
Effects of Grain Size and Layer Thickness on the Physical and Mechanical Properties of 3D-Printed Rock Analogs
 , ,
, ,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
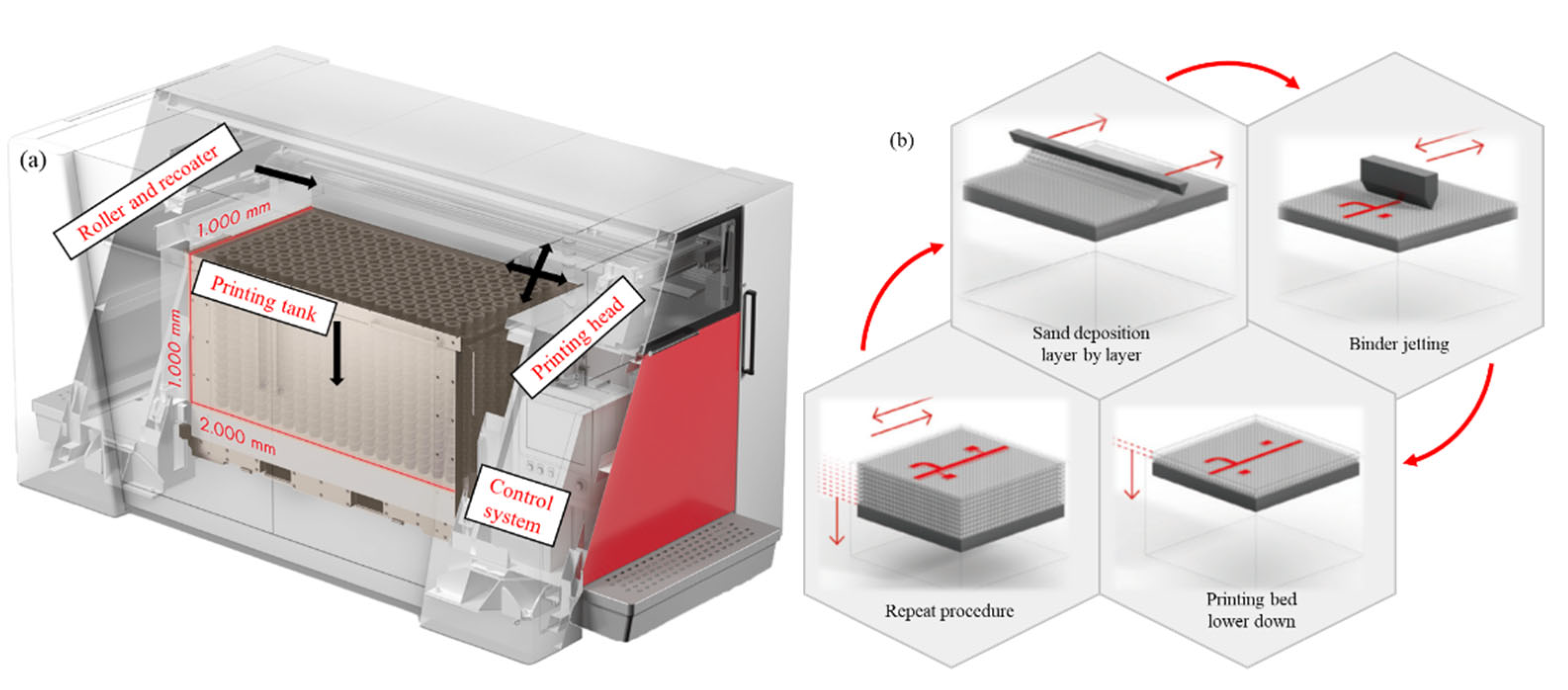
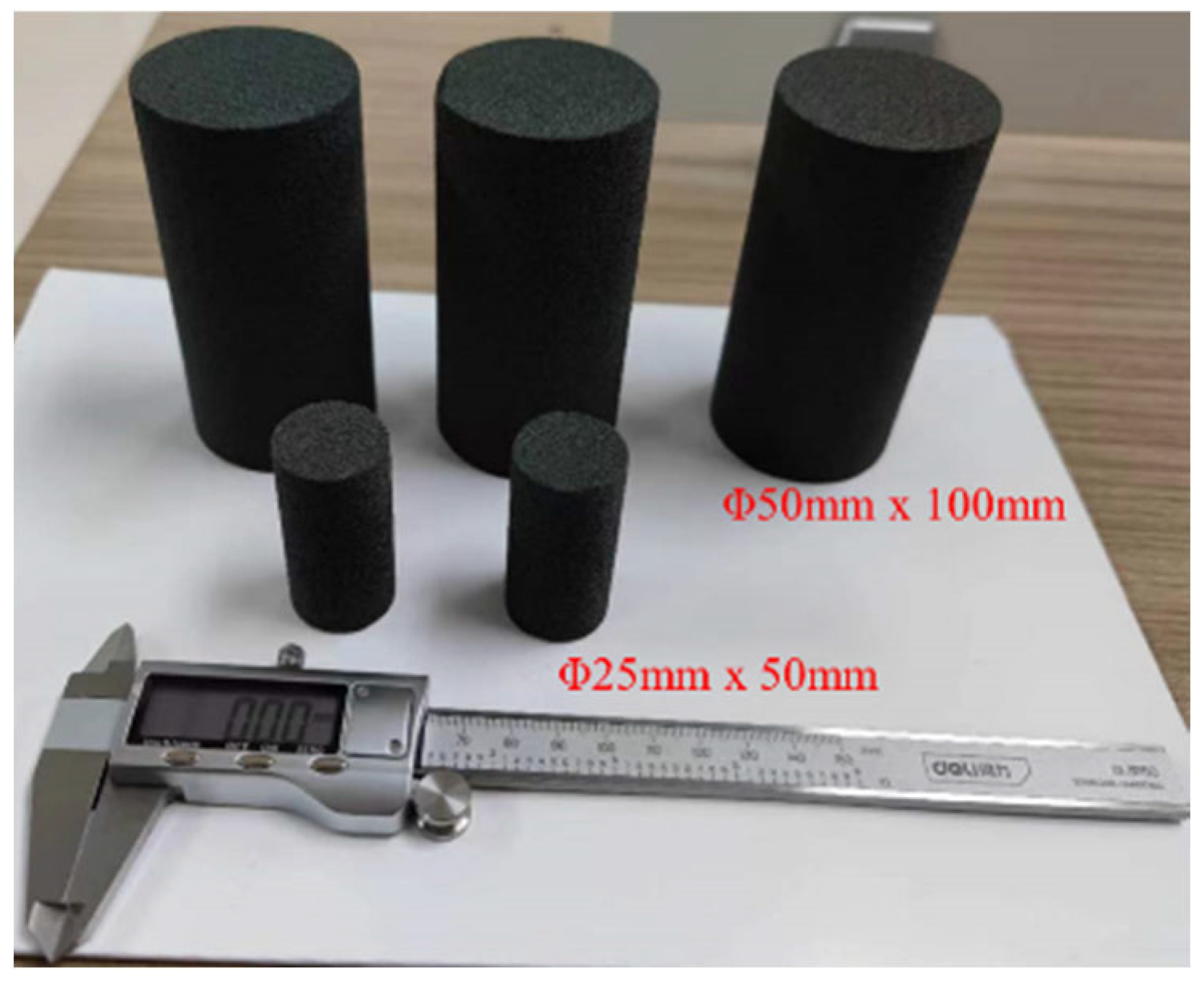
2.1. 3D Printing of Rock Analogs
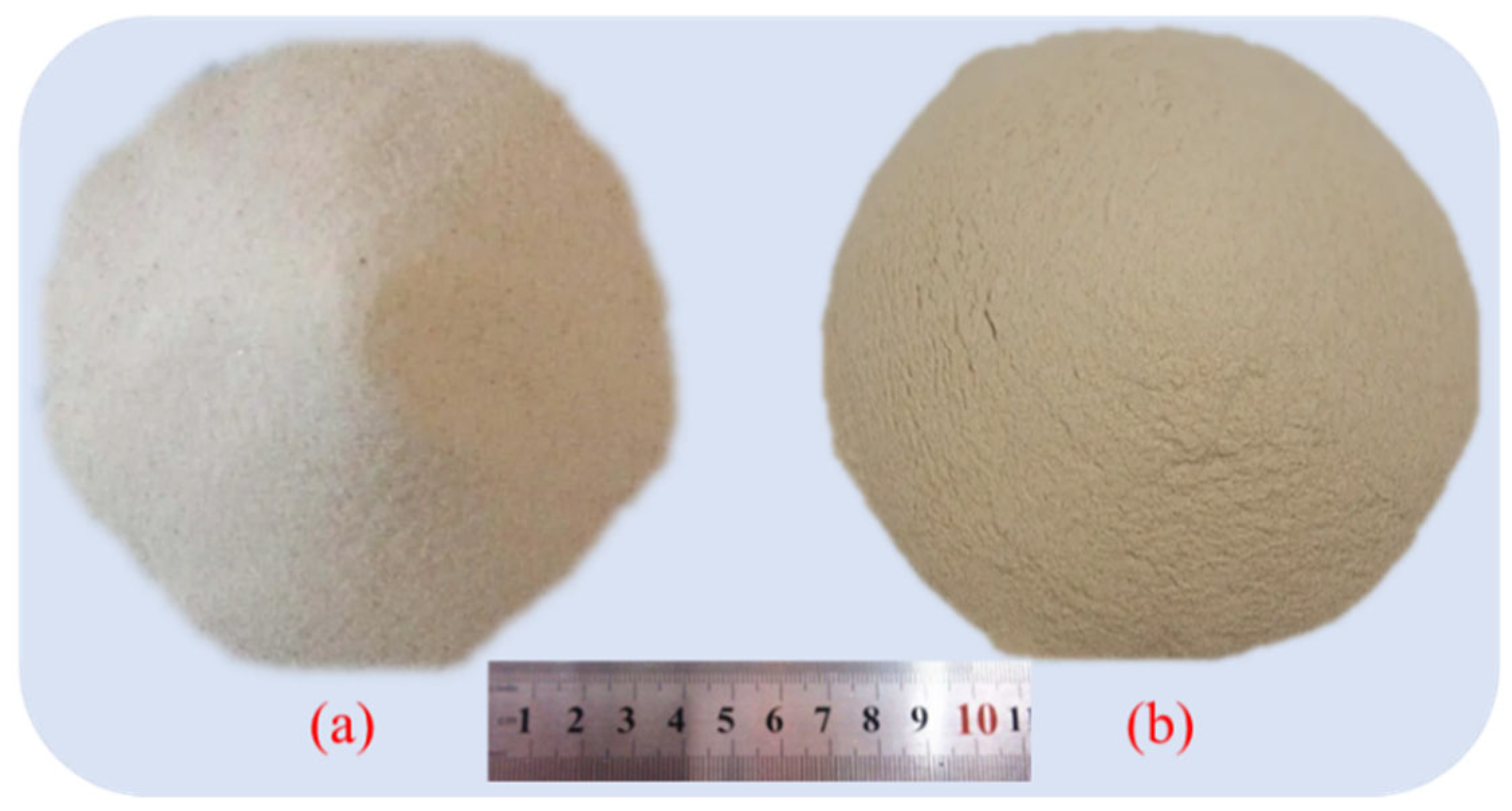
2.2. Matrix Material and Printing Parameters
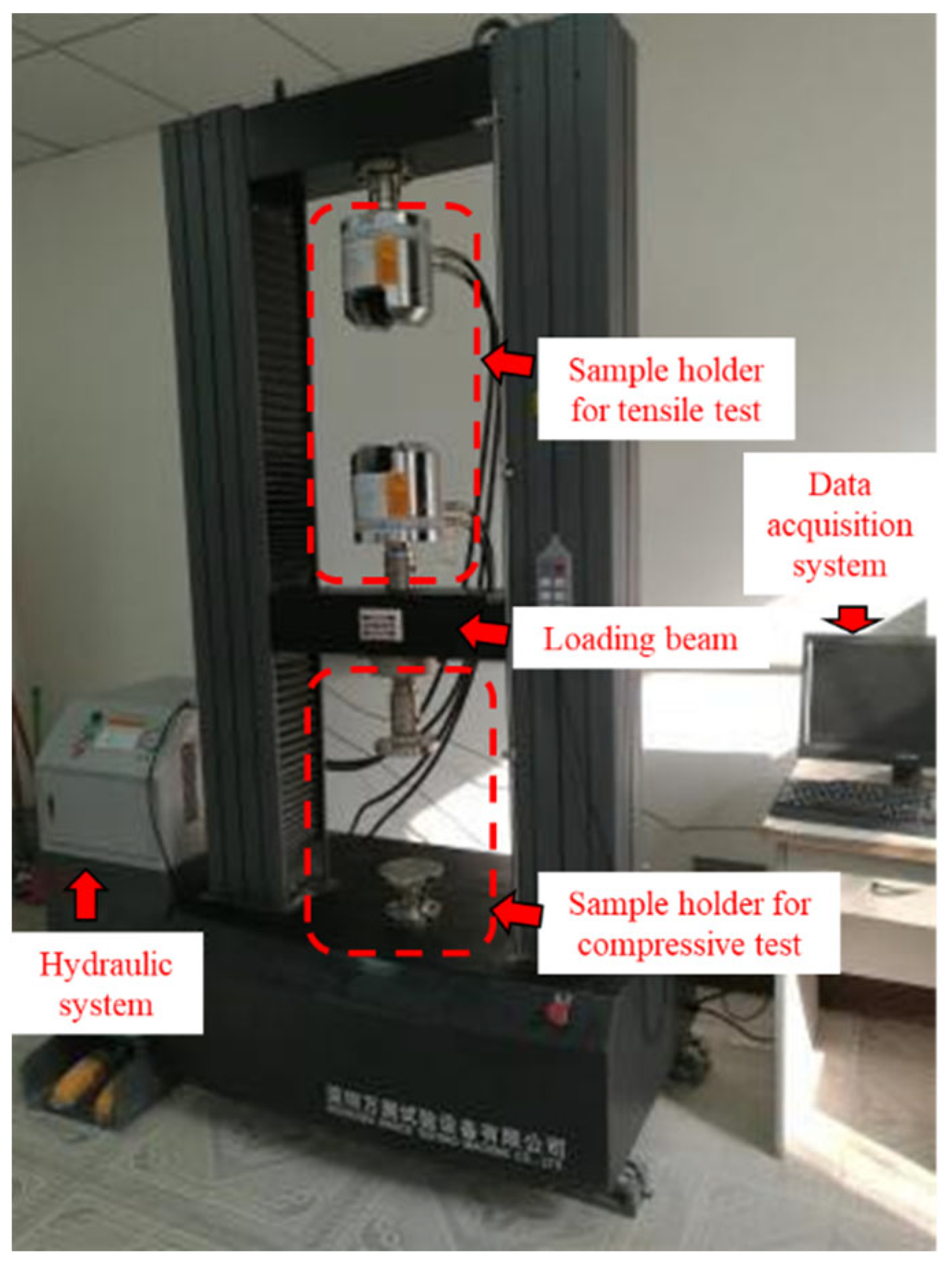
