

Multi-Criteria Analysis of the Influence of Lignocellulosic Biomass Pretreatment Techniques on Methane Production

Abstract
:1. Introduction
2. Materials and Methods
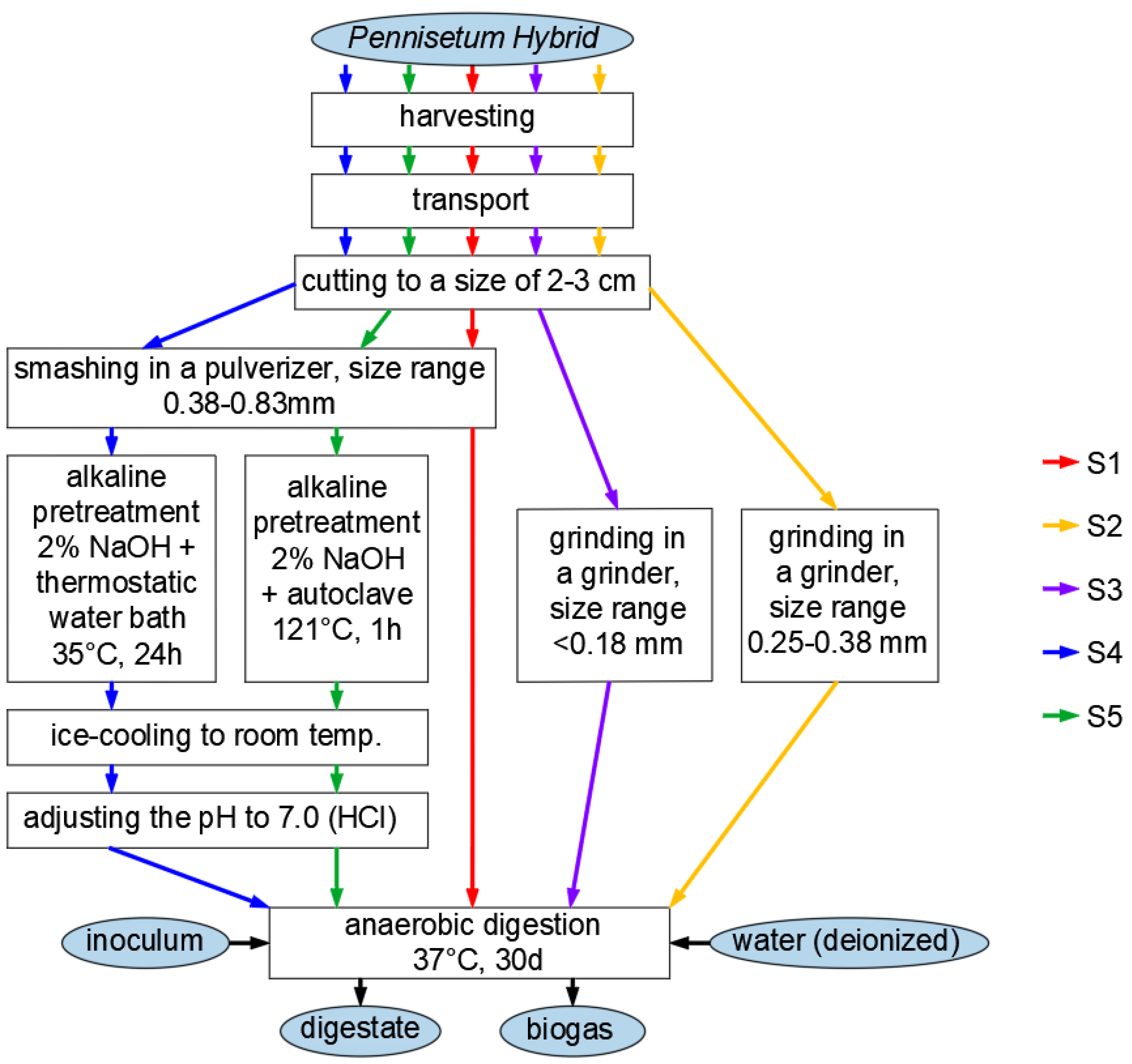
2.1. System Description
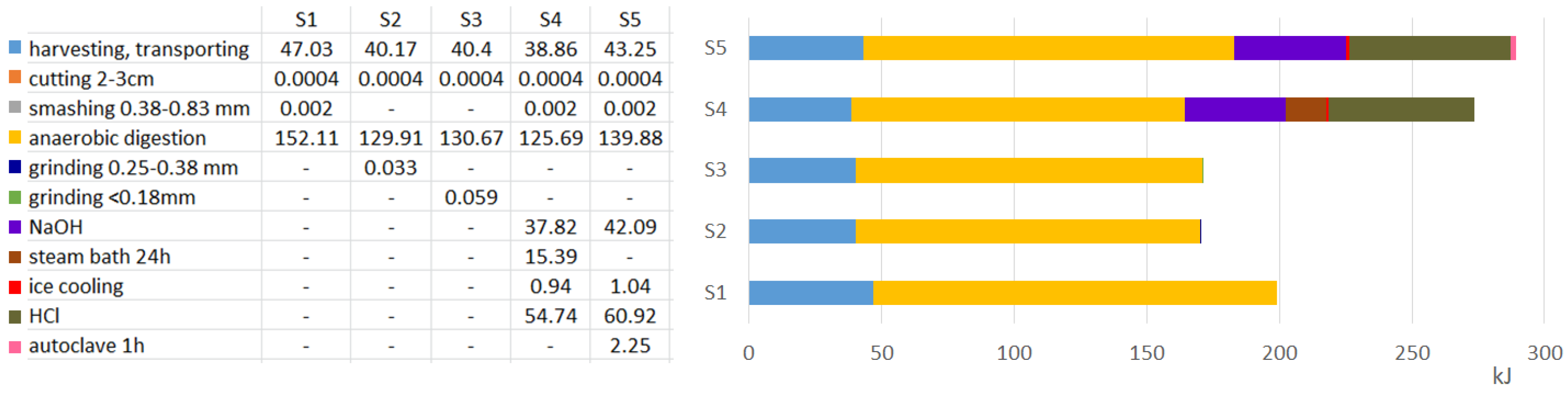
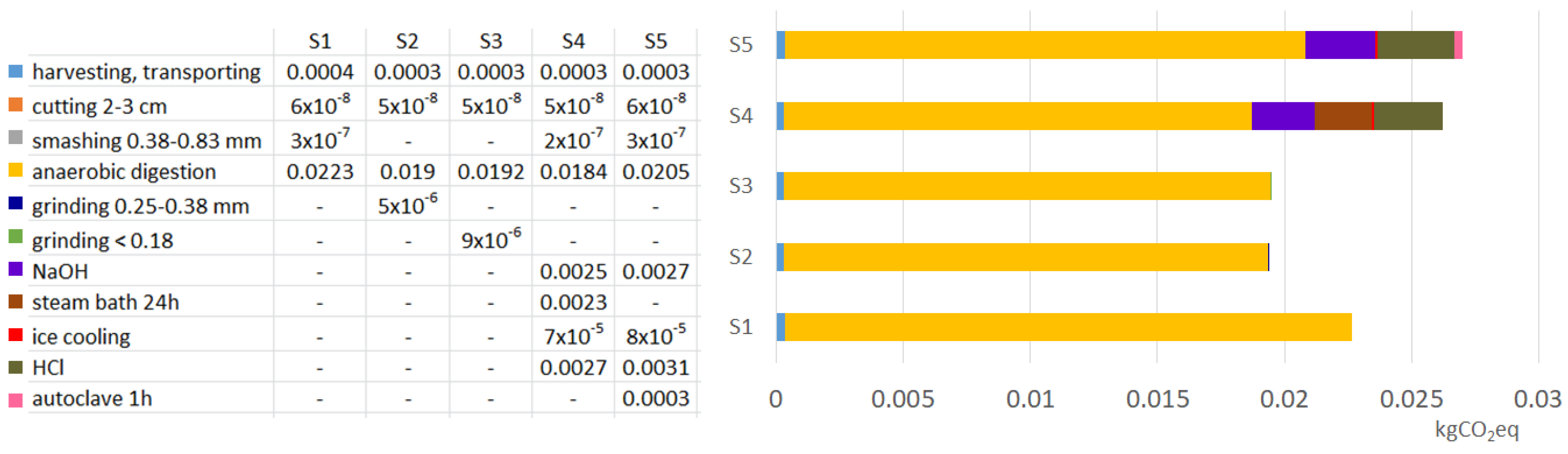
2.2. Methods of Environmental, Technical, and Economic Criteria Assessment
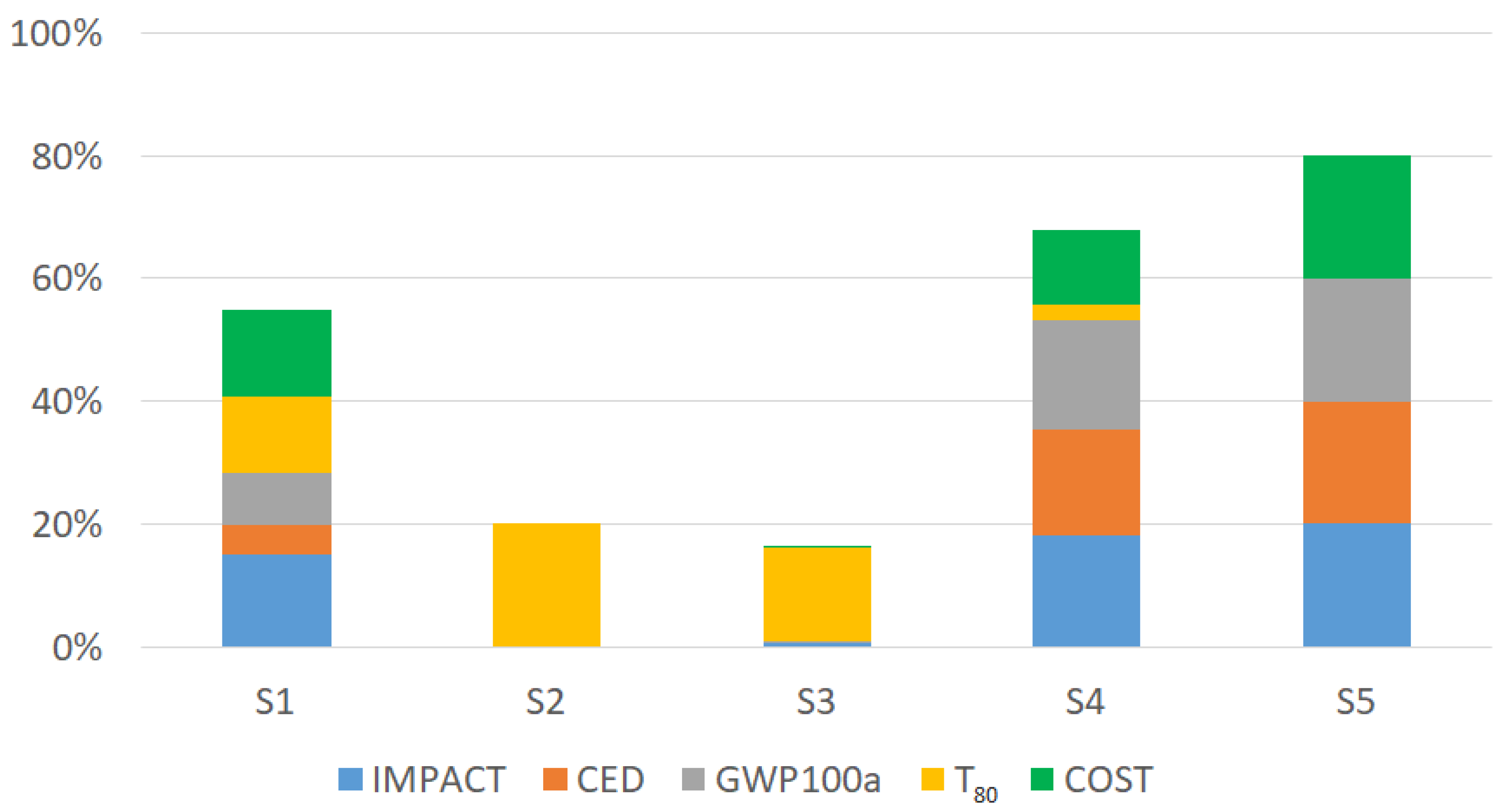
2.3. The Weighted Sum Method (WSM) as a Method of Multi-Criteria Analysis
3. Results
3.1. Results of Selected Criterion Analysis
3.2. WSM Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shirzad, M.; Panahi, H.K.S.; Dashti, B.B.; Rajaeifar, M.A.; Aghbashlo, M.; Tabatabaei, M. A comprehensive review on electricity generation and GHG emission reduction potentials through anaerobic digestion of agricultural and livestock/slaughterhouse wastes in Iran. Renew. Sust. Energy Rev. 2019, 111, 571–594. [Google Scholar] [CrossRef]
- Bilal, M.; Iqbal, H.M.N. Recent advancements in the Life Cycle Analysis of lignocellulosic biomass. Curr. Sust. Renew. Energy Rep. 2020, 7, 100–107. [Google Scholar]
- Ziemiński, K.; Romanowska, I.; Kowalska-Wentel, M.; Cyran, M. Effects of hydrothermal pretreatment of sugar beet pulp for methane production. Bioresour. Technol. 2014, 166, 187–193. [Google Scholar] [CrossRef] [PubMed]
- Aghbashlo, M.; Mandegari, M.; Tabatabaei, M.; Farzad, S.; Soufiyan, M.M.; Görgens, J.F. Exergy analysis of a lignocellulosic-based biorefinery annexed to a sugarcane mill for simultaneous lactic acid and electricity production. Energy 2018, 149, 623–638. [Google Scholar] [CrossRef]
- Rebello, S.; Anoopkumar, A.N.; Aneesh, E.M.; Sindhu, R.; Binod, P.; Pandey, A. Sustainability and life cycle assessments of lignocellulosic and algal pretreatments. Bioresour. Technol. 2020, 30, 122678. [Google Scholar] [CrossRef]
