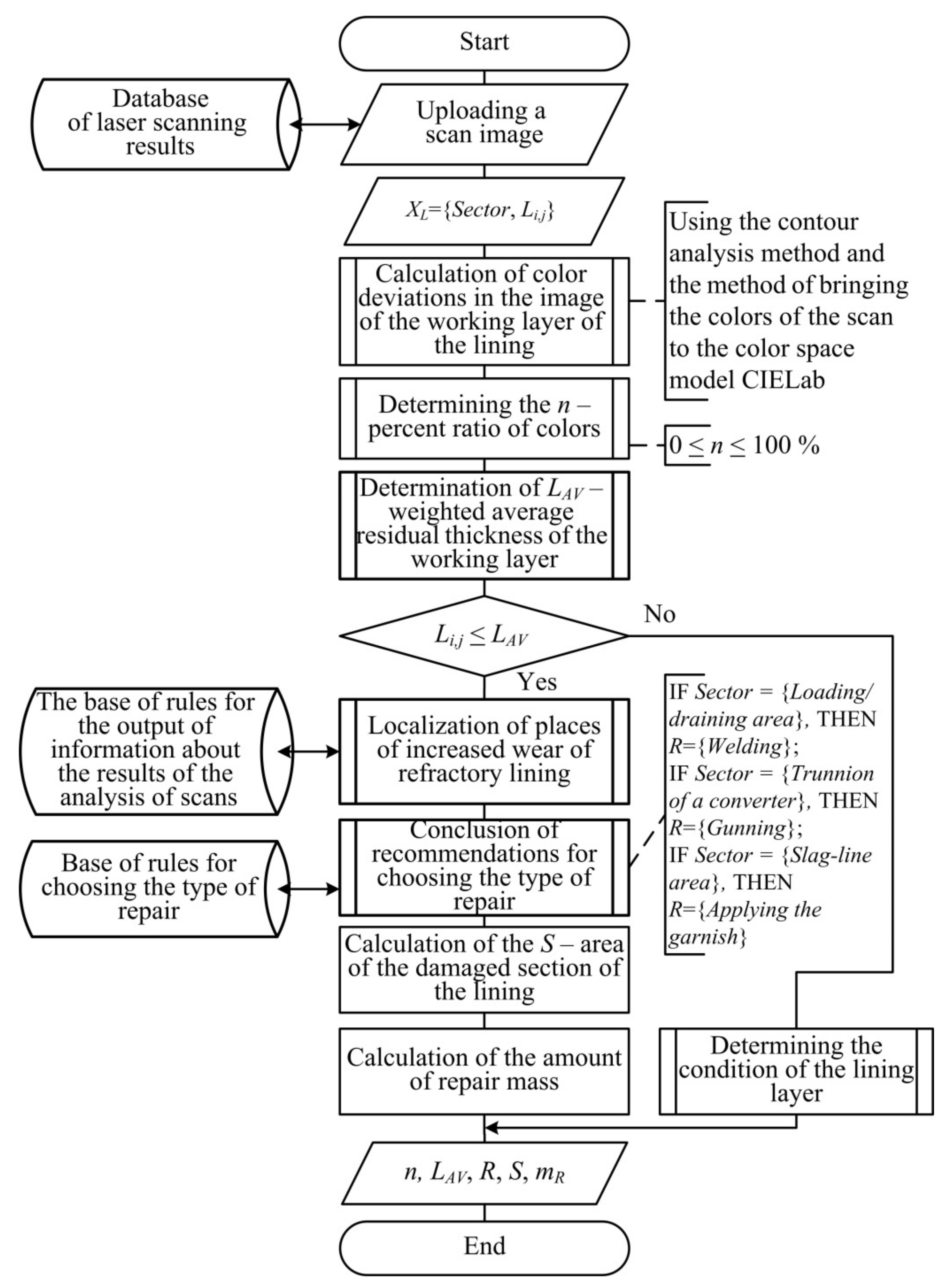
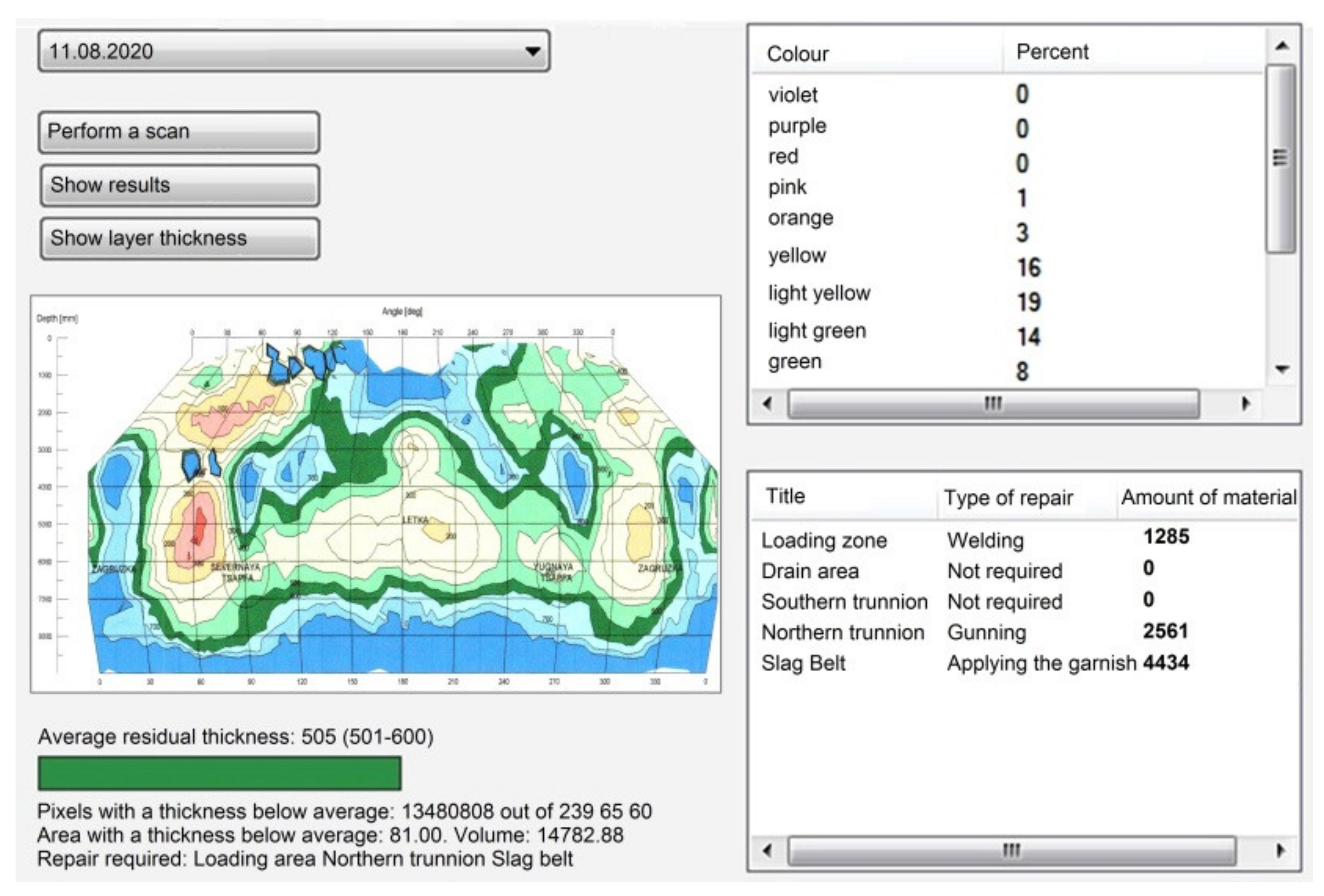
- For the given input variables {Sector, c, Li,j}, it is necessary to determine the percentage of colors on the converter lining scanogram, the wear rate degree, the converter lining condition, the type of repair work (if necessary) {LAV, R}, calculate the indicators of the converter lining damaged sections {S, mR}, and issue recommendations on the start of the process. The obtained estimates of the average residual thickness of the working converter lining, area, volume, and dislocation of places of increased local wear of the lining during the campaign allow us to determine the patterns of destruction and analyze the quality of the refractory converter lining.
- Based on the input data on the parameters of the charge X = {XMC, XNC}, the required quality composition {XM}, metal mass {MM}, and temperature {TM}, it is