


Eddy Current Sensors Optimization for Defect Detection in Parts Fabricated by Laser Powder Bed Fusion

Abstract
:1. Introduction
- During the manufacturing process, defects such as porosities and cracks may occur [8]. An online non-destructive testing is thus required during the fabrication.
- At the end of the additive manufacturing and before supplying the customer.
- Throughout their industrial lifetime.
2. Materials and Methods
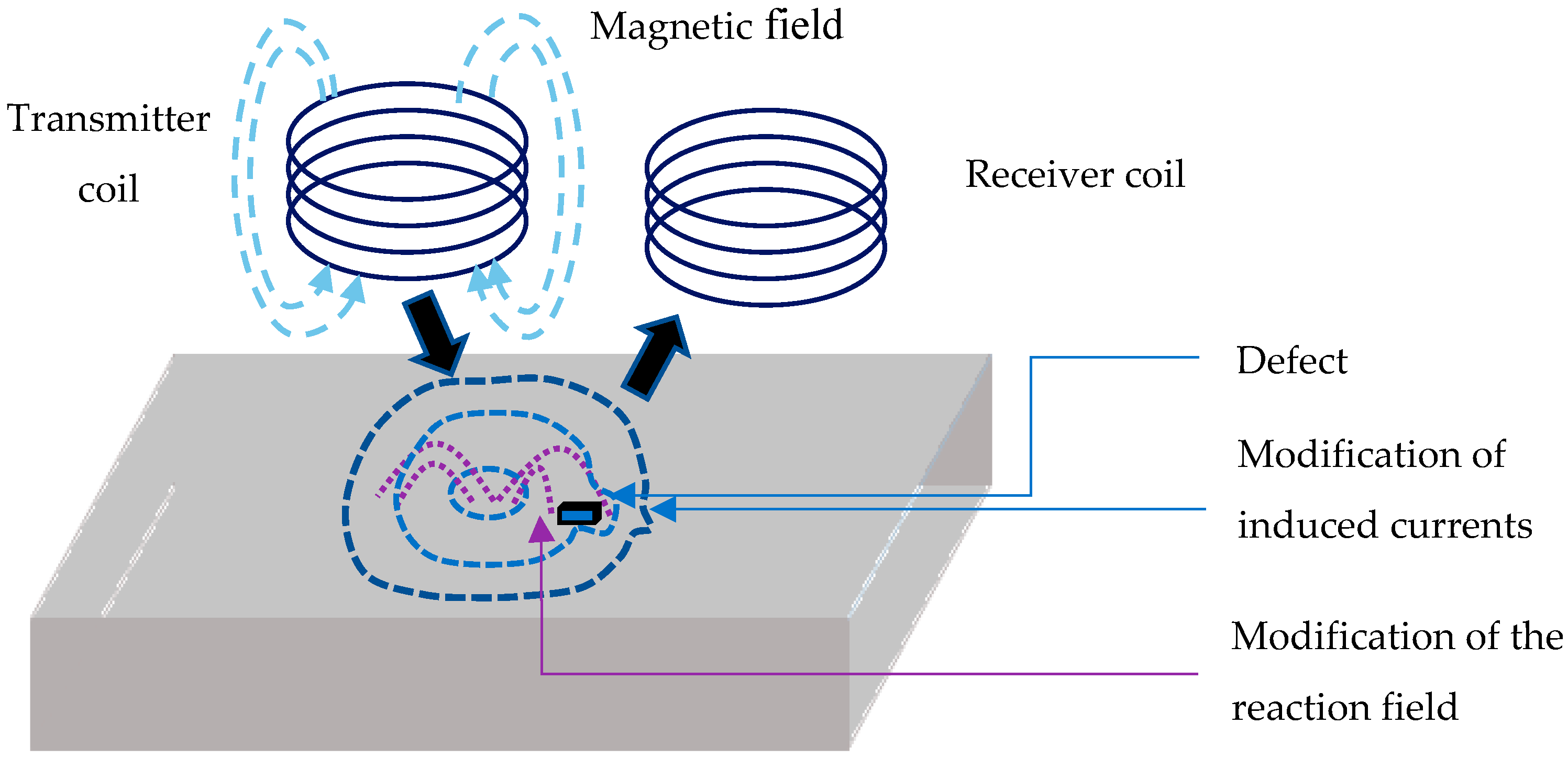
2.1. Eddy Current Testing Principle