- Soltanian, S.; Aghbashlo, M.; Almasi, F.; Hosseinzadeh-Bandbafha, H.; Nizami, A.S.; Ok, Y.S.; Lam, S.S.; Tabatabaei, M. A critical review of the effects of pretreatment methods on the exergetic aspects of lignocellulosic biofuels. Energy Convers. Manag. 2020, 212, 112792. [Google Scholar] [CrossRef]
- Mirmohamadsadeghi, S.; Karimi, K.; Azarbaijani, R.; Parsa Yeganeh, L.; Angelidaki, I.; Nizami, A.S.; Bhat, R.; Dashora, K.; Vijay, V.K.; Aghbashlo, M.; et al. Pretreatment of lignocelluloses for enhanced biogas production: A review on influencing mechanisms and the importance of microbial diversity. Renew. Sust. Energy Rev. 2021, 135, 110173. [Google Scholar] [CrossRef]
- Muldoon, D.K. Simulation of Hybrid Pennisetum production in Australia. Agric. Syst. 1979, 4, 39–47. [Google Scholar] [CrossRef]
- Kang, X.; Sun, Y.; Li, L.; Kong, X.; Yuan, Z. Improving methane production from anaerobic digestion of Pennisetum Hybrid by alkaline pretreatment. Bioresour. Technol. 2018, 255, 205–212. [Google Scholar] [CrossRef]
- Moiser, N.; Wyman, C.; Dale, B.; Elander, R.; Lee, Y.Y.; Holtzapple, M.; Ladisch, M. Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresour. Technol. 2005, 96, 673–686. [Google Scholar] [CrossRef]
- Karki, B.; Maurer, D.; Jung, S. Efficiency of pretreatments for optimal enzymatic saccharification of soybean fiber. Bioresour. Technol. 2011, 102, 6522–6528. [Google Scholar] [CrossRef] [PubMed]
- Zheng, Y.; Zhao, J.; Xu, F.; Li, Y. Pretreatment of lignocellulosic biomass for enhanced biogas production. Prog. Energy Combust. Sci. 2014, 42, 35–53. [Google Scholar] [CrossRef]
- Alvira, P.; Tomás-Pejó, E.; Ballesteros, M.; Negro, M.J. Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis: A review. Bioresour. Technol. 2010, 101, 4851–4861. [Google Scholar] [CrossRef] [PubMed]