2.3. Uniaxial Compression Testing
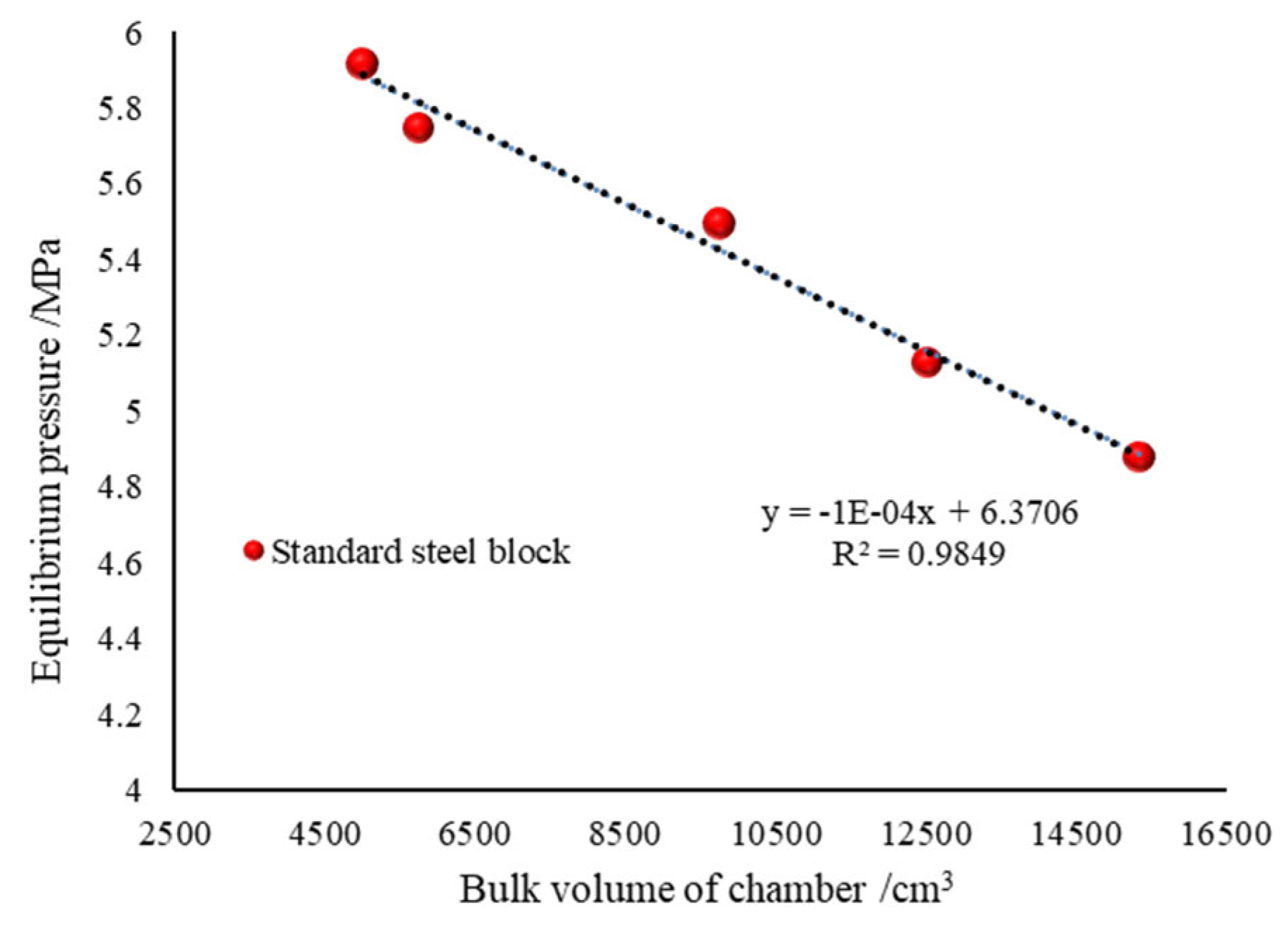
2.4. Physical Properties Measurements
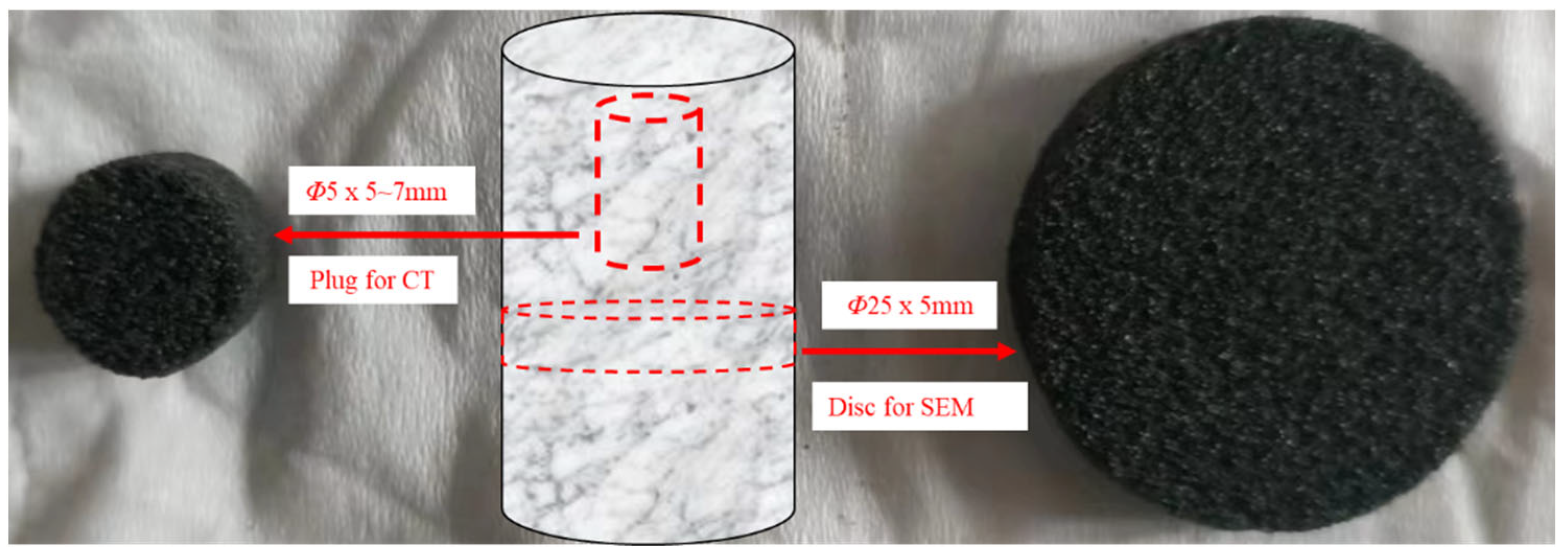
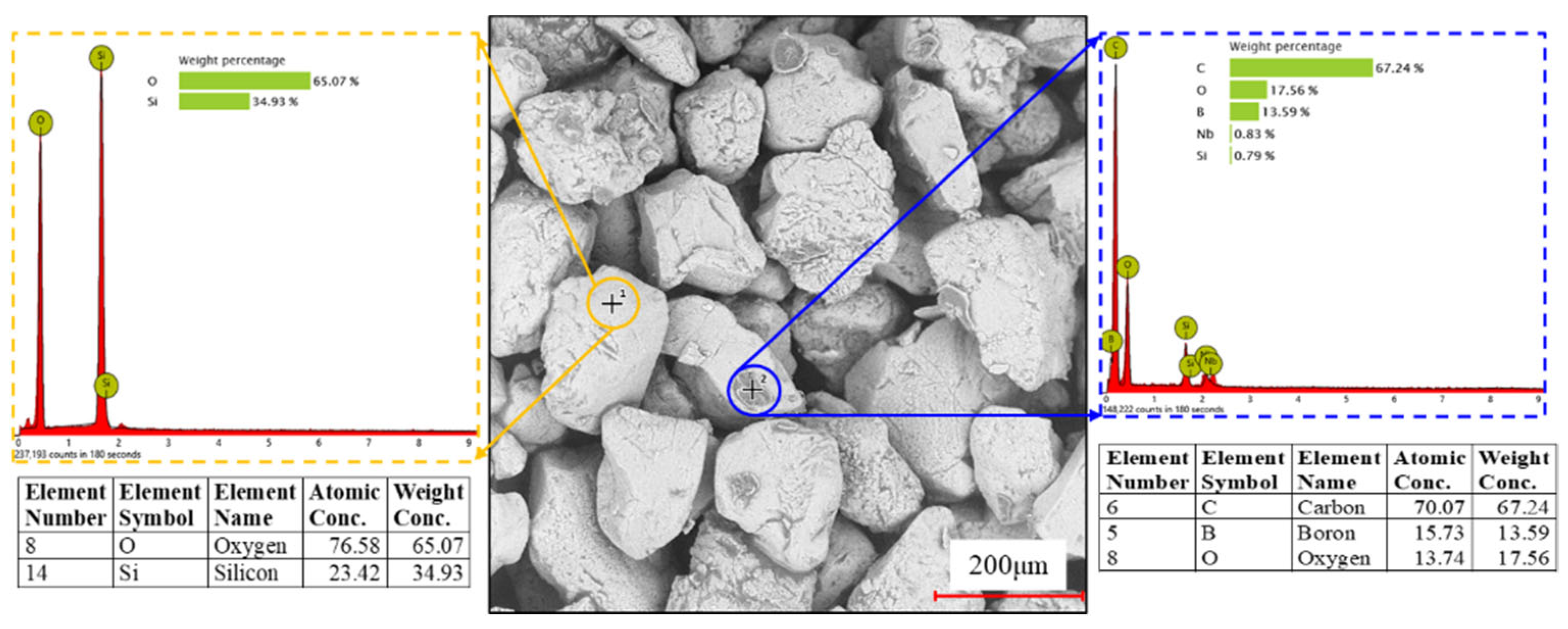
2.5. Microscopic Structure Characterization
3. Results and Discussion
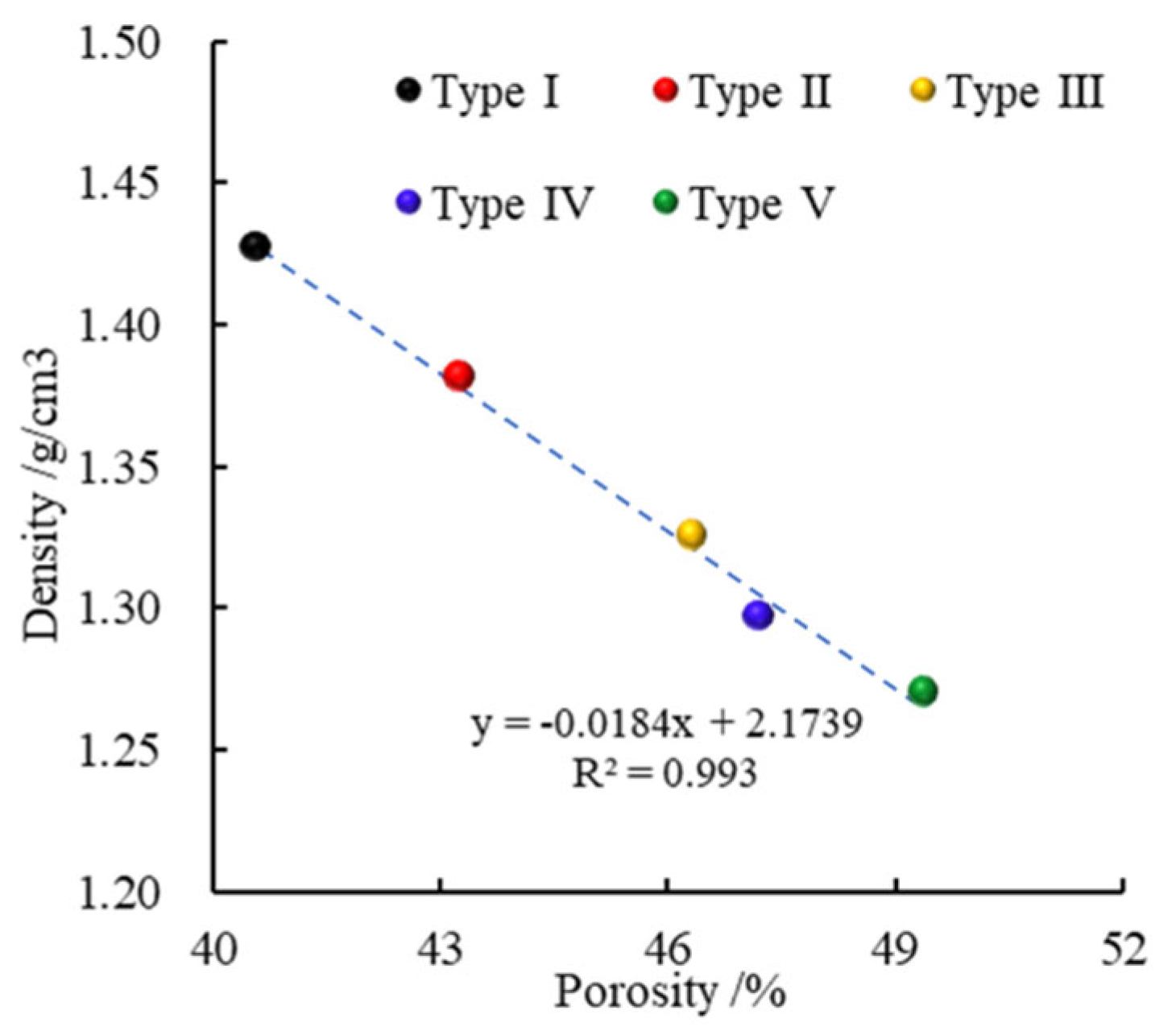
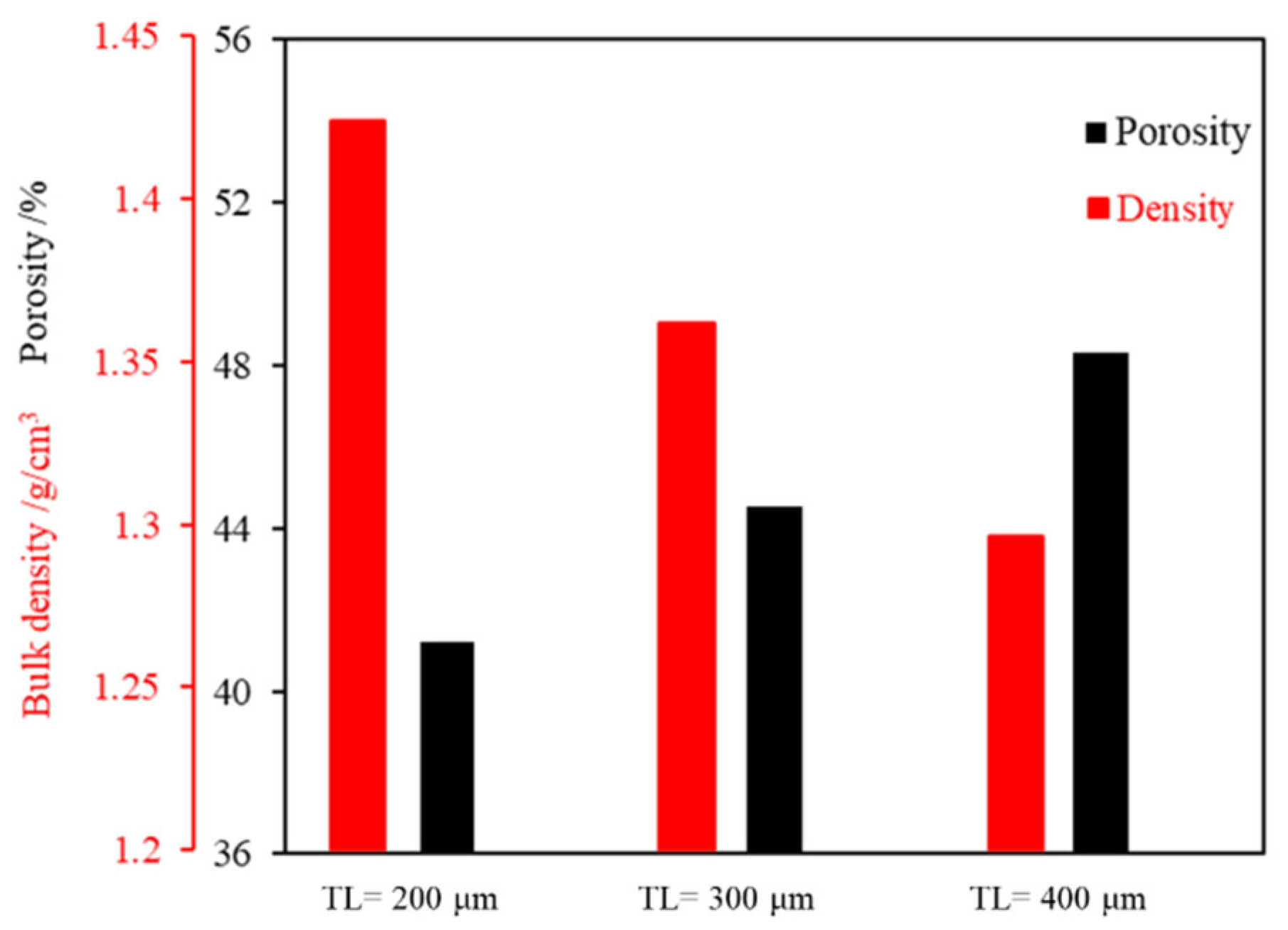
3.1. Porosity and Density