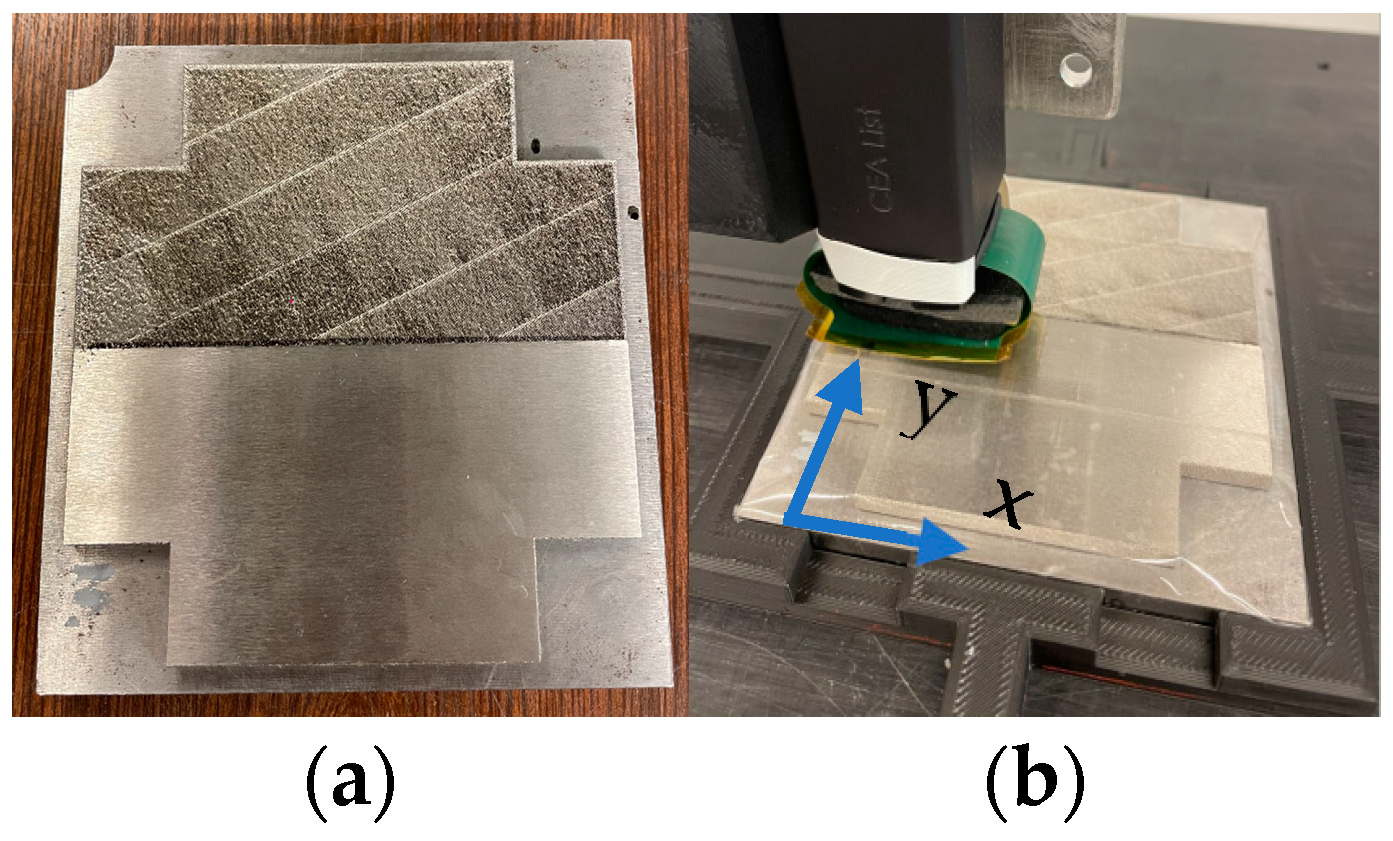
2.2. Mock-Up Description
2.3. Sensors Optimization Using Eddy Current Simulation
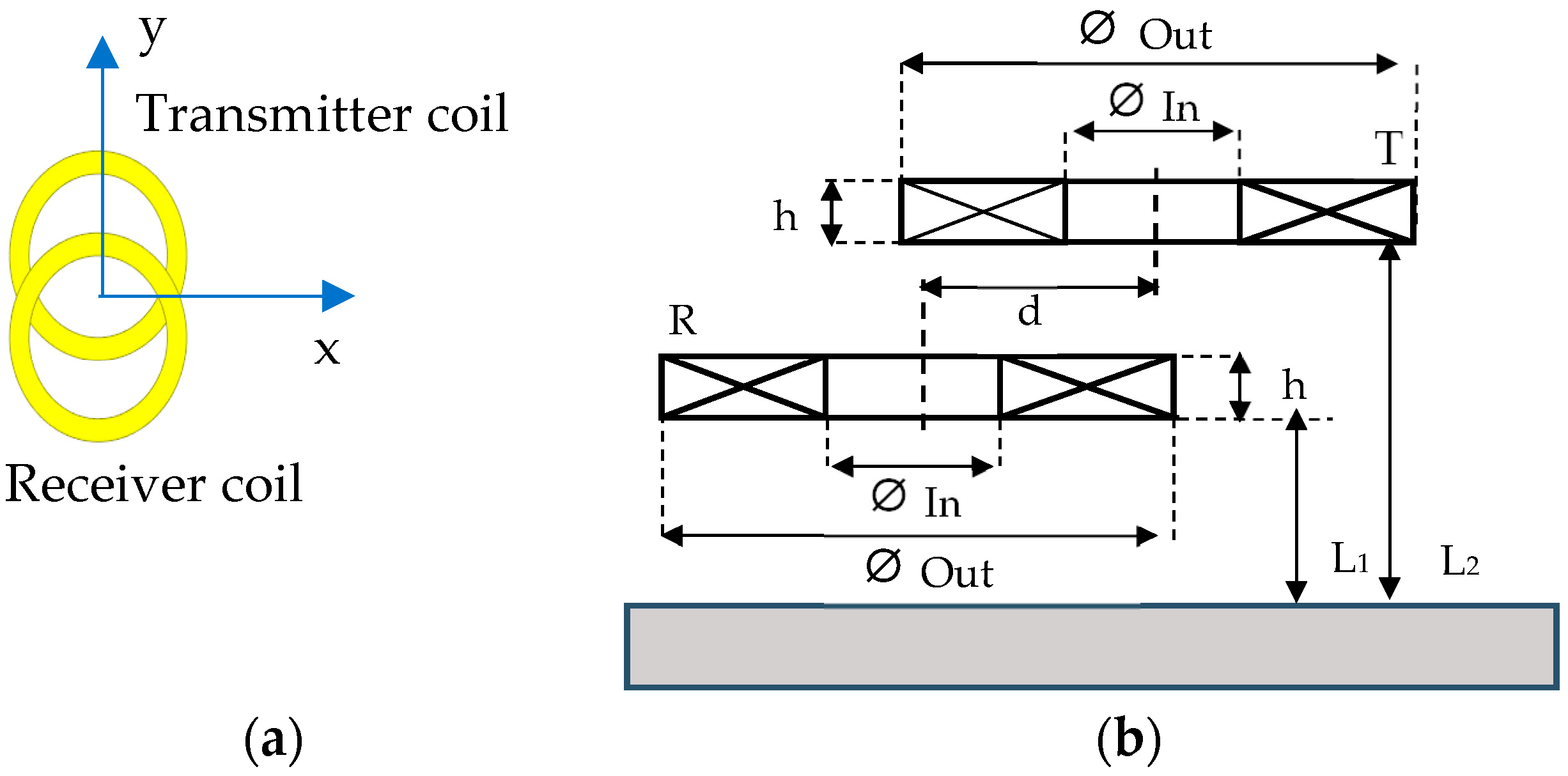
2.3.1. The Separate Transmitter/Receiver Sensor
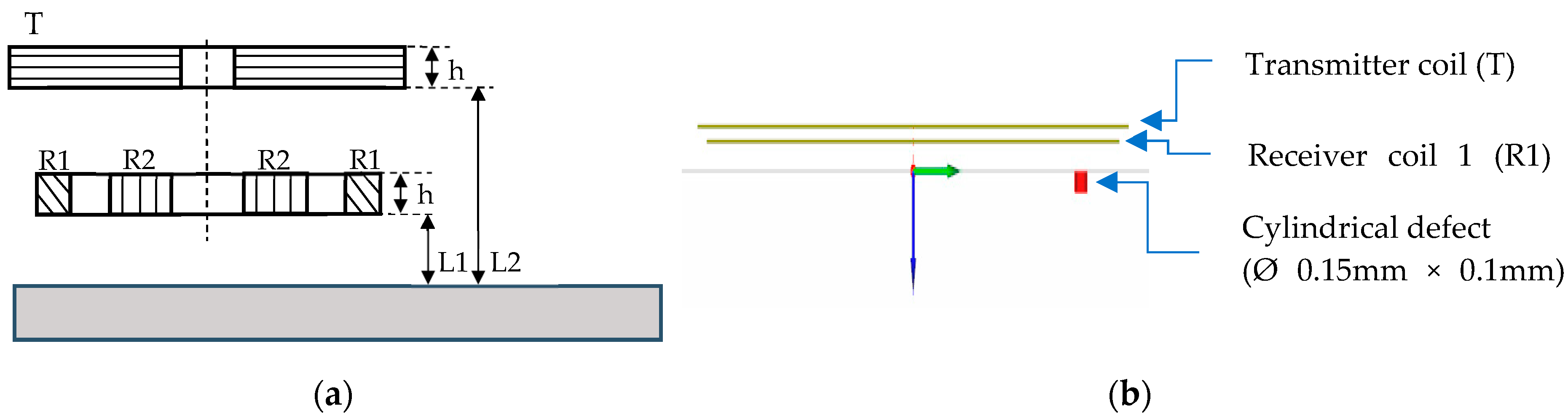
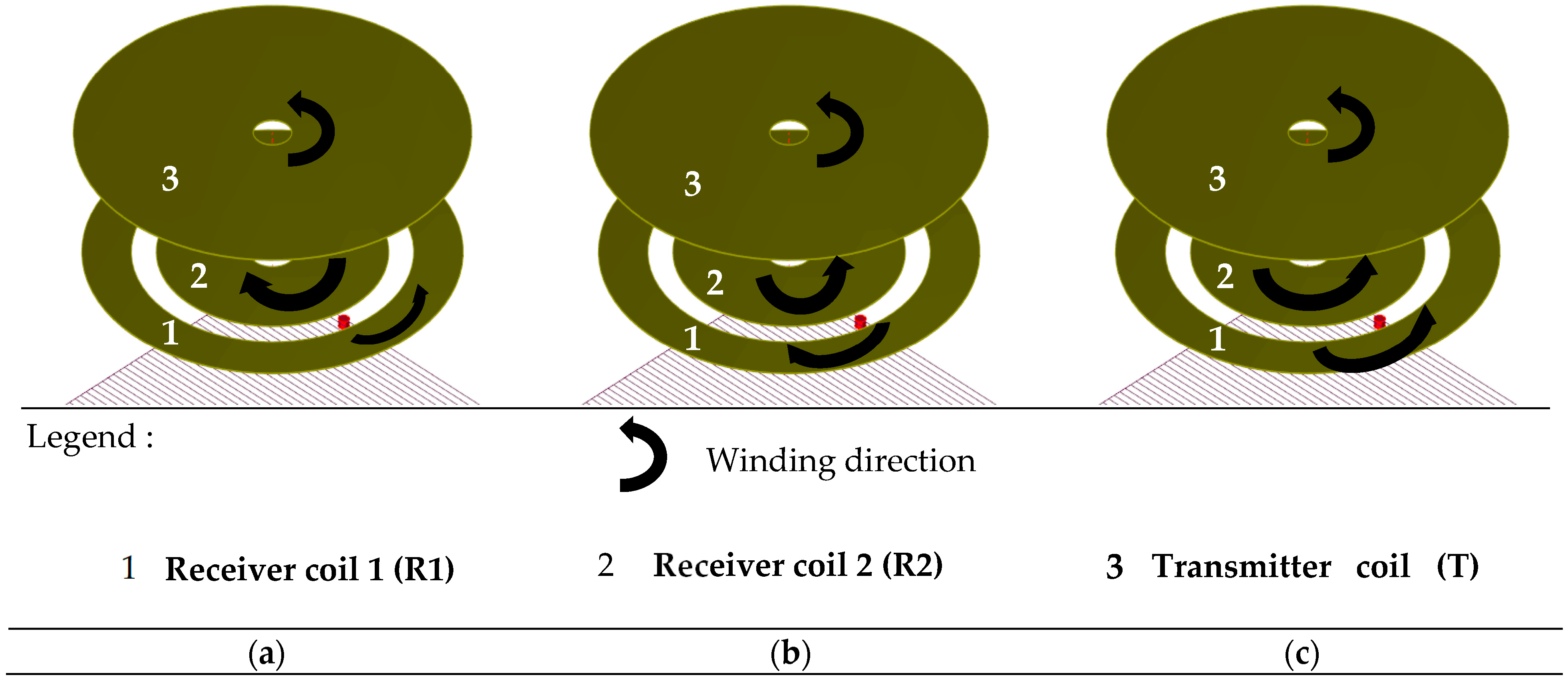
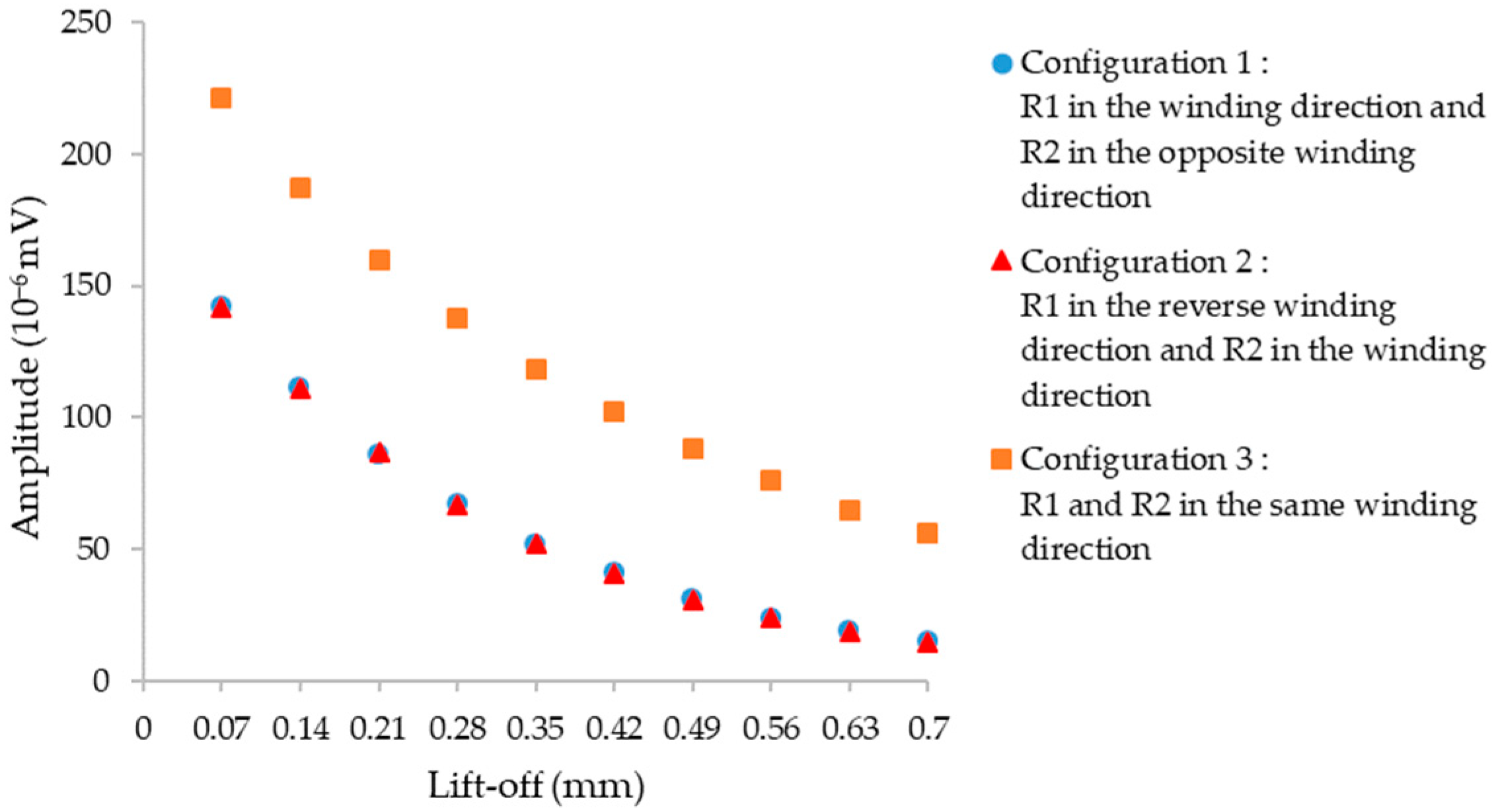
2.3.2. The Isotropic Sensor
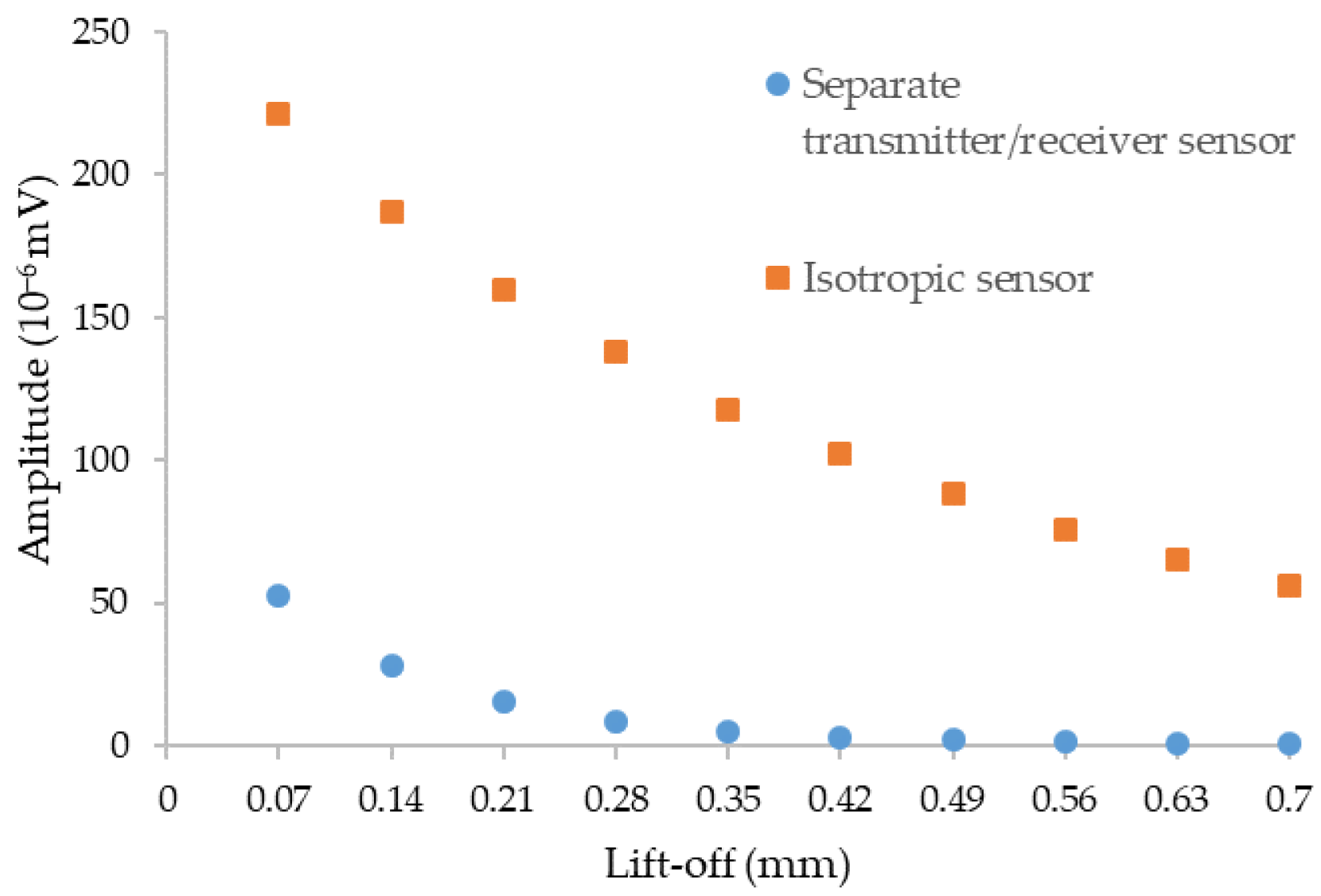
2.3.3. Comparison of Sensors Efficiency in Simulation
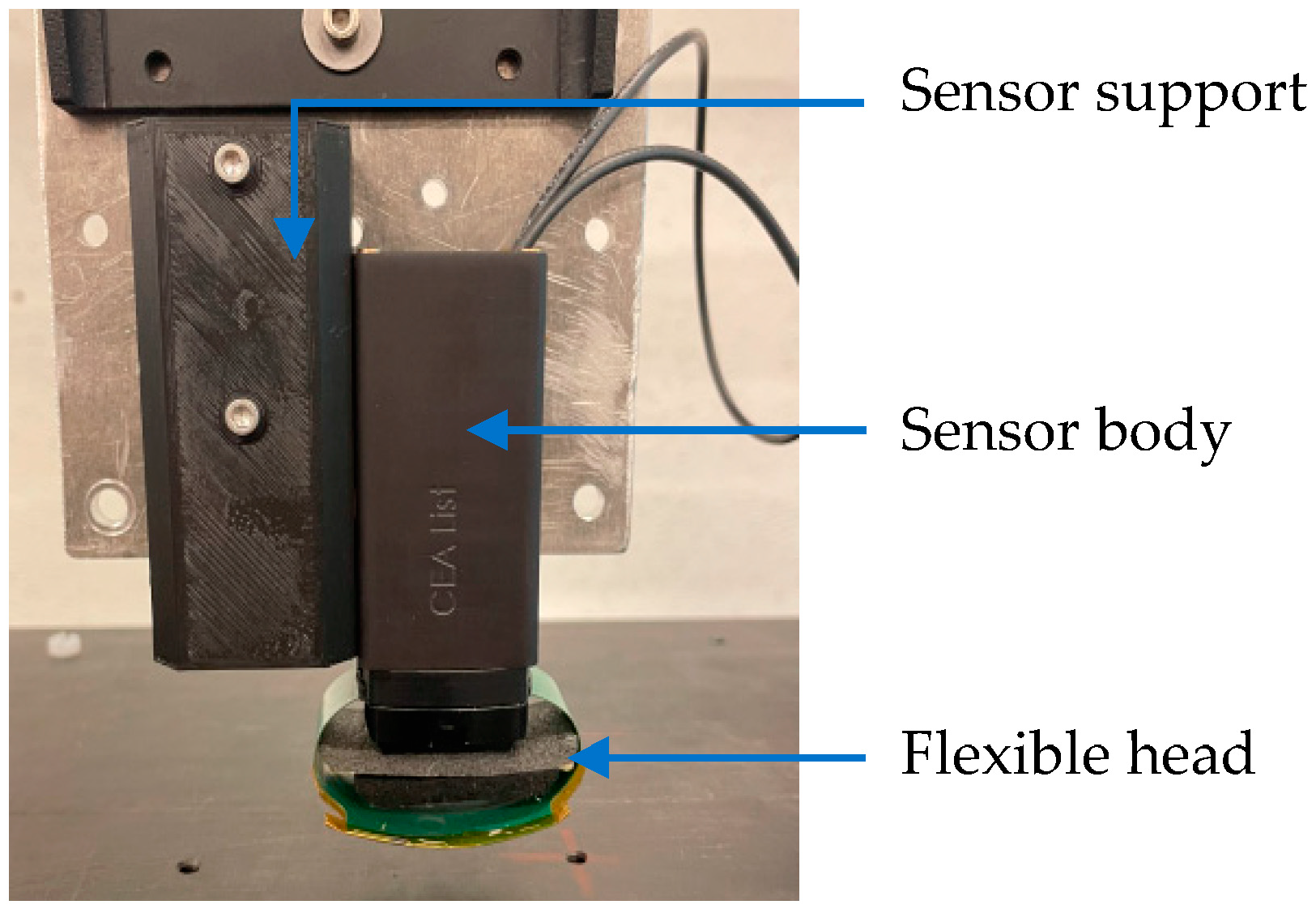
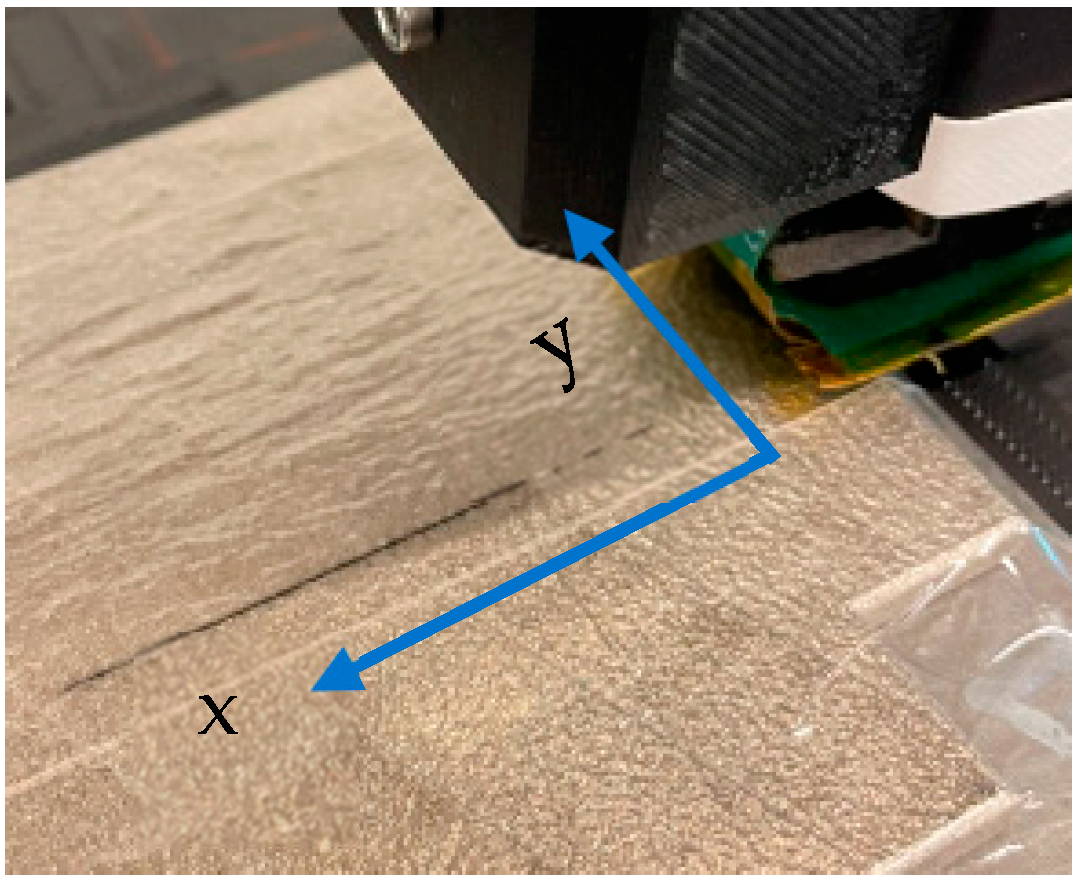