- Harmsen, P.; Huijgen, W.; Bermudez, L.; Bakker, R. Literature Review of Physical and Chemical Pretreatment Processes for Lignocellulosic Biomass; Wageningen UR Food & Biobased Research: Wageningen, The Netherlands, 2010. [Google Scholar]
- Akhand, M.M.; Blancas, A.M. Optimization of NMMO Pretreatment of Straw for Enhanced Biogas Production. Master Thesis, University of Borås, Borås, Sweden, 2012. [Google Scholar]
- Rodriguez, C.; Alaswad, A.; El-Hassan, Z.; Olabi, A.G. Improvement of methane production from P. canaliculata through mechanical pretreatment. Renew. Energy 2018, 19, 73–78. [Google Scholar] [CrossRef]
- Muller, J.A.; Winter, A.; Struenkmann, G. Investigation and assessment of sludge pre-treatment processes. Water Sci. Technol. 2004, 49, 97–104. [Google Scholar] [CrossRef] [PubMed]
- Mosier, N.; Hendrickson, R.; Ho, N.; Sedlak, M.; Ladisch, M.R. Optimization of pH controlled liquid hot water pretreatment of corn stover. Bioresour. Technol. 2005, 96, 1986–1993. [Google Scholar] [CrossRef] [PubMed]
- Song, Z.; Yang, G.; Liu, X.; Yan, Z.; Yuan, Y.; Liao, Y. Comparison of seven chemical pretreatments of corn straw for improving methane yield by anaerobic digestion. PLoS ONE 2014, 9, e93801. [Google Scholar] [CrossRef]
- Li, J.H.; Zhang, R.H.; Siddhu, M.A.H.; He, Y.F.; Wang, W.; Li, Y.Q.; Chen, C.; Liu, G.Q. Enhancing methane production of corn stover through a novel way: Sequent pretreatment of potassium hydroxide and steam explosion. Bioresour. Technol. 2015, 181, 345–350. [Google Scholar] [CrossRef]
- Mathew, A.K.; Chaney, K.; Crook, M.; Humphries, A.C. Dilute acid pretreatment of oilseed rape straw for bioethanol production. Renew. Energy 2011, 36, 2424–2432. [Google Scholar] [CrossRef]
- Behera, S.; Arora, R.; Nandhagopal, N.; Kumar, S. Importance of chemical pretreatment for bioconversion of lignocellulosic biomass. Renew. Sust. Energy Rev. 2014, 36, 91–106. [Google Scholar] [CrossRef]