necessary to determine the permissible values of control actions Up = {VB, tB, MFLm}, ensuring the fulfillment of criteria restrictions Gq = {Q, TOVH, TM, MSL, CFeO, SMgO, mL, MCO2}.
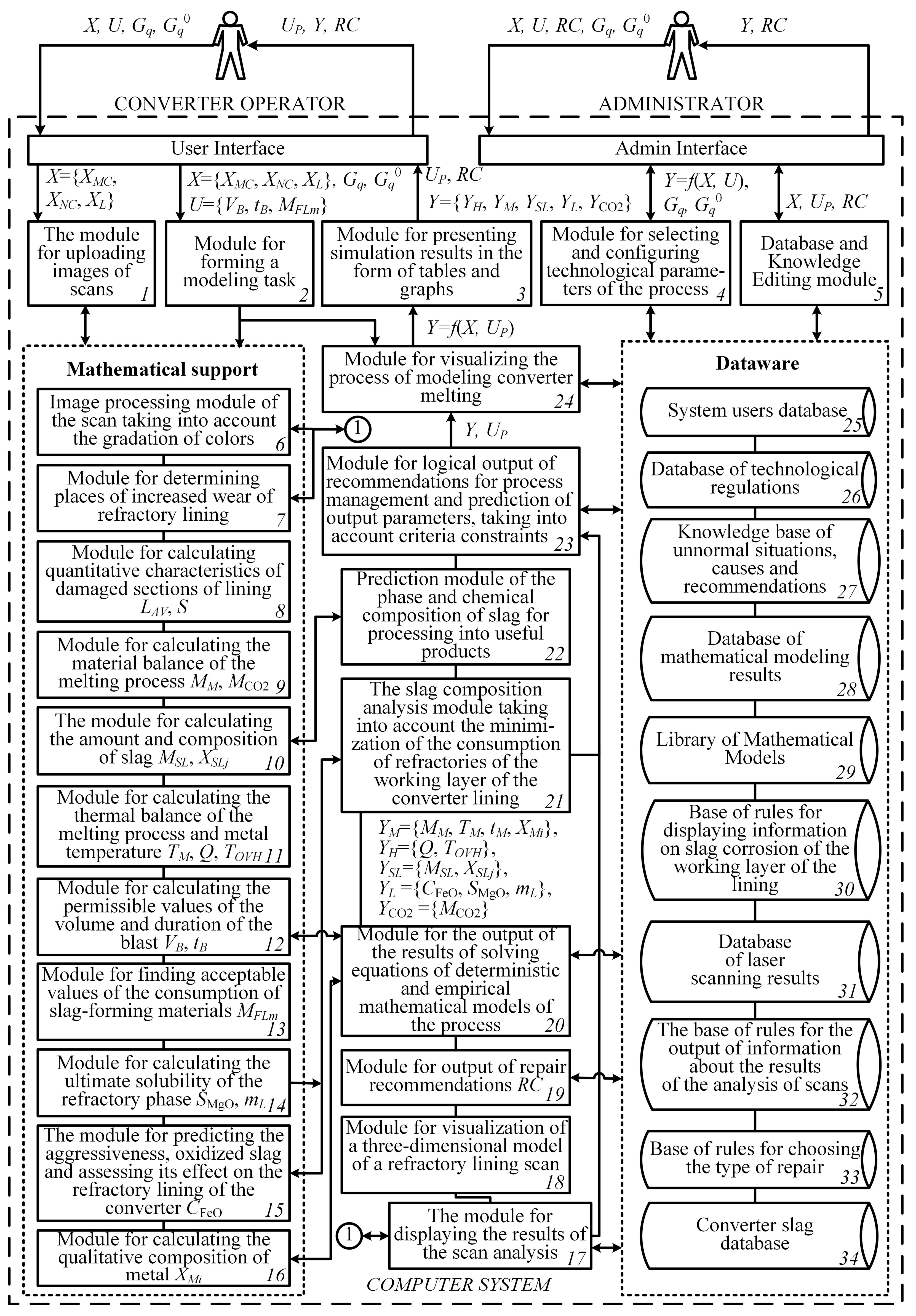
2.2. Functional Structure of a Computer System for Control of a Steelmaking Converter Process
- Equations for calculating the geometric characteristics of the damaged sections of the refractory converter lining and the mass of the necessary repair materials;
- Material balance equations for calculating the mass and composition of steel, the mass of carbon dioxide released, and the mass and composition of the resulting slag;
- Heat balance equations for calculating the total heat consumption, metal, and overheating temperatures;
- Equations for calculating the slag corrosion characteristics;
- Equations for calculating the ultimate solubility of the refractory phase in converter slag.