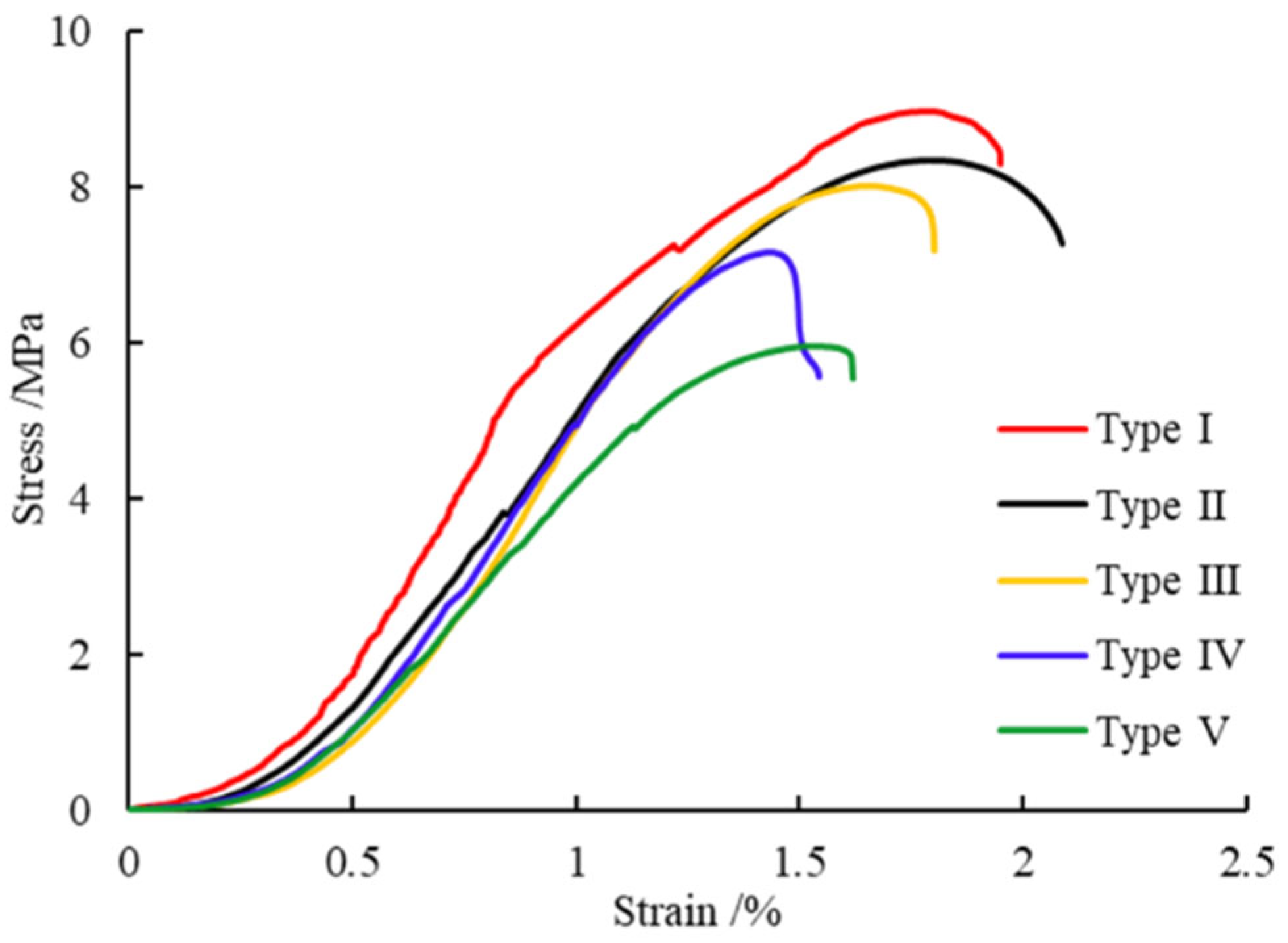
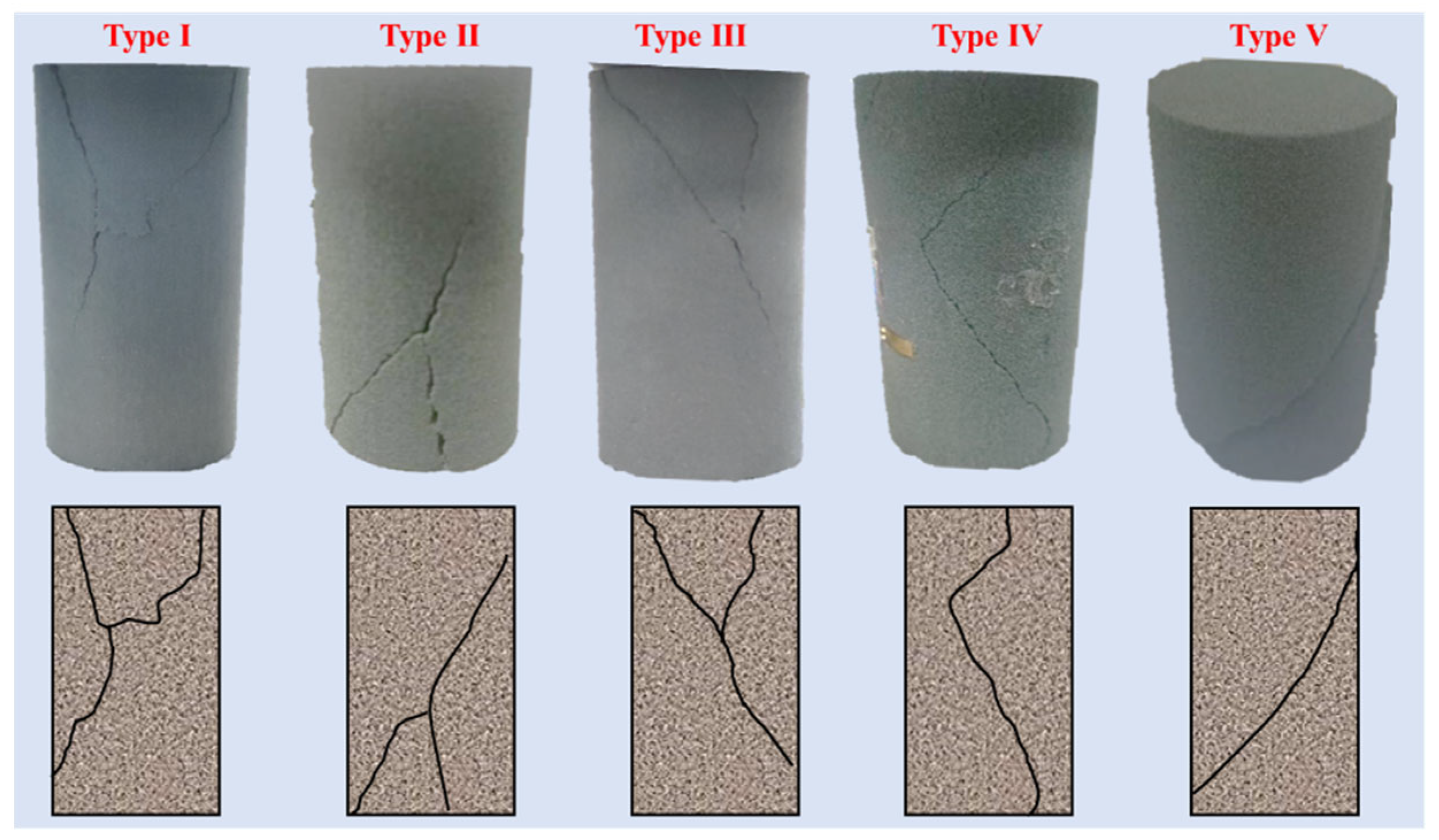
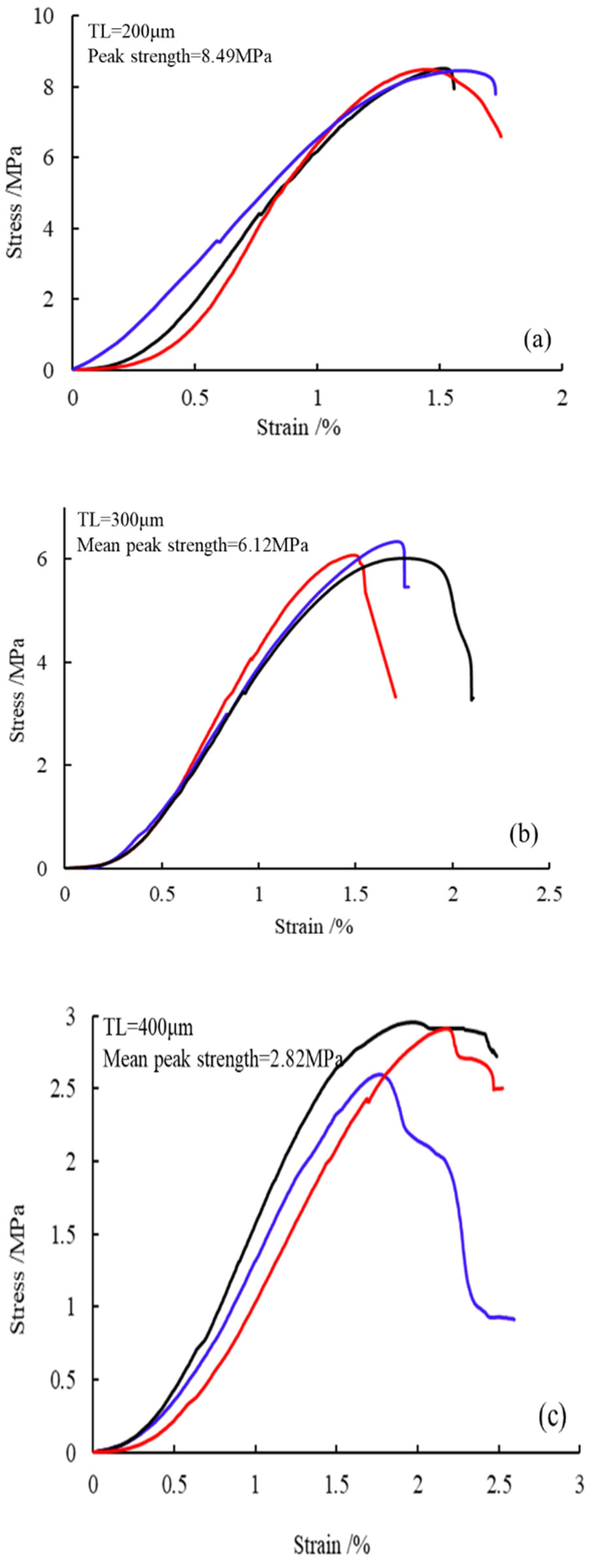
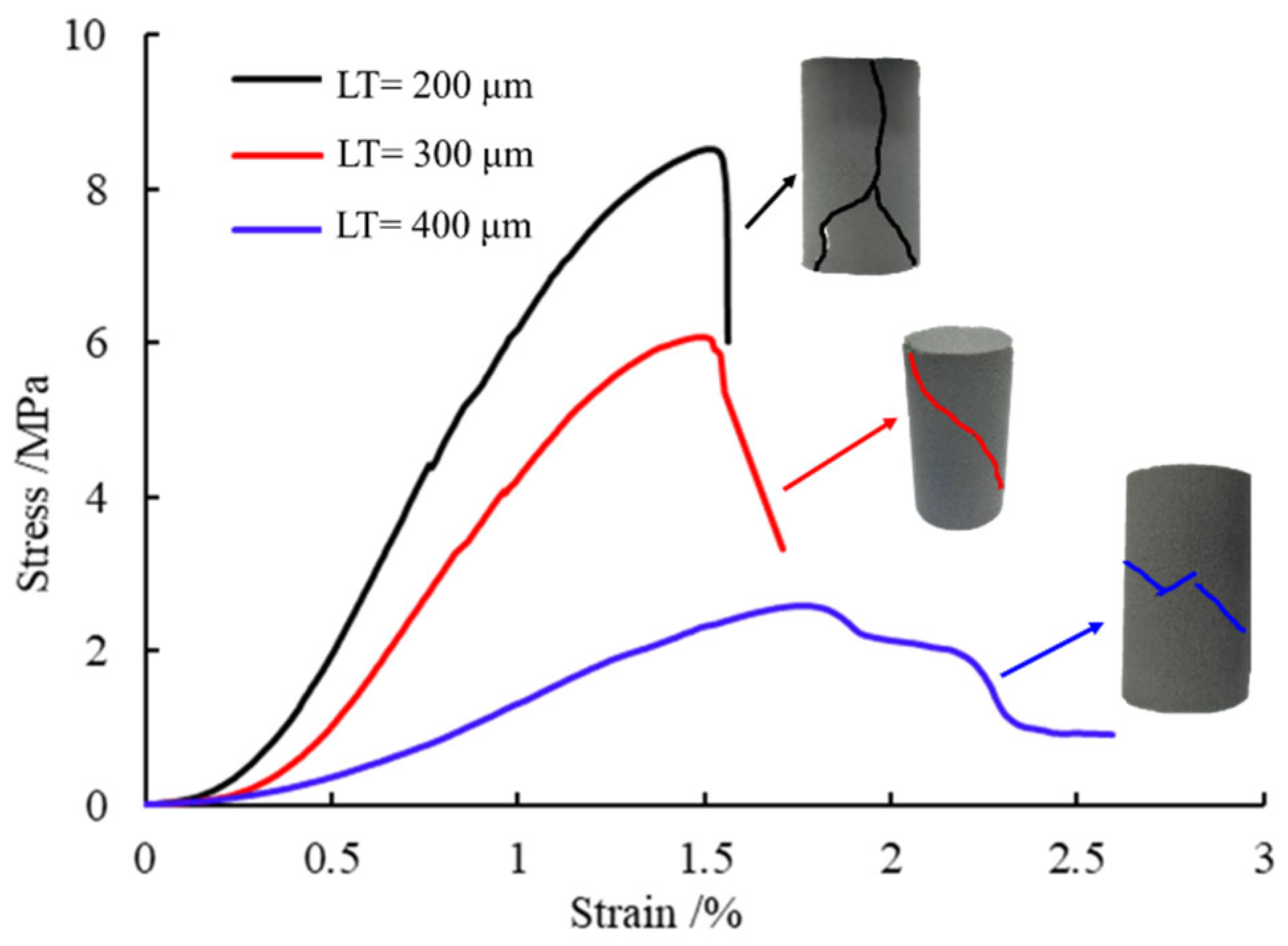
3.2. Unconfined Compressive Strength and Failure Behavior
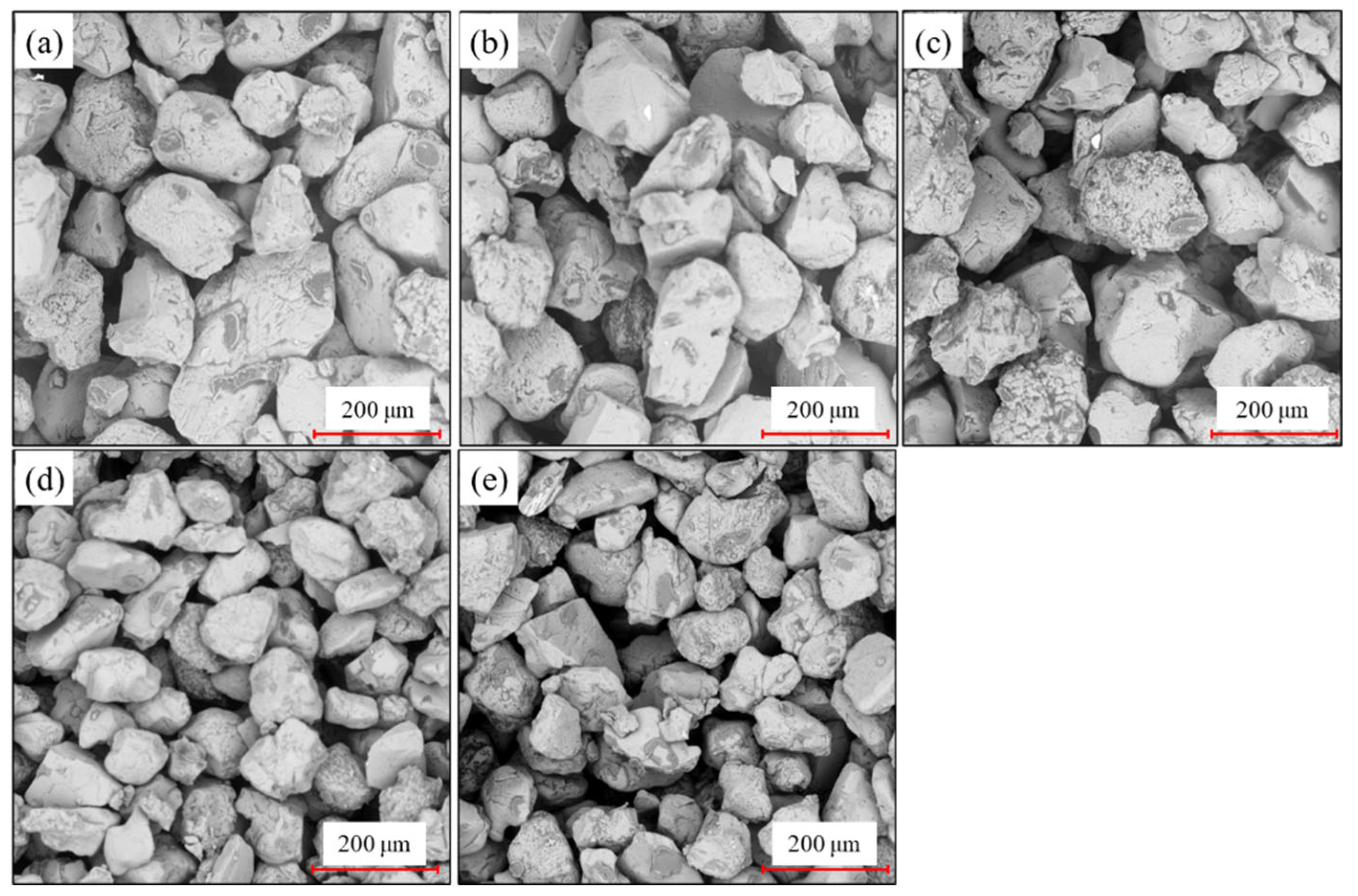
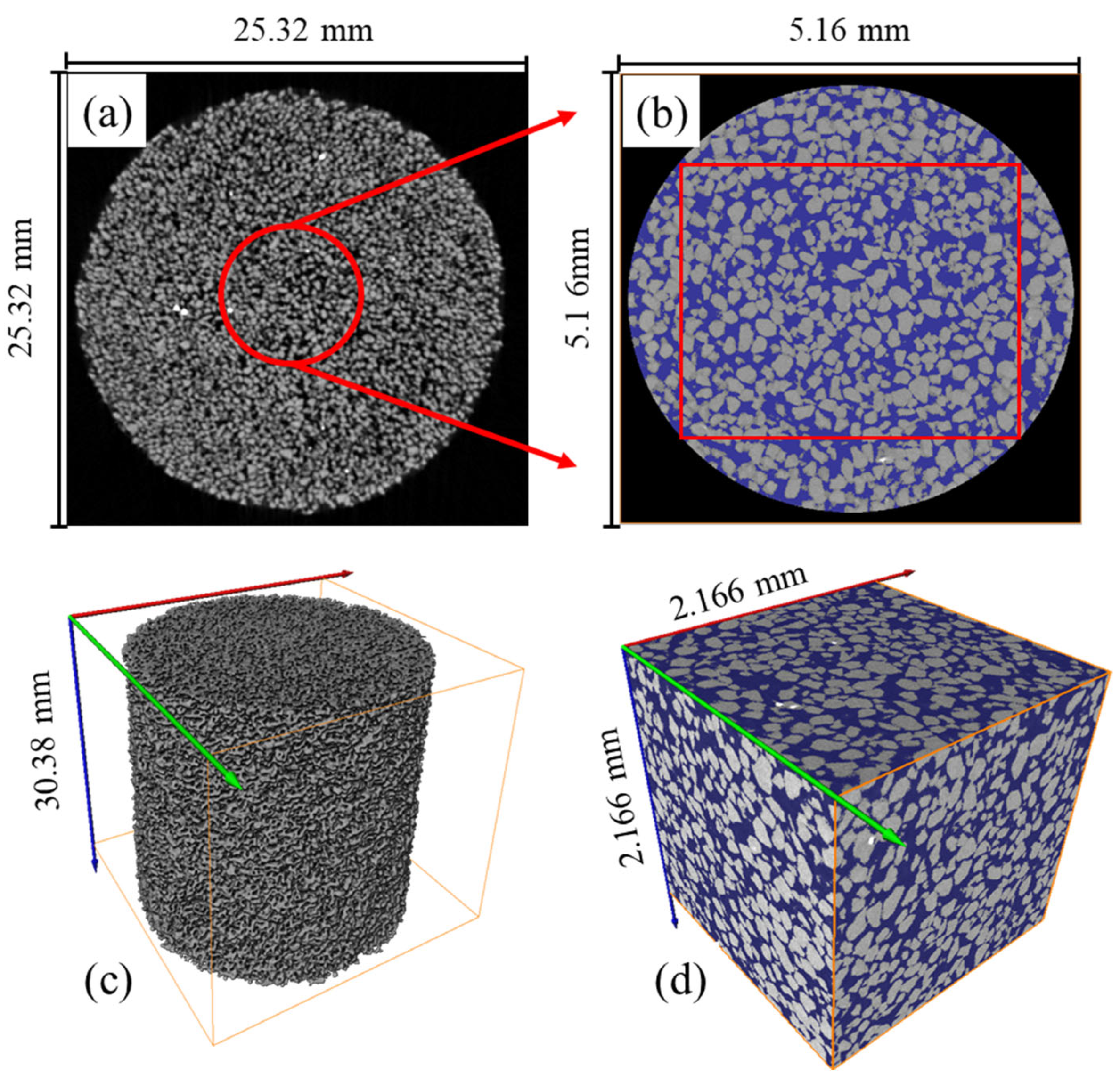
3.3. Sand Grain Packing and Pore Morphology
3.4. Current Challenges and Prospects of the 3DP Sandstones
4. Conclusions
- (1)
- The porosity of the 3DP sandstones increases with the increment in the percentage of the FG in the sand mixtures, while the density decreases. With the increment in the printing LT, the same trend is also observed in the evolution of porosity and density of the 3DP sandstones. Based on that, an empirical relation between the porosity and density of the 3DP sandstones is fitted, which can help estimate and validate the physical properties of the 3DP sandstones with designed dimensions and controllable matrix materials prior to printing.
- (2)
- The UCS of the 3DP sandstones decreases with the increment in the percentage of the FG in the sand mixtures, as well as the printing LT. Various failure patterns occurred in the 3DP sandstones printed with different blends of sand mixtures and printing LTs, which agree well with some weak-cemented sandstones in a natural scenario and prove the suitability of using the 3DP sandstones to simulate different types of natural sandstones. What is more, the 3DP sandstones printed with a smaller LT and a higher percentage of CG contribute to a higher UCS value, and the deformation process and failure mode are also more similar to the natural rocks.