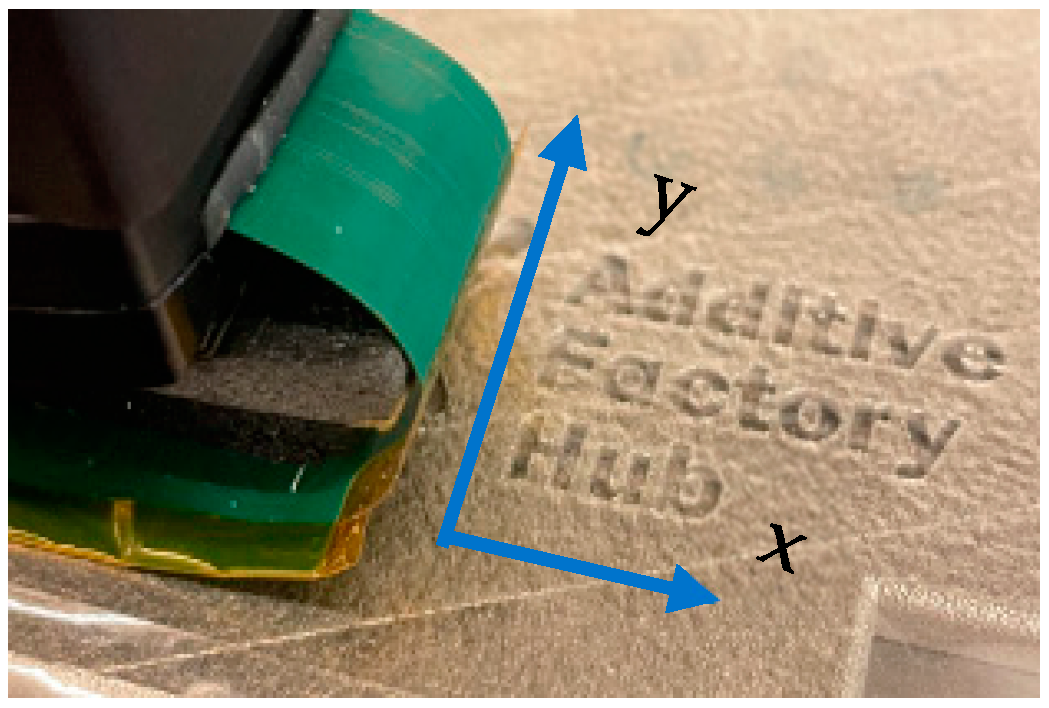
2.4. Experimental Set Up
3. Results and Discussion
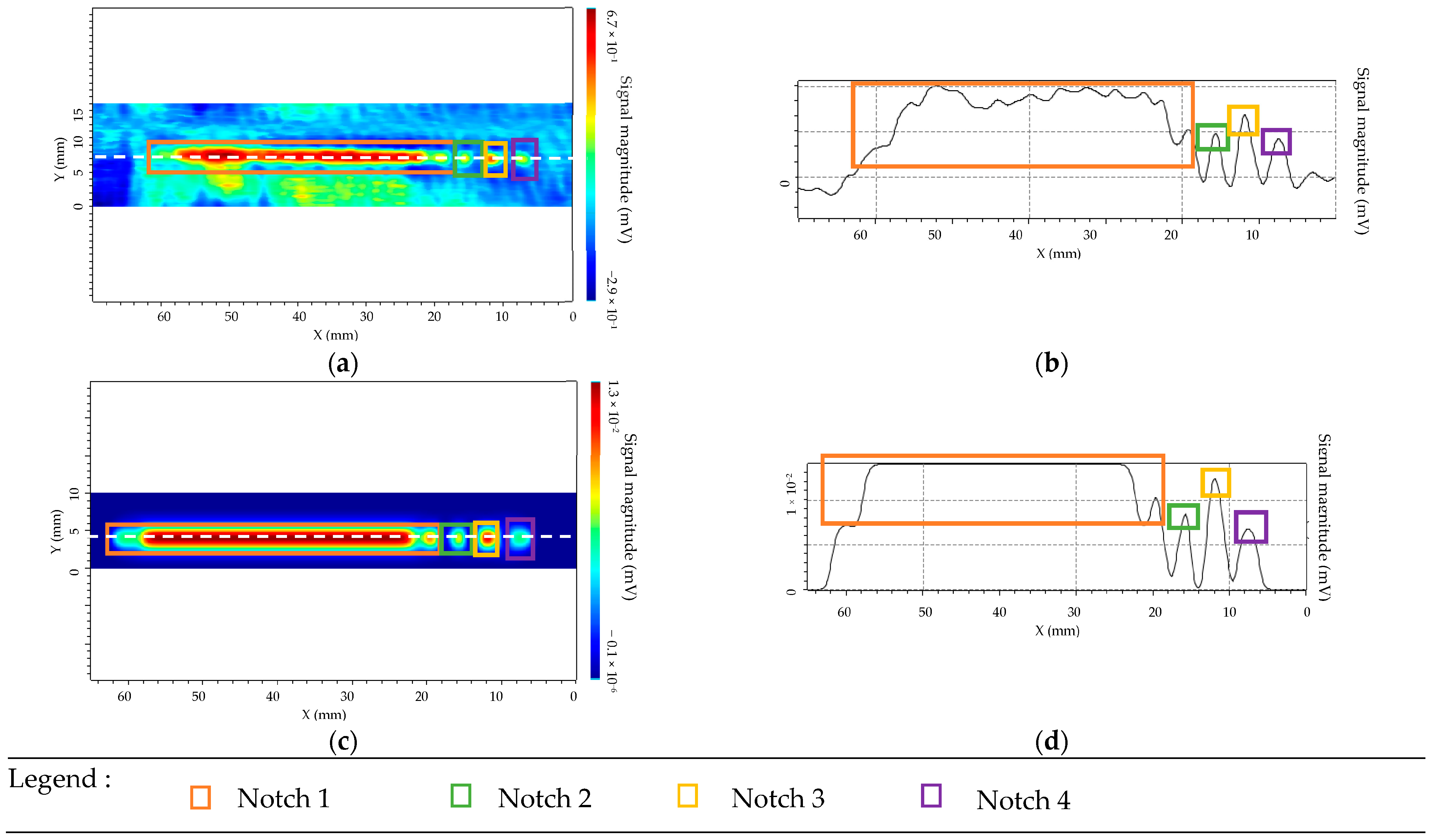
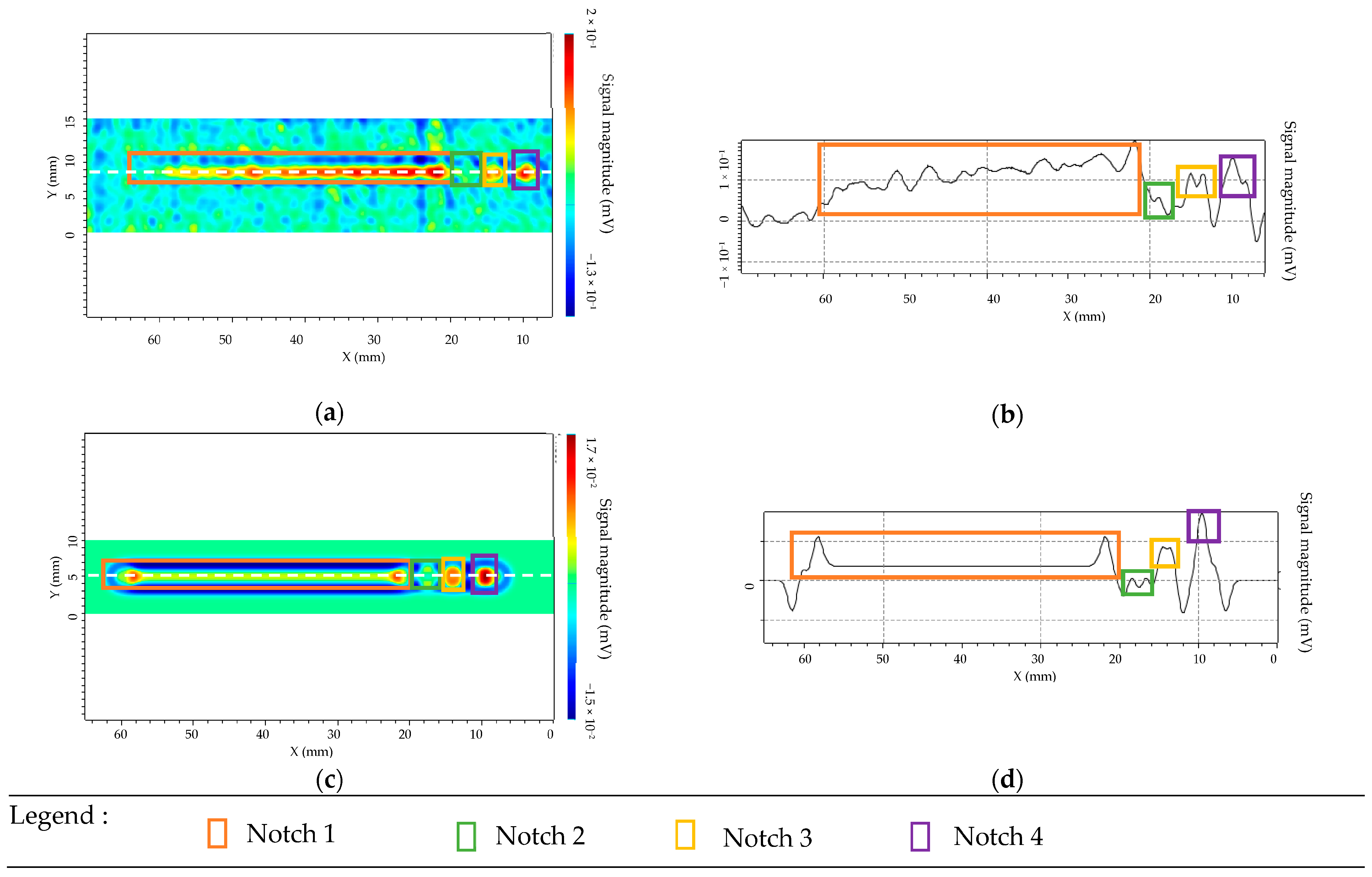
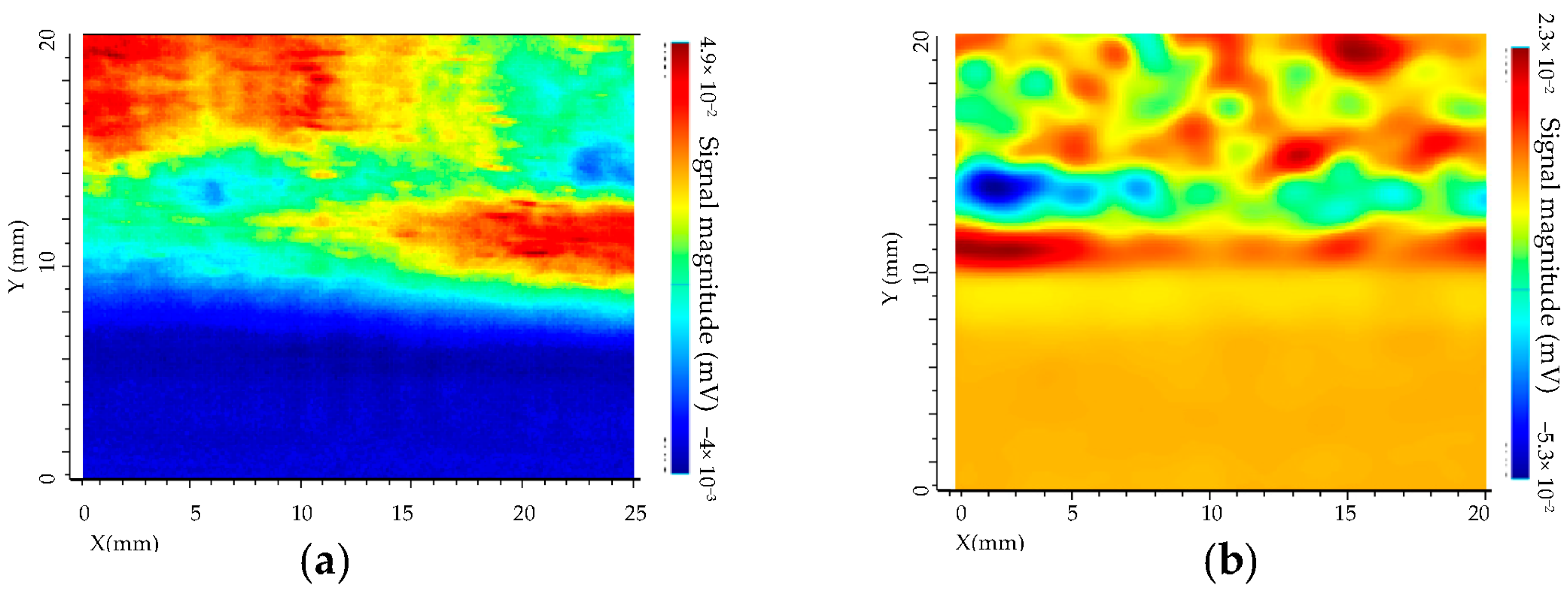
3.1. Defects Detection
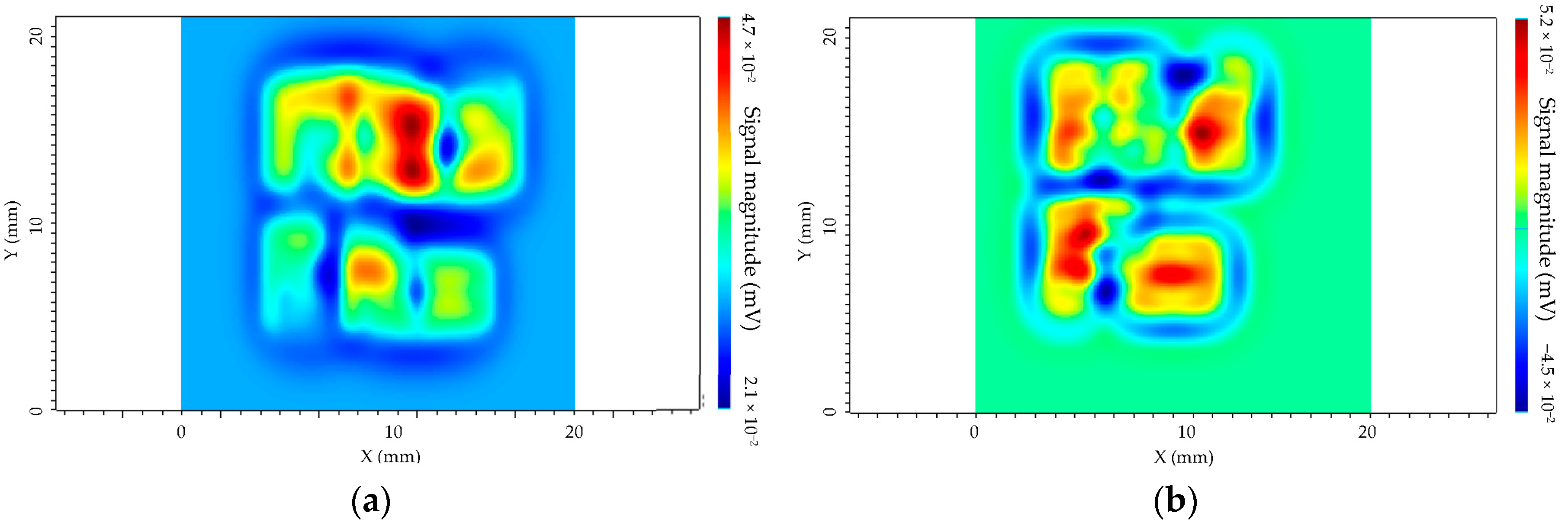
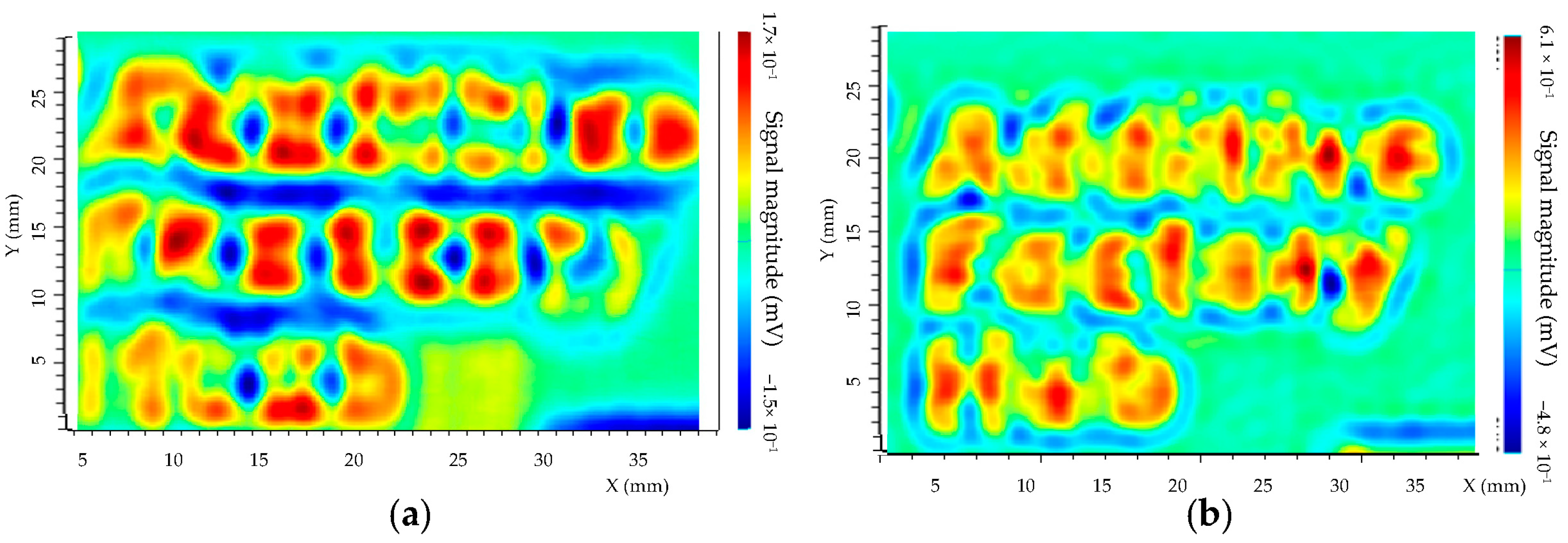
3.2. Letters Detection
3.3. Discussion
4. Conclusions and Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Andreau, O.; Pessard, E.; Koutiri, I.; Penot, J.D.; Dupuy, C.; Saintier, N.; Peyre, P. A