- 1.
- Generation of images indicating the date, time, and number of melting, as well as the degree of wear of the working lining. The operation of the converter is subject to an operating restriction with a residual lining layer of less than 40% of the initial state. Further converter operation is dangerous.
- 2.
- Determination of the average residual thickness of the working layer, localization of places of increased wear, determination of their surface area and volume, as well as the conclusion of recommendations on the type of repair and selection of repair materials.
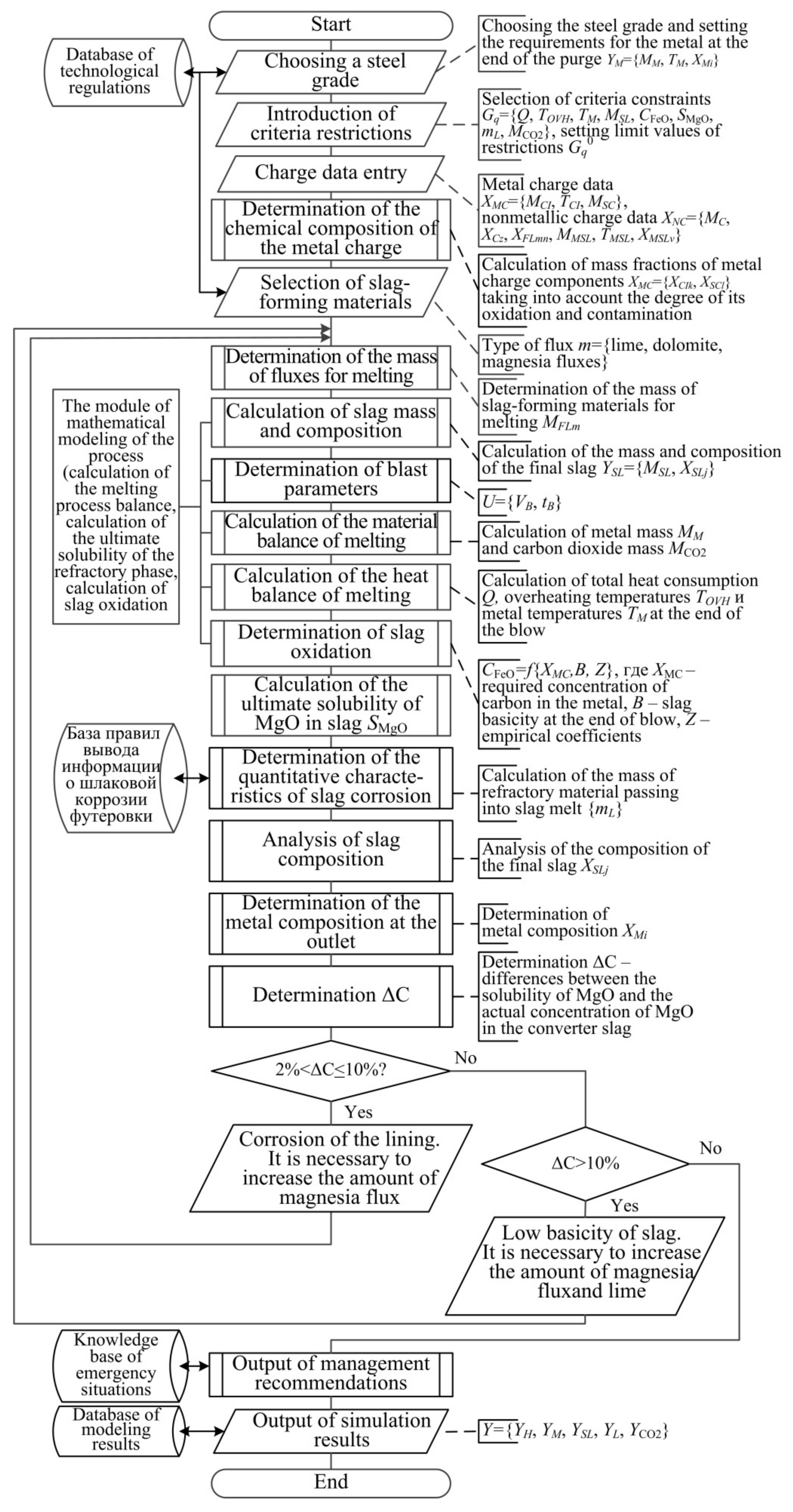
2.3. Stages of Solving the Problem of Resource and Energy Saving Control
- The choice of steel grade XMi, determination of the metal mass MM, and metal temperature TM;
- Selection and setting of criteria restrictions values, Gq = {Q, TOVH, TM, MSL, CFeO, SMgO, mL, MCO2};
- Determination of scrap mass MSC and cast iron mass MCI, and calculation of mass fractions of chemical components of the metallic charge {XCIk, XSCl} taking into account the degree of its oxidation and contamination;
- Determination of the mass and composition of the non-metallic charge XNC = {MC, XCz, XFLmn, MMSL, TMSL, XMSLv}, including the choice of fluxes;
- Determination of the mass of fluxes MFLm for melting for effective neutralization of converter slag;
- Calculation of quantity MSL and the chemical composition of the slag XSLj, formed in the process of converter melting of steel as a result of the oxidation of metallic charge impurities and the dissolution of non-metallic materials;