- (3)
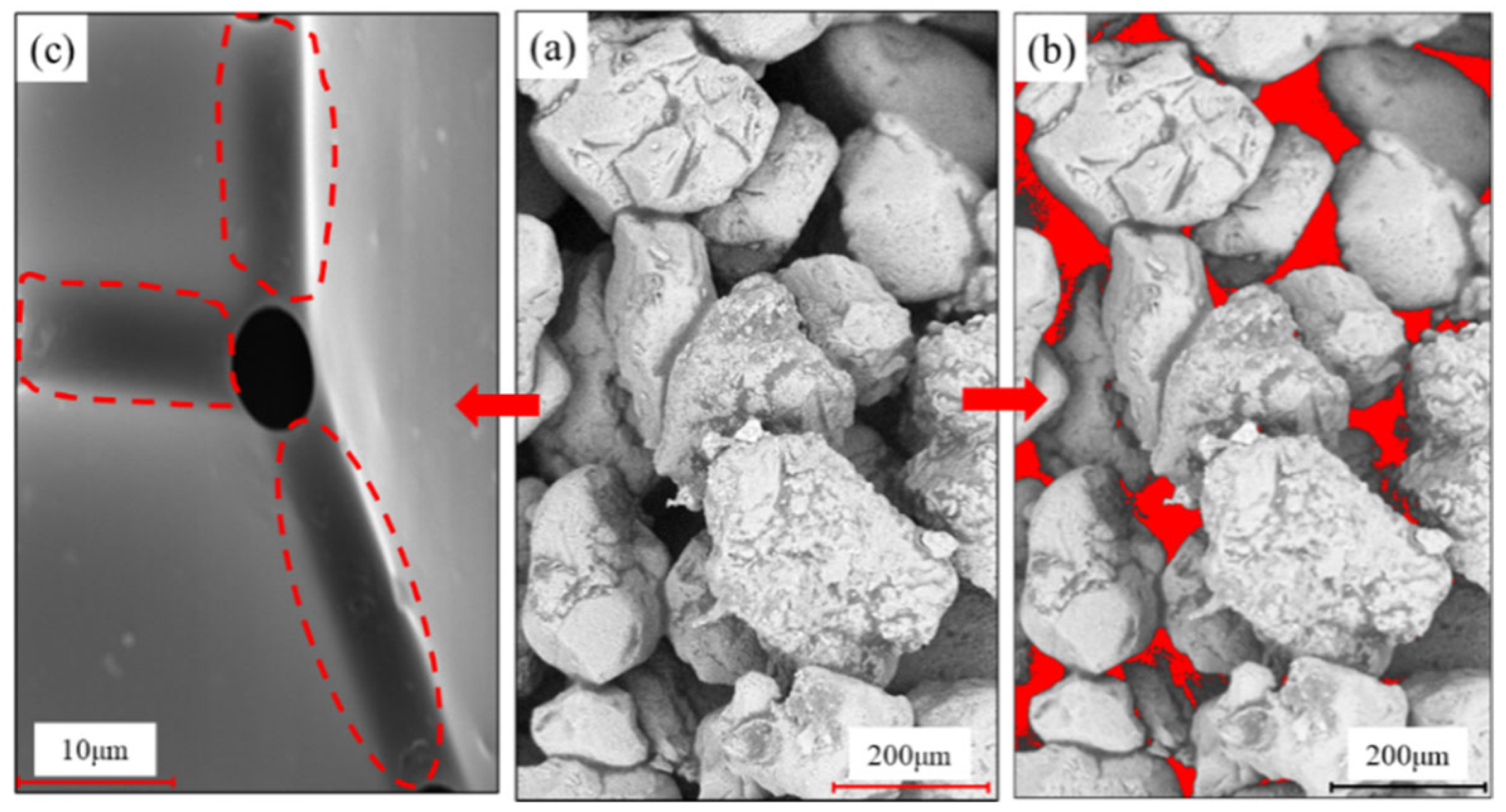
- The 3DP sandstones have a much more homogeneous pore structure and looser compaction of sand grain compared to the natural sandstones. The cementation between the sand grains of the 3DP sandstones is observed in a “binder neck” shape, which has a great influence not only on the mechanical properties, but also on the microstructure. Benefiting from the sand grain bonding form, the pore type of the 3DP rocks is mainly an intergranular pore.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, L.; Deisman, N.; Chalaturnyk, R. Elastic stiffness modelling of opalinus clay based on laboratory measurements with implications for in-situ testing. Rock Mech. Rock Eng. 2022, 55, 1832–1842. [Google Scholar] [CrossRef]
- Almetwally, A.; Jabbari, H. Experimental investigation of 3D printed rock samples replicas. J. Nat. Gas Sci. Eng. 2020, 76, 103192. [Google Scholar] [CrossRef]
- Zheng, Y.; Liu, J.; Zhang, B. An investigation into the effects of weak interfaces on fracture height containment in hydraulic fracturing. Energies 2019, 12, 3245. [Google Scholar] [CrossRef] [Green Version]
- Patsoukis, D.; Menke, H.; Maes, J. Benchmarking the viability of 3D printed micromodels for single phase flow using particle image velocimetry and direct numerical simulations. Transp. Porous Media 2022, 141, 279–294. [Google Scholar] [CrossRef]
- You, M.; Hua, A. The failure mode and decrease of compressive strength of rock under uniaxial compression condition. Chin. J. Rock Mech. Eng. 1998, 17, 292–296. [Google Scholar]
- Ju, Y.; Wang, H.; Yang, Y.; Hu, Q.; Peng, R. Numerical simulation of mechanisms of deformation, failure and energy dissipation in porous rock media subjected to wave stresses. Sci. China Tech. Sci. 2010, 53, 1098–1113. [Google Scholar] [CrossRef]
- Wang, Y.; Song, R.; Liu, J.; Cui, M.; Ranjith, P. Pore scale investigation on scaling-up micro-macro capillary number and wettability on trapping and mobilization of residual fluid. J Contam. Hydrol. 2019, 225, 103499. [Google Scholar] [CrossRef]
- Shi, D.; Li, L.; Liu, J.; Wu, M.; Pan, Y.; Tang, J. Effect of discrete fractures with or without roughness on seepage characteristics of fractured rocks. Phys. Fluids 2022, 34, 073611. [Google Scholar] [CrossRef]
- Gell, E.; Walley, S.; Braithwaite, C. Review of the validity of the use of artificial specimens for characterizing the mechanical properties of rocks. Rock Mech. Rock Eng. 2019, 52, 2946–2961. [Google Scholar] [CrossRef] [Green Version]
- Li, W.; Yu, H.; Yang, Z.; Li, J.; Chen, X.; Ma, L. Experimental study on the sweep law of CO2 miscible flooding in heterogeneous reservoir in Jilin. Energies 2022, 15, 5755. [Google Scholar] [CrossRef]
- Charalampos, K.; Giovanna, B.; Jiang, N.; Kenichi, S. Application of microbially induced carbonate precipitation to form bio-cemented artificial sandstone. J. Rock Mech. Geotech. Eng. 2021, 13, 579–592. [Google Scholar]
- Zhou, T.; Zhu, J.; Ju, Y.; Xie, H. Volumetric fracturing behavior of 3D printed artificial rocks containing single and double 3D internal flaws under static uniaxial compression. Eng. Fract. Mech. 2019, 205, 190–204. [Google Scholar] [CrossRef]
- Wang, H.; Shao, J.; Zhang, J.; Zou, D.; Sun, X. Bond shear performances and constitutive model of interfaces between vertical and horizontal filaments of 3D printed concrete. Constr. Build. Mater. 2022, 316, 125819. [Google Scholar] [CrossRef]
- Ren, Z.; Zhang, Q.; Ju, Y.; Xie, H. Determination of the full-field stress and displacement using photoelasticity and sampling moiré method in a 3D-printed model. Theor. Appl. Mech. Lett. 2022, 100380. [Google Scholar] [CrossRef]
- Song, R.; Wang, Y.; Ishutov, S.; Narvaez, G.; Hodder, K.; Chalaturnyk, R.; Sun, S.; Liu, J.; Ranjith, P. A comprehensive experimental study on mechanical behavior, microstructure and transport properties of 3D-printed rock analogs. Rock Mech. Rock Eng. 2020, 53, 5745–5765. [Google Scholar] [CrossRef]
- Primkulov, B.; Chalaturnyk, J.; Chalaturnyk, R.; Narvaez, G. 3D printed sandstone strength: Curing of furfuryl alcohol resin-based sandstones. 3D Print Addit. Manuf. 2017, 4, 149–155. [Google Scholar] [CrossRef]
- Ishutov, S.; Hasiuk, F. 3D printing Berea sandstone: Testing a new tool for petrophysical analysis of reservoirs. Petrophysics 2017, 58, 592–602. [Google Scholar]
- Ishutov, S.; Hasiuk, F.; Harding, C.; Gray, J. 3D printing sandstone porosity models. Interpretation 2015, 3, SX49–SX61. [Google Scholar] [CrossRef]
- Ishutov, S.; Hasiuk, F.; Fullmer, S.; Buono, A.; Gray, J.; Harding, C. Resurrection of a reservoir sandstone from tomographic data using three-dimensional printing. AAPG Bull. 2017, 101, 1425–1443. [Google Scholar] [CrossRef]
- Jiang, C.; Zhao, G. A preliminary study of 3D printing on rock mechanics. Rock Mech. Rock Eng. 2015, 48, 1041–1050. [Google Scholar] [CrossRef]
- Ma, G.; Wang, L.; Ju, Y. State-of-the-art of 3D printing technology of cementitious material-An emerging technique for construction. Sci. China Technol. Sci. 2018, 61, 475–495. [Google Scholar] [CrossRef]
- Song, R.; Wang, Y.; Tang, Y.; Peng, J.; Liu, J.; Yang, C. 3D Printing of natural sandstone at pore scale and comparative analysis on micro-structure and single/two-phase flow properties. Energy 2022, 261, 125226. [Google Scholar] [CrossRef]
- Ngo, T.; Kashani, A.; Imbalzano, G.; Nguyen, K.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B-Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Kofi, O.; Paul, G.; Nima, S. Investigation of foam flow in a 3D printed porous medium in the presence of oil. J. Colloid Interf. Sci. 2017, 490, 850–858. [Google Scholar]
- Ishutov, S.; Hodder, K.; Chalaturnyk, R.; Narvaez, G. Replication of carbonate reservoir pores at the original size using 3D printing. Petrophysics 2021, 62, 477–485. [Google Scholar] [CrossRef]
- Liu, P.; Ju, Y.; Ranjith, P.; Zheng, Z.; Wang, L.; Wanniarachchi, A. Visual representation and characterization of three-dimensional hydrofracturing cracks within heterogeneous rock through 3D printing and transparent models. Int. J. Coal Sci. Technol. 2016, 3, 284–294. [Google Scholar] [CrossRef] [Green Version]
- Ahkami, M.; Roesgen, T.; Saar, M.; Kong, X. High-resolution temporo-ensemble PIV to resolve pore-scale flow in 3D-printed fractured porous media. Transp. Porous Media 2019, 129, 467–483. [Google Scholar] [CrossRef]
- Sharafisafa, M.; Shen, L.; Xu, Q. Characterisation of mechanical behaviour of 3D printed rock-like material with digital image correlation. Int. J. Rock Mech. Min. Sci. 2018, 112, 122–138. [Google Scholar] [CrossRef]
- Suzuki, A.; Minto, J.; Watanabe, N.; Li, K.; Horne, R. Contributions of 3D printed fracture networks to development of flow and transport models. Transp. Porous Media 2019, 129, 485–500. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Ye, J.; Li, P. Flow characteristics in a 3D-printed rough fracture. Rock Mech. Rock Eng. 2022, 55, 4329–4349. [Google Scholar] [CrossRef]
- Hodder, K.; Nychka, J. Silane treatment of 3D-printed sandstone models for improved spontaneous imbibition of water. Transp. Porous Media 2019, 129, 583–598. [Google Scholar] [CrossRef]
- Kong, L.; Ostadhassan, M.; Li, C. Can 3-D printed gypsum samples replicate natural rocks? An experimental study. Rock Mech. Rock Eng. 2018, 51, 3061–3074. [Google Scholar] [CrossRef]
- Kong, L.; Ostadhassan, M.; Hou, X.; Mann, M.; Li, C. Microstructure characteristics and fractal analysis of 3D-printed sandstone using micro-CT and SEM-EDS. J. Petro. Sci. Eng. 2019, 175, 1039–1048. [Google Scholar] [CrossRef]