- Kumar, B.; Bhardwaj, N.; Agrawal, K.; Chaturvedi, V.; Verma, P. Current perspective on pretreatment technologies using lignocellulosic biomass: An emerging biorefinery concept. Fuel Process. Technol. 2020, 199, 106244. [Google Scholar] [CrossRef]
- Naik, G.P.; Poonia, A.K.; Chaudhari, P.K. Pretreatment of lignocellulosic agricultural waste for delignification, rapid hydrolysis, and enhanced biogas production: A review. J. Indian Chem. Soc. 2021, 98, 100147. [Google Scholar] [CrossRef]
- Durairaj, S.K.; Ong, S.K.; Nee, A.Y.C.; Tan, R.B.H. Evaluation of Life Cycle cost analysis methodologies. Corp. Environ. Strategy 2002, 9, 30–39. [Google Scholar] [CrossRef]
- Borrion, A.L.; McManus, M.C.; Hammond, G.P. Environmental life cycle assessment of lignocellulosic conversion to ethanol: A review. Renew. Sust. Energy Rev. 2012, 16, 4638–4650. [Google Scholar] [CrossRef]
- Torabi, F.; Ahmadi, P. Battery technologies. In Simulation of Battery Systems; Elsevier: Amsterdam, The Netherlands, 2020; pp. 1–54. [Google Scholar]
- Lewandowska, A. Environmental life cycle assessment as a tool for identification and assessment of environmental aspects in environmental management systems (EMS) part 1: Methodology. Int. J. LCA 2011, 16, 178–186. [Google Scholar] [CrossRef] [Green Version]
- Cherubini, F.; Ulgiati, S. Crop residues as raw materials for biorefinery systems—A LCA case study. Appl. Energy 2010, 87, 47–57. [Google Scholar] [CrossRef]
- Borrion, A.L.; McManus, M.; Hammond, G. Environmental life cycle assessment of bioethanol production from wheat straw. Biomass Bioenergy 2012, 47, 9–19. [Google Scholar] [CrossRef]
- Turdera, M. Energy balance, forecasting of bioelectricity generation and greenhouse gas emission balance in the ethanol production at sugarcane mills in the state of Mato Grosso do Sul. Renew. Sust. Energy Rev. 2013, 19, 582–588. [Google Scholar] [CrossRef]