- Calculation of blast parameters VB (9), tB (11);
- Calculation of the material balance (7)–(8) and (10) of the process, including the calculation of the mass of the metal MM and the mass of carbon dioxide MCO2;
- Calculation of the thermal balance (12)–(13) of the converter melting (determination of the total heat consumption Q, overheating temperature TOVH (15), and the temperature of the metal at the end of the purge TM (14));
- Determination of slag oxidation (the higher the oxidation of slag, the higher its aggressiveness towards the refractory converter lining);
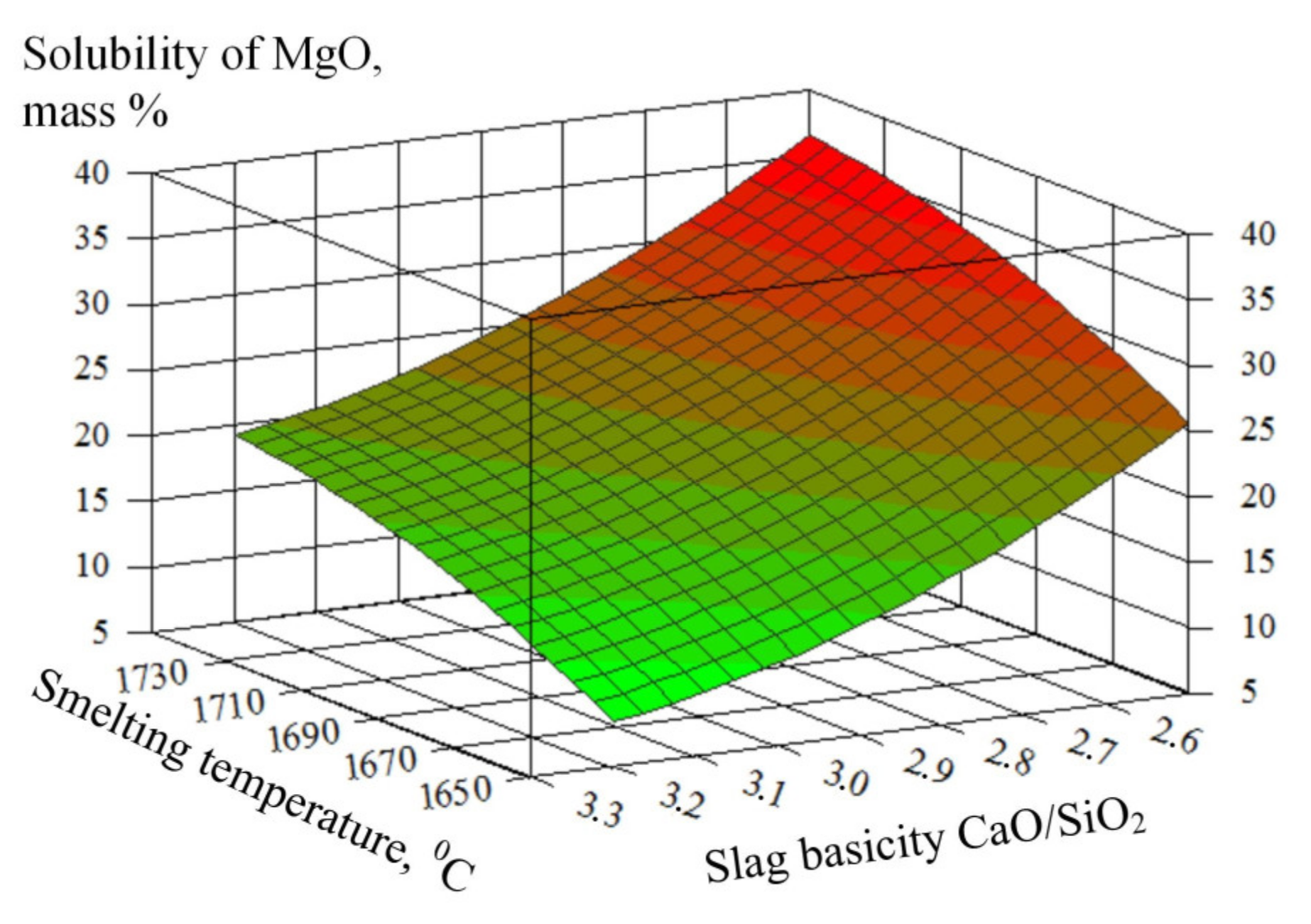
- Determination of the ultimate solubility of the refractory phase (MgO) in the converter slag;
- Determination of slag corrosion characteristics mL;
- Prediction of the aggressiveness of the slag in relation to the converter lining based on the analysis of the temperature and chemical composition of the slag. To reduce the aggressiveness of the slag, its chemical composition is modified to the area of the primary crystallization of MgO, saturating the melt with magnesium oxide by using various magnesia slag-forming additives [47] (16);
- Calculation of the metal qualitative composition YM = {XMi};
- Slag composition analysis XSLj and its modification in order to purposefully impart the properties necessary in the production of useful products;
- Output of simulation results and control recommendations Y = {YH, YM, YSL, YL, YCO2}.