- Song, L.; Jiang, Q.; Shi, Y.; Feng, X.; Li, Y.; Su, F.; Liu, C. Feasibility investigation of 3D printing technology for geotechnical physical models: Study of tunnels. Rock Mech. Rock Eng. 2018, 51, 2617–2637. [Google Scholar] [CrossRef]
- Hodder, K.; Craplewe, K.; Ishutov, S.; Chalaturnyk, R. Binder saturation as a controlling factor for porosity variation in 3D-printed sandstone. Petrophysics 2021, 62, 450–462. [Google Scholar] [CrossRef]
- Wu, Z.; Zhang, B.; Weng, L.; Liu, Q.; Wong, L. A new way to replicate the highly stressed soft rock: 3D printing exploration. Rock Mech. Rock Eng. 2020, 53, 467–476. [Google Scholar] [CrossRef]
- Li, Y.; Zhou, H.; Zhang, L.; Zhu, W.; Li, S.; Liu, J. Experimental and numerical investigations on mechanical property and reinforcement effect of bolted jointed rock mass. Constr. Build. Mater. 2016, 126, 843–856. [Google Scholar] [CrossRef]
- Kong, L.; Ostadhassan, M.; Li, C.; Tamimi, N. Pore characterization of 3D-printed gypsum rocks: A comprehensive approach. J. Mat. Sci. 2018, 53, 5063–5078. [Google Scholar] [CrossRef]
- Hodder, K.; Nychka, J.; Chalaturnyk, R. Improvement of the unconfined compressive strength of 3D-printed model rock via silica sand functionalization using silane coupling agents. Int. J. Adhes. Adhes. 2018, 85, 274–280. [Google Scholar] [CrossRef]
- Gomez, J.; Chalaturnyk, R.; Navaez, G. Experimental investigation of the mechanical behavior and permeability of 3D printed sandstone analogs under triaxial conditions. Transp. Porous Media 2019, 129, 541–557. [Google Scholar] [CrossRef] [Green Version]
- Ardila, N.; Narvaez, G.; Chalaturnyk, R. Wettability measurements on 3D printed sandstone analogues and its implications for fluid transport phenomena. Transp. Porous Media 2019, 129, 521–539. [Google Scholar] [CrossRef]
- Kong, L.; Ishutov, S.; Hasiuk, F.; Xu, C. 3D Printing for experiments in petrophysics, rock physics, and rock mechanics: A review. SPE Reserv. Eval. Eng. 2021, 24, 721–732. [Google Scholar] [CrossRef]
- Alyafei, N.; Al, M.; Bautista, J.; Idris, M.; Seers, T. Enhanced learning of fundamental petrophysical concepts through image processing and 3D printing. Petrophysics 2021, 62, 463–476. [Google Scholar] [CrossRef]
- Zhou, T.; Zhu, J. Identification of a suiTable 3D printing material for mimicking brittle and hard rocks and its brittleness enhancements. Rock Mech. Rock Eng. 2018, 51, 765–777. [Google Scholar] [CrossRef]
- Zhu, J.; Zhou, T.; Liao, Z.; Sun, L.; Li, X.; Chen, R. Replication of internal defects and investigation of mechanical and fracture behavior of rock using 3D printing and 3D numerical methods in combination with x-ray computerized tomography. Int. J. Rock Mech. Min. Sci. 2018, 106, 198–212. [Google Scholar] [CrossRef]
- Hodder, K.; Sanchez, A.; Ishutov, S.; Narvaez, Z.; Chalaturnyk, R. Increasing density of 3D-printed sandstone through compaction. Energies 2022, 15, 1813. [Google Scholar] [CrossRef]
- Xu, Q.; Jiang, L.; Ma, C.; Niu, Q.; Wang, X. Effect of layer thickness on the physical and mechanical properties of sand powder 3D printing specimens. Front. Earth Sci. 2021, 9, 763202. [Google Scholar] [CrossRef]
- Mostafaei, A.; Rodriguez De Vecchis, P.; Nettleship, P.; Chmielus, M. Effect of powder size distribution on densification and microstructural evolution of Binder-Jet 3D printed alloy 625. Mater. Des. 2019, 162, 375–383. [Google Scholar] [CrossRef]
- Song, R.; Wang, Y.; Sun, S.; Liu, J. Characterization and microfabrication of natural porous rocks: From micro-CT imaging and digital rock modelling to micro-3D-printed rock analogs. J. Petro. Sci. Eng. 2021, 205, 108827. [Google Scholar] [CrossRef]
- ASTM International. D4543-19 Standard Practices for Preparing Rock Core As Cylindrical Test Specimens and Verifying Conformance to Dimensional and Shape Tolerances; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- ASTM International. D7012-14e1 Standard Test Methods for Compressive Strength and Elastic Moduli of Intact Rock Core Specimens Under Varying States of Stress and Temperatures; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- Xiao, B.; Wang, W.; Zhang, X.; Long, G.; Fan, J.; Chen, H.; Deng, L. A novel fractal solution for permeability and Kozeny-Carman constant of fibrous porous media made up of solid particles and porous fibers. Powder Technol. 2019, 349, 92–98. [Google Scholar] [CrossRef]
- Liang, M.; Fu, G.; Xiao, B.; Luo, L.; Wang, Z. A fractal study for the effective electrolyte diffusion through charged porous media. Int. J. Heat Mass Transf. 2019, 137, 365–371. [Google Scholar] [CrossRef]
- Bertei, A.; Nicolella, C. A comparative study and an extended theory of percolation for random packings of rigid spheres. Powder Technol. 2011, 213, 100–108. [Google Scholar] [CrossRef]
- Gregorski, S. High Green Density Metal Parts by Vibrational Compaction of Dry Powder in the Three-Dimensional Printing Process. Ph.D. Thesis, Massachusetts Institute of Technology MIT, Cambridge, MA, USA, 1996. [Google Scholar]
- Real, D.; Orzan, L.; Leonardi, D.; Salomon, C. Improving the dissolution of triclabendazole from stable crystalline solid dispersions formulated for oral delivery. AAPS PharmSciTech 2020, 21, 16. [Google Scholar] [CrossRef] [PubMed]
- Song, R.; Liu, J.; Yang, C.; Sun, S. Study on the multiphase heat and mass transfer mechanism in the dissociation of methane hydrate in reconstructed real-shape porous sediments. Energy 2022, 254, 124421. [Google Scholar] [CrossRef]
- Wang, Y.; Song, R.; Liu, J.; Qin, M.; Zheng, Z.; Qin, Y. Comprehensive investigation of the petrophysical and two-phase flow properties of the tight sandstone in Yanchang formation, Ordos Basin, China insights from computed tomography imaging and pore scale modelling. Lithosphere 2022, 12, 8766247. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group I | Sand Mixture | LT/μm | Group II | Sand Mixture | LT/μm |
| Type I | 200 | Type I | 200 | ||
| Type II | |||||
| Type III | 300 | ||||
| Type IV | 400 | ||||
| Type V |
| Rock Type | Sand Mixture | LT /μm | Weight /g | Porosity /% | Density /g/cm3 |
|---|---|---|---|---|---|
| Group I | Type I | 200 | 281.5 | 40.56 | 1.43 |
| Type II | 272.5 | 43.24 | 1.38 | ||
| Type III | 261.5 | 46.31 | 1.33 | ||
| Type IV | 258.0 | 47.2 | 1.30 | ||
| Type V | 252.5 | 49.36 | 1.27 | ||
| Group II | Type I | 200 | 279.5 | 41.23 | 1.42 |
| 300 | 268.4 | 44.56 | 1.36 | ||
| 400 | 258.5 | 48.32 | 1.30 |
| Rock Type | Sand Mixture | LT /μm | Peak Strength /MPa |
|---|---|---|---|
| Group I | Type I | 200 | 8.53 |
| Type II | 8.22 | ||
| Type III | 7.92 | ||
| Type IV | 7.45 | ||
| Type V | 6.52 | ||
| Group II | Type I | 200 | 8.49 |
| 300 | 6.12 | ||
| 400 | 2.82 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Li, S.; Song, R.; Liu, J.; Ye, M.; Peng, S.; Deng, Y. Effects of Grain Size and Layer Thickness on the Physical and Mechanical Properties of 3D-Printed Rock Analogs. Energies 2022, 15, 7641. https://doi.org/10.3390/en15207641
Wang Y, Li S, Song R, Liu J, Ye M, Peng S, Deng Y. Effects of Grain Size and Layer Thickness on the Physical and Mechanical Properties of 3D-Printed Rock Analogs. Energies. 2022; 15(20):7641. https://doi.org/10.3390/en15207641
Chicago/Turabian StyleWang, Yao, Shengjun Li, Rui Song, Jianjun Liu, Min Ye, Shiqi Peng, and Yongjun Deng. 2022. "Effects of Grain Size and Layer Thickness on the Physical and Mechanical Properties of 3D-Printed Rock Analogs" Energies 15, no. 20: 7641. https://doi.org/10.3390/en15207641