competition between the contour and hatching zones on the high cycle fatigue behaviour of a 316L stainless steel: Analyzed using X-ray computed tomography. Mater. Sci. Eng. A 2019, 757, 146–159. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Milewski, J.O. Additive Manufacturing of Metals; Springer International Publishing AG: Cham, Switzerland, 2017; Volume 258, pp. 134–157. [Google Scholar]
- Wohlers, T.; Campbell, R.I.; Diegel, O.; Huff, R.; Kowen, J. Wohlers Report 2020: 3D Printing and Additive Manufacturing State of the Industry; Wohlers Associates: Fort Collins, CO, USA, 2020. [Google Scholar]
- Martin, A.A.; Calta, N.P.; Khairallah, S.A.; Wang, J.; Depond, P.J.; Fong, A.Y.; Thampy, V.; Guss, G.M.; Kiss, A.M.; Stone, K.H.; et al. Dynamics of pore formation during laser powder bed fusion additive manufacturing. Nat. Commun. 2019, 10, 1987. [Google Scholar] [CrossRef] [PubMed]
- D’accardi, E.; Krankenhagen, R.; Ulbricht, A.; Pelkner, M.; Pohl, R.; Palumbo, D.; Galietti, U. Capability to detect and localize typical defects of laser powder bed fusion (L-PBF) process: An experimental investigation with different non-destructive techniques. Prog. Addit. Manuf. 2022, 7, 1239–1256. [Google Scholar] [CrossRef]
- Kurzynowski, T.; Gruber, K.; Stopyra, W.; Kuźnicka, B.; Chlebus, E. Correlation between process parameters, microstructure and properties of 316 L stainless steel processed by selective laser melting. Mater. Sci. Eng. A 2018, 718, 64–73. [Google Scholar] [CrossRef]