3. Results of Testing and Practical Implementation of the System
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Danilov, N.; Silin, V.; Dobrodey, V.; Popov, V. Energy Problems of the Rational Use of the Economic Potential of the Region; WIT Press: Billerica, MA, USA, 2014; Volume 190, pp. 419–423. [Google Scholar] [CrossRef] [Green Version]
- Pavlov, A.; Spirin, N.; Beginyuk, V.; Lavrov, V.; Gurin, I. Analysis of slag mode of blast furnace melting using model decision support systems. Izv. Ferr. Metall. 2022, 65, 413–420. [Google Scholar] [CrossRef]
- Lisienko, V.G.; Malikov Yu, K.; Titaev, A.A.; Khodakov, E.V. Safe and Energy-efficient Thermal Modes of the Mine Air Heating Systems. Occup. Saf. Ind. 2022, 2, 81–87. [Google Scholar] [CrossRef]
- Lisienko, V.; Shchelokov, Y.; Lapteva, A. Energy benefits of the coke-free production of ferrous metals. Steel Transl. 2008, 38, 733–738. [Google Scholar] [CrossRef]
- Kazarinov, L.; Barbasova, T.; Rozhko, E. A Method for Stabilizing Blast Furnace Process Thermal State. In Proceedings of the International Russian Automation Conference (RusAutoCon), Sochi, Russia, 5–11 September 2021. [Google Scholar] [CrossRef]
- Kolesnikova, O.; Kazarinov, L.; Prosoedov, R. Automation of Steam Boiler Load Regulation at the Electric Power Station of an Iron and Steel Enterprise. In Proceedings of the 2019 IEEE Russian Workshop on Power Engineering and Automation of Metallurgy Industry: Research & Practice (PEAMI), Magnitogorsk, Russia, 4–5 October 2019; pp. 110–115. [Google Scholar] [CrossRef]
- Giampieri, A.; Roy, S.; Vijayalakshmi, S.K.; Smallbone, A.; Roskilly, A.P. An integrated smart thermo-chemical energy network. Renew. Sustain. Energy Rev. 2022, 16, 112869. [Google Scholar] [CrossRef]
- Mohapatra, J.; Kumar, D.S. Advances in Automobile Engineering Dual Stabilization Heat Treatment in a TRIP Assisted Steel to Realize Third Generation. Adv. High Strength Steel Prop. 2022, 11, 1–6. [Google Scholar] [CrossRef]
- Hao, J.; Wu, R.; Zhou, J.; Zhou, Y.; Jiang, L. Regulation of bioinspired ion diodes: From fundamental study to blue energy harvesting. Nano Today 2022, 46, 101593. [Google Scholar] [CrossRef]
- Pitkälä, J.; Holappa, L.; Jokilaakso, A. A Study of the Effect of Alloying Elements and Temperature on Nitrogen Solubility in Industrial Stainless Steelmaking. Metall. Mater. Trans. B 2022, 53, 2364–2376. [Google Scholar] [CrossRef]
- Kozlov, V.V.; Shevchik, A.P.; Suvorov, S.A.; Arbuzova, N.V.; Kuznetsov, D.V. Modeling of the Phase Composition of Refractory and Slag Systems, Optimization of Slag Adjustment, and Stabilization of Secondary Steelmaking Slags. Refract. Ind. Ceram. 2019, 59, 502. [Google Scholar] [CrossRef]
- Borovik, S.; Lysova, G.; Chuklai, A. Kinetic Aspects of the Thermal Degradation of a Temporary Binder Modified with Vitreous Molasses for Use in Making High-Temperature Periclase Refractories. Refract. Ind. Ceram. 2014, 54, 479–484. [Google Scholar] [CrossRef]
- Metelkin, A.; Sheshukov, O.; Saveliev, M.; Shevchenko, O.; Egiazaryan, D.; Nekrasov, I.; Tkachev, A.; Elin, V. Optimization of the Slag Conditions in a Ladle Furnace. Metallurgist 2022, 66, 1–4. [Google Scholar] [CrossRef]
- Aneziris, C.G.; Hubálková, J.; Barabás, R. Microstructure Evaluation of MgO–C Refractories With TiO2- and Al-Additions. J. Eur. Ceram. Soc. 2007, 27, 73–78. [Google Scholar] [CrossRef]
- Sadrnezhaad, S.K.; Mahshid, S.; Hashemi, B.; Nemati, A. Oxidation Mechanism of C in MgO–C Refractory Bricks. J. Am. Ceram. Soc. 2006, 89, 1308–1316. [Google Scholar] [CrossRef]
- Hocquet, S.; André, S.; Erauw, J.-P.; Tirlocq, J.; Cambier, F. Characterisation of oxidation phenomena in carbon containing refractory materials for metallurgy. In Proceedings of the Unified International Technical Conference on Refractories, Dresden, Germany, 18–21 September 2007; pp. 226–229. [Google Scholar]