- Liu, B.; Wang, F.; Zhang, B.; Bi, J. Energy balance and GHG emissions of cassava-based fuel ethanol using different planting modes in China. Energy Policy 2013, 56, 210–220. [Google Scholar] [CrossRef]
- González-García, S.; Mola-Yudego, B.; Murphy, R.J. Life cycle assessment of potential energy uses for short rotation willow biomass in Sweden. Int. J. LCA 2013, 18, 783–795. [Google Scholar] [CrossRef]
- Nuss, P.; Gardner, K.H. Attributional life cycle assessment (ALCA) of polyitaconic acid production from northeast US softwood biomass. Int. J. LCA 2013, 18, 603–612. [Google Scholar] [CrossRef]
- Chen, L.; Pelton, R.E.; Smith, T.M. Comparative life cycle assessment of fossil and bio-based polyethylene terephthalate (PET) bottles. J. Clean. Prod. 2016, 137, 667–676. [Google Scholar] [CrossRef] [Green Version]
- Aryapratama, R.; Janssen, M. Prospective life cycle assessment of bio-based adipic acid production from forest residues. J. Clean. Prod. 2017, 164, 434–443. [Google Scholar] [CrossRef] [Green Version]
- Patel, M.K.; Bechu, A.; Villegas, J.D.; Bergez-Lacoste, M.; Yeung, K.; Murphy, R.; Woods, J.; Mwabonje, O.N.; Ni, Y.; Patel, A.D.; et al. Second-generation bio-based plastics are becoming a reality-non-renewable energy and greenhouse gas (GHG) balance of succinic acid-based plastic end products made from lignocellulosic biomass. Biofuel. Bioprod. Biorefin. 2018, 12, 426–441. [Google Scholar] [CrossRef]
- Bello, S.; Salim, I.; Méndez-Trelles, P.; Rodil, E.; Feijoo, G.; Moreira Maria, T. Environmental sustainability assessment of HMF and FDCA production from lignocellulosic biomass through life cycle assessment (LCA). Holzforschung 2018, 73, 105–115. [Google Scholar] [CrossRef]
- Chuetor, S.; Champreda, V.; Laosiripojana, N. Evaluation of combined semi-humid chemo-mechanical pretreatment of lignocellulosic biomass in energy efficiency and waste generation. Bioresour. Technol. 2019, 292, 121966. [Google Scholar] [CrossRef]