- Galy, C.; Le Guen, E.; Lacoste, E.; Arvieu, C. Main defects observed in aluminum alloy parts produced by SLM: From causes to consequences. Addit. Manuf. 2018, 22, 165–175. [Google Scholar] [CrossRef]
- Patrascu, C. Fabrication Additive ou Impression 3D Utilisant Les Poudres Métalliques in INRS, Safety Practice Sheet. December 2019. Available online: http://www.inrs.fr/media.html?refINRS=ED%20144 (accessed on 1 January 2020).
- Mohr, G.; Altenburg, S.J.; Ulbricht, A.; Heinrich, P.; Baum, D.; Maierhofer, C.; Hilgenberg, K. In-situ defect detection in laser powder bed fusion by using thermography and optical tomography—Comparison to computed tomography. Metals 2020, 10, 103. [Google Scholar] [CrossRef]
- Hernandez, J.; Vo, K.; Raghavan, S. Simulation and Experimentation of Pulsed Eddy Current Thermography for Corrosion Detection Under Insulation. In Proceedings of the AIAA Scitech 2020 Forum, Orlando, FL, USA, 6–10 January 2020; p. 0244. [Google Scholar]
- Amineh, R.K.; Donderici, B.; San Martin, L.; Rivera-Rios, A.M. Elimination of Residual Magnetism