- Di Cecca, C.; Barella, S.; Mapelli, C.; Gruttadauria, A.; Ciuffini, A.; Mombelli, D.; Bondi, E. Thermal and chemical analysis of massive use of hot briquetted iron inside basic oxygen furnace. J. Iron Steel Res. Int. 2017, 24, 901–907. [Google Scholar] [CrossRef]
- Shapovalov, A.N. Tekhnologiya i Raschet Plavki Stali v Kislorodnykh Konverterakh [Technology and Calculation of Steel Smelting in Oxygen Converters]; MISiS: Novotroitsk, Russia, 2011. (In Russian) [Google Scholar]
- Korneeva, A.; Kornet, M. Nonparametric modeling of oxygen-converter steelmaking. Izv. Vyss. Uchebnykh Zavedenij. Chernaya Metall. 2015, 56, 24. [Google Scholar] [CrossRef] [Green Version]
- Korneeva, A.A.; Medvedev, A.V.; Raskina, A.V. About nonparametric dual control algorithm. In Proceedings of the Systems Analysis: Modeling and Control Abstracts of the International, Institute of Mathematics and Mechanics of the Ural Branch of RAS, Yekaterinburg, Russia, Conference in Memory of Academician Arkady Kryazhimskiyeas, Yekaterinburg, Russia, 3–8 October 2016; pp. 69–71. [Google Scholar]
- Kornet, M.; Raskina, A.; Korneeva, A.; Videnin, S.; Masich, I. Non-parametric algorithms of identification and control of group of technological processes in low-carbon steel production. J. Phys. Conf. Ser. 2020, 1679, 042042. [Google Scholar] [CrossRef]
- Grigorovich, K.V.; Komolova, O.A. Mathematical modeling and optimization of steelmaking technologies. In Proceedings of the ICS 2018—7th International Congress on Science and Technology of Steelmaking: The Challenge of Industry 4.0, Venice, Italy, 13–15 June 2018. [Google Scholar]
- Kolesnikov, Y.; Bigeev, V.; Sergeev, D. Modeling of steelmaking in bof based on physical, chemical and thermal processes. Izv. Vyss. Uchebnykh Zaved. Chernaya Metall. 2017, 60, 698–705. [Google Scholar] [CrossRef] [Green Version]
- Wen, D.; Zhu, Y. Research on Prediction of Oxygen Consumption in Converter Steelmaking Based on IGWO-SVM Model. J. Phys. Conf. Ser. 2021, 2010, 012138. [Google Scholar] [CrossRef]
- Cao, L.; Wang, Y.; Liu, Q.; Feng, X. Physical and Mathematical Modeling of Multiphase Flows in a Converter. ISIJ Int. 2018, 58, 573–584. [Google Scholar] [CrossRef] [Green Version]
- Lu, B.H.; Li, Y.K.; Qu, B.Z. Optimization Research on Converter Steelmaking Process Parameters Based on DOE. Key Eng. Mater. 2013, 579–580, 128–132. [Google Scholar] [CrossRef]
- Meshalkin, V. Main Directions of Engineering Theory of Energy and Resource Efficient Chemical-Technological Systems in the Conditions of Digital Economy; Russian Academy of Sciences: Moscow, Russia, 2021; pp. 34–42. [Google Scholar] [CrossRef]
- Filimonova, A.A.; Barbasova, T.A. Automated system for simulation of electricity consumption in the iron and steel plant. In Proceedings of the 2017 International Conference on Industrial Engineering, Applications and Manufacturing (ICIEAM), Chelyabinsk, Russia, 16–19 May 2017; pp. 1–4. [Google Scholar] [CrossRef]
- Nolde, K.; Morari, M. Electric load tracking scheduling of a steel plant. Comput. Chem. Eng. 2010, 34, 1899–1903. [Google Scholar] [CrossRef] [Green Version]
- Meshalkin, V.; Dovì, V.; Bobkov, V.; Belyakov, A.; Butusov, O.; Garabadzhiu, A.; Burukhina, T.; Khodchenko, S. State of the art and research development prospects of energy and resource-efficient environmentally safe chemical process systems engineering. Mendeleev Commun. 2021, 31, 593–604. [Google Scholar] [CrossRef]
- Dvoretskii, D.S.; Dvoretskii, S.I.; Ostrovskii, G.M. Integrated design of power- and resource-saving chemical processes and process control systems: Strategy, methods, and application. Theor. Found. Chem. Eng. 2008, 42, 26–36. [Google Scholar] [CrossRef]
- Meshalkin, V.; Chelnokov, V.; Makarenkov, D. Methods of Digital Engineering of Resource Energy-Saving Environmentally Safe Chemical Process Systems. Vestn. Tambov. Gos. Teh. Univ. 2021, 27, 564–575. [Google Scholar] [CrossRef]
- The World Steel Association (Worldsteel). Available online: https://www.worldsteel.org/ (accessed on 24 January 2023).