- Kumar, D.; Murthy, G.S. Life cycle assessment of energy and GHG emissions during ethanol production from grass straws using various pretreatment processes. Int. J. LCA 2012, 17, 388–401. [Google Scholar] [CrossRef]
- Prasad, A.; Sotenko, M.; Blenkinsopp, T.; Coles, S.R. Life cycle assessment of lignocellulosic biomass pretreatment methods in biofuel production. Int. J. LCA 2016, 21, 44–50. [Google Scholar] [CrossRef] [Green Version]
- Smullen, E.; Finnan, J.; Dowling, D.; Mulcahy, P. The environmental performance of pretreatment technologies for the bioconversion of lignocellulosic biomass to ethanol. Renew. Energy 2019, 142, 527–534. [Google Scholar] [CrossRef]
- Van Fan, Y.; Klemeš, J.J.; Perry, S.; Lee, C.T. Anaerobic digestion of lignocellulosic waste: Environmental impact and economic assessment. J. Environ. Manag. 2019, 231, 352–363. [Google Scholar] [CrossRef]
- Żelazna, A.; Gołębiowska, J.; Zdyb, A.; Pawłowski, A. A Hybrid vs. on-grid photovoltaic system: Multicriteria analysis of environmental, economic, and technical aspects in life cycle perspective. Energies 2020, 13, 3978. [Google Scholar] [CrossRef]
- Müller-Langer, F.; Kaltschmitt, M. Biofuels from lignocellulosic biomass—A multi-criteria approach for comparing overall concepts. Biomass Convers. Biorefin. 2015, 5, 43–61. [Google Scholar] [CrossRef]
- Vamza, I.; Valters, K.; Blumberga, D. Multi-criteria analysis of lignocellulose substrate pre-treatment, environmental and climate technologies. Environ. Clim. Technol. 2020, 24, 483–492. [Google Scholar] [CrossRef]
- Kang, X.; Zhang, Y.; Song, B.; Sun, Y.; Li, L.; He, Y.; Kong, X.; Luo, X.; Yuan, Z. The effect of mechanical pretreatment on the anaerobic digestion of Hybrid Pennisetum. Fuel 2019, 252, 469–474. [Google Scholar] [CrossRef]