- Meshalkin, V.P.; Butusov, O.B.; Dovi, V.G.; Belozerskii, A.Y.; Chelnokov, V.V. Assessment of the Impact of the Chemical Pollution due to Metallurgical Plants on Forest Areas Using Satellite Images. Steel Transl. 2021, 51, 783–787. [Google Scholar] [CrossRef]
- Fan, Z.; Friedmann, S. Low-carbon production of iron and steel: Technology options, economic assessment, and policy. Joule 2021, 5, 829–862. [Google Scholar] [CrossRef]
- Makarova, A.; Tarasova, N.; Meshalkin, V.; Kukushkin, I.; Kudryavtseva, E.; Kantyukov, R.; Reshetova, E. Analysis of the management system in the field of environmental protection of russian chemical companies. Int. J. Qual. Res. 2018, 12, 43–62. [Google Scholar] [CrossRef]
- Holappa, L.; Kekkonen, M.; Jokilaakso, A.; Koskinen, J. A Review of Circular Economy Prospects for Stainless Steelmaking Slags. J. Sustain. Metall. 2021, 7, 806–817. [Google Scholar] [CrossRef]
- Heikkinen, E.; Leinonen, V.; Tanskanen, P.; Fabritius, T. A Computational study to estimate the possibilities to improve utilisation of stainless steelmaking slags. Calphad 2021, 75, 102349. [Google Scholar] [CrossRef]
- Salman, M.; Dubois, M.; Di Maria, A.; Van Acker, K.; Van Balen, K. Construction Materials from Stainless Steel Slags: Technical Aspects, Environmental Benefits, and Economic Opportunities. J. Ind. Ecol. 2016, 20, 854–866. [Google Scholar] [CrossRef]
- Rosales Garcia, J.; Agrela, F.; Entrenas, J.; Cabrera, M. Potential of Stainless Steel Slag Waste in Manufacturing Self-Compacting Concrete. Materials 2020, 13, 2049. [Google Scholar] [CrossRef]
- Sheen, Y.-N.; Le, D.-H.; Sun, T.-H. Innovative usages of stainless steel slags in developing self-compacting concrete. Constr. Build. Mater. 2015, 101, 268–276. [Google Scholar] [CrossRef]
- Protopopov, E.; Kuznetsov, S.; Feiler, S.; Ganzer, L.; Kalinogorsky, A. Converter steelmaking process: State, dominant trends, forecasts. IOP Conf. Ser. Mater. Sci. Eng. 2018, 411, 012002. [Google Scholar] [CrossRef] [Green Version]
- Yaroshenko, A.V.; Dagman, A.I.; Berestyukov, Y.e.V.; Nekrasov, I.A. Opyt Novolipetskogo metallurgicheskogo kombinata v razvitii konverternogo proizvodstva [Experience of the Novolipetsk Steel in the development of a converter production]. Ferr. Metall. 2013, 4, 43–48. (In Russian) [Google Scholar]
- Luk’yanov, A.V.; Protasov, A.V.; Sivak, B.A.; Shchegolev, A.P. Making BOF Steelmaking More Efficient Based on the Experience of the Cherepovets Metallurgical Combine. Metallurgist 2016, 60, 248–255. [Google Scholar] [CrossRef]
- Jalkanen, H.; Holappa, L. Chapter 1.4. Converter Steelmaking. Treatise Process Metall. 2013, 3, 223–270. [Google Scholar] [CrossRef]
- Díaz, J.; Fernández, F.J. The impact of hot metal temperature on CO2 emissions from basic oxygen converter. Environ. Sci. Pollut. Res. 2020, 27, 33–42. [Google Scholar] [CrossRef]
- Demidov, K.; Shatilov, O.; Lamukhin, A.; Zinchenko, S.; Babenko, A.; Dmitrienko, Y.; Borisova, T.; Sarychev, B.; Ovsyannikov, V.; Voronina, O. Improving Lining Resistance Using High-Magnesia Fluxes in the Converter Steelmaking Process. Refract. Ind. Ceram. 2003, 44, 13–16. [Google Scholar] [CrossRef]
- Wedrychowicz, M.; Bydałek, A.W.; Basiura, B. Analysis of slag activity on corrosion of ceramic materials in a slurry furnace. Arch. Foundry Eng. 2018, 18, 95–100. [Google Scholar] [CrossRef]
- Sheshukov, O.; Nekrasov, I.; Mikheenkov, M.; Egiazar’yan, D.; Ovchinnikova, L.; Zemlyanoi, K.; Zemlyanoi, K.; Kamenskikh, V. Effect of Refining Slag Phase Composition on Ladle Furnace Unit Lining Life1. Refract. Ind. Ceram. 2016, 57, 109–116. [Google Scholar] [CrossRef]
- Zemlyanoi, K.; Zemlyanoi, K.; Chevychelov, A.; Valuev, A.; Pomortsev, S. Periclase-Carbon Refractories Molded by a New Method1. Refract. Ind. Ceram. 2017, 58, 145–147. [Google Scholar] [CrossRef]
- Amelin, A.; Protopopov, E.; Kuznetsov, S.; Kalinogorskii, A.; Ganzer, L. Characteristic Features of the Gas Injection Process in Oxygen Converters That Use Iron-Containing Slag Produced During Steel Smelting. Metallurgist 2019, 63, 549–552. [Google Scholar] [CrossRef]
- Kozlov, V.; Shevchik, A.; Suvorov, S.; Ivanov, A.; Arbuzova, N.; Pogodina, K. Calculated and Experimental Determination of the Phase Composition of Extra-Furnace Steel Treatment Slags. Refract. Ind. Ceram. 2020, 60, 459–462. [Google Scholar] [CrossRef]
- Sheshukov, O.Y.; Nekrasov, I.V.; Mikheenkov, M.A.; Egiazar’yan, D.K.; Lobanov, D.A. Stabilization of Refining Slag by Adjusting Its Phase Composition and Giving It the Properties of Mineral Binders. Refract. Ind. Ceram. 2017, 58, 324–330. [Google Scholar] [CrossRef]
- Aksel’rod, L.; Maryasev, I.; Platonov, A. Method of Determining the Resistance of Furnace Refractories to Slag and Clinker. Refract. Ind. Ceram. 2013, 54, 135–140. [Google Scholar] [CrossRef]