- Huijbregts, M.A.; Hellweg, S.; Frischknecht, R.; Hendriks, H.W.; Hungerbühler, K.; Hendriks, A.J. Cumulative energy demand as predictor for the environmental burden of commodity production. Environ. Sci Technol. 2010, 44, 2189–2196. [Google Scholar] [CrossRef] [Green Version]
- Arvesen, A.; Hertwich, E.G. More caution is needed when using life cycle assessment to determine energy return on investment (EROI). Energy Policy 2015, 76, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Hischier, R.; Weidema, B.; Althaus, H.J.; Bauer, C.; Doka, G.; Dones, R.; Nemecek, T. Implementation of Life Cycle Impact Assessment Methods; Swiss Centre for Life Cycle Inventories: Dübendorf, Switzerland, 2010. [Google Scholar]
- Frischknecht, R.; Wyss, F.; Büsser Knöpfel, S.; Lützkendorf, T.; Balouktsi, M. Cumulative energy demand in LCA: The energy harvested approach. Int. J. LCA 2015, 20, 957–969. [Google Scholar] [CrossRef]
- US EPA. Available online: https://www.epa.gov (accessed on 10 November 2022).
- Cel, W.; Pawłowski, A.; Cholewa, T. Carbon footprint as a measure of sustainability of renewable energy sources. In Diagnosing the State of the Environment. Research Methods—Forecasts; Garbacz, J.K., Ed.; Prace Komisji Ekologii i Ochrony Środowiska, Bydgoskie Towarzystwo Naukowe: Bydgoszcz, Poland, 2010; pp. 15–22. [Google Scholar]
- Jolliet, O.; Margni, M.; Charles, R.; Humbert, S.; Payet, J.; Rebitzer, G.; Rosenbaum, R. IMPACT 2002+: A new life cycle impact assessment methodology. Int. J. LCA 2003, 8, 324–330. [Google Scholar] [CrossRef] [Green Version]
- Lelek, L.; Kulczycka, J.; Lewandowska, A.; Zarebska, J. Life cycle assessment of energy generation in Poland. Int. J. LCA 2016, 21, 1–14. [Google Scholar] [CrossRef] [Green Version]
- European Biogas Association. Available online: https://www.europeanbiogas.eu/ (accessed on 24 October 2022).