- Chistyakova, T.B.; Novozhilova, I.V. Methods and Technologies of Computer Training Complexes Design for Personnel in Metallurgical Production Control. In Proceedings of the 2018 Third International Conference on Human Factors in Complex Technical Systems and Environments (ERGO)s and Environments (ERGO), St. Petersburg, Russia, 4–7 July 2018; pp. 132–136. [Google Scholar] [CrossRef]
- Galkin, A.; Sysoev, A.; Saraev, P. Variable structure objects remodelling based on neural networks. In Proceedings of the 2017 International Conference on Industrial Engineering, Applications and Manufacturing (ICIEAM), St. Petersburg, Russia, 16–19 May 2017; pp. 1–4. [Google Scholar] [CrossRef]
- Chistyakova, T.B.; Novozhilova, I.V.; Kozlov, V.V. Computer System of Industrial Data Mining for Resource-Saving Control of Steel-Smelting Converter Production. In Proceedings of the 2019 1st International Conference on Control Systems, Mathematical Modelling, Automation and Energy Efficiency (SUMMA), Lipetsk, Russia, 20–22 November 2019; pp. 523–526. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name of the Component | Chemical Composition, % | Mass, t | Temperature, °C | ||||
|---|---|---|---|---|---|---|---|
| Si | Mn | C | P | S | |||
| Scrap | 0.2 | 0.05 | 0.1 | 0.4 | 0.04 | 110 | – |
| Cast iron | 0.6 | 0.7 | 4.0 | 0.15 | 0.025 | 290 | 1440 |
| Name of the Flux | Fluxes’ Chemical Composition | Mass, t | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| CaO | SiO2 | MgO | Fe2O3 | FeO | MnO | Al2O3 | CaCO3 | MgCO3 | ||
| Lime | 95 | 3 | 1 | 0 | 0 | 0 | 0 | 1 | 0 | 15 |
| Dolomite | 32 | 3 | 22 | 0 | 0 | 0 | 0 | 26 | 17 | 2 |
| Bauxite | 5 | 10 | 5 | 0 | 10 | 0 | 70 | 0 | 0 | 0.5 |
| FOM | 11 | 2 | 78 | 0 | 7 | 0 | 0 | 2 | 0 | 5 |
| Name of the Component | Mass, t |
|---|---|
| Molten metal | 360.327 |
| Slag | 51.979 |
| Gas | 30.156 |
| Excess blast | 2112 |
| Takeaways and outliers | 8.0 |
| Iron losses with dust | 3025 |
| Total | 455.599 |
| Source of Receipt | CO | CO2 | Total |
|---|---|---|---|
| Carbon oxidation | 23.880 | 4.186 | 28.048 |
| Decomposition of CaCO3 | – | 0.477 | 0.477 |
| Afterburning of the CO part | –2388 | 3.753 | 1365 |
| Decomposition of MgCO3 | – | 0.267 | 0.267 |
| Total, kg | 21.492 | 8.664 | 30.156 |
| Total, m3 | 17.194 | 4.411 | 21.605 |
| Gas composition, % | 0.713 | 0.287 | 100.000 |
| The Arrival of Heat | Heat Consumption | ||||
|---|---|---|---|---|---|
| Input Items | kJ | % | Output Items | kJ | % |
| Physical heat of liquid cast iron | 375,231,000 | 51.37 | Physical heat of molten metal | 523,112,726 | 71.61 |
| Thermal effect of oxidation reactions | 270,471,080 | 37.03 | Physical heat of slag | 93,430,806 | 12.78 |
| Chemical heat of formation of iron oxides of slag | 62,952,165 | 8.62 | The cost of heat for the decomposition of iron oxides | 1,371,590 | 0.19 |
| Thermal effect of slag formation reactions | 17,035,596 | 2.32 | Physical heat of the exhaust gases | 72,464,480 | 9.92 |
| Afterburning heat of CO | 4,823,760 | 0.66 | Heat losses with outflows and emissions | 10,854,400 | 1.49 |
| Heat costs for dust formation | 5,220,013 | 0.72 | |||
| Heat on the decomposition of carbonates | 2,144,178 | 0.29 | |||
| Heat losses | 21,915,408 | 3.00 | |||
| Total | 730,513,601 | 100 | Total | 730,513,601 | 100 |
| Name of the Indicator | Calculated Data | Industrial Data | |
|---|---|---|---|
| Chemical composition of the metal XMi, % mass. | C | 0.05 | 0.054 |
| Si | 0.004 | 0.004 | |
| Mn | 0.08 | 0.069 | |
| S | 0.024 | 0.016 | |
| P | 0.009 | 0.005 | |
| Chemical composition of the final slag XSLj, % mass. | CaO | 38.95 | 39.2 |
| SiO2 | 11.81 | 11.0 | |
| MgO | 12.21 | 13.6 | |
| FeO | 29.65 | 29.3 | |
| Al2O3 | 2.91 | 2.6 | |
| MnO | 3.45 | 3.0 | |
| P2O5 | 0.76 | 0.66 | |
| S | 0.077 | 0.073 | |
| Parameter Identifier | Parameter Value | Units of Measurement | Result |
|---|---|---|---|
| CaO/SiO2 | 3.3 | % | Lining corrosion. Increase the amount of magnesia flux by 50 kg |
| tM | 1650 | °C | |
| 9.3 | % | ||
| 13.6 | % | ||
| ∆C | 4.3 | % |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chistyakova, T.; Novozhilova, I.; Kozlov, V.; Shevchik, A. Resource and Energy Saving Control of the Steelmaking Converter Process, Taking into Account Waste Recycling. Energies 2023, 16, 1302. https://doi.org/10.3390/en16031302
Chistyakova T, Novozhilova I, Kozlov V, Shevchik A. Resource and Energy Saving Control of the Steelmaking Converter Process, Taking into Account Waste Recycling. Energies. 2023; 16(3):1302. https://doi.org/10.3390/en16031302
Chicago/Turabian StyleChistyakova, Tamara, Inna Novozhilova, Vladimir Kozlov, and Andrey Shevchik. 2023. "Resource and Energy Saving Control of the Steelmaking Converter Process, Taking into Account Waste Recycling" Energies 16, no. 3: 1302. https://doi.org/10.3390/en16031302