- Khan, M.U.; Usman, M.; Ashraf, M.A.; Dutta, N.; Luo, G.; Zhang, S. A review of recent advancements in pretreatment techniques of lignocellulosic materials for biogas production: Opportunities and limitations. Chem. Eng. J. Adv. 2022, 10, 100263. [Google Scholar] [CrossRef]
- de Oliveira, M.C.; Bassin, I.D.; Cammarota, M.C. Microalgae and cyanobacteria biomass pretreatment methods: A comparative analysis of chemical and thermochemical pretreatment methods aimed at methane production. Fermentation 2022, 8, 497. [Google Scholar] [CrossRef]
- Amin, F.R.; Khalid, H.; Zhang, H.; Rahman, S.U.; Zhang, R.; Liu, G.; Chen, C. Pretreatment methods of lignocellulosic biomass for anaerobic digestion. AMB Express 2017, 7, 72. [Google Scholar] [CrossRef] [Green Version]
- Córdova, O.; Passos, F.; Chamy, R. Physical pretreatment methods for improving microalgae anaerobic biodegradability. Appl. Biochem. Biotechnol. 2018, 185, 114–126. [Google Scholar] [CrossRef] [PubMed]
- Eggeman, T.; Elander, R.T. Process and economic analysis of pretreatment technologies. Bioresour. Technol. 2005, 96, 2019–2025. [Google Scholar] [CrossRef] [PubMed]
- Hendriks, A.T.W.M.; Zeeman, G. Pretreatments to enhance the digestibility of lignocellulosic biomass. Bioresour. Technol. 2009, 100, 10–18. [Google Scholar] [CrossRef]
- Chen, Y.; Stevens, M.A.; Zhu, Y.; Holmes, J.; Xu, H. Understanding of alkaline pretreatment parameters for corn stover enzymatic saccharification. Biotechnol. Biofuels 2013, 6, 8. [Google Scholar] [CrossRef] [PubMed]
- Meegoda, J.N.; Li, B.; Patel, K.; Wang, L.B. A review of the processes, parameters, and optimization of anaerobic digestion. Int. J. Environ. Res. Public Health 2018, 15, 2224. [Google Scholar] [CrossRef] [Green Version]
- Delgenes, J.P.; Penaud, V.; Moletta, R. Pretreatments for the Enhancement of Anaerobic Digestion of Solid Wastes. In Biomethanization of the Organic Fraction of Municipal Solid Waste; Mata-Alvarez, J., Ed.; 13 IWA Publishing: London, UK, 2003; pp. 201–228. [Google Scholar]
- Di Girolamo, G.; Bertin, L.; Capecchi, L.; Ciavatta, C.; Barbanti, L. Mild alkaline pre-treatments loosen fibre structure enhancing methane production from biomass crops and residues. Biomass Bioenergy 2014, 71, 318–329. [Google Scholar] [CrossRef]
- Sun, S.; Zhang, Y.; Yang, Z.; Liu, C.; Zuo, X.; Tang, Y.; Wan, P.; Liu, Y.; Li, X.; Coulon, F.; et al. Improving the biodegradability of rice straw by electrochemical pretreatment. Fuel 2022, 330, 125701. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | Scenarios | ||||
|---|---|---|---|---|---|---|
| S1 | S2 | S3 | S4 | S5 | ||
| IMPACT | µPt | 17.97 | 15.35 | 15.44 | 18.52 | 18.87 |
| CED | kJ | 199.14 | 170.11 | 171.13 | 273.44 | 289.43 |
| GWP100a | kg CO2 eq | 0.0227 | 0.0194 | 0.0195 | 0.0262 | 0.0270 |
| T80 * | d | 8 | 11 | 9 | 4 | 3 |
| COST | EUR | 1.83 | 1.56 | 1.57 | 1.80 | 1.95 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zdeb, M.; Bis, M.; Przywara, A. Multi-Criteria Analysis of the Influence of Lignocellulosic Biomass Pretreatment Techniques on Methane Production. Energies 2023, 16, 468. https://doi.org/10.3390/en16010468
Zdeb M, Bis M, Przywara A. Multi-Criteria Analysis of the Influence of Lignocellulosic Biomass Pretreatment Techniques on Methane Production. Energies. 2023; 16(1):468. https://doi.org/10.3390/en16010468
Chicago/Turabian StyleZdeb, Magdalena, Marta Bis, and Artur Przywara. 2023. "Multi-Criteria Analysis of the Influence of Lignocellulosic Biomass Pretreatment Techniques on Methane Production" Energies 16, no. 1: 468. https://doi.org/10.3390/en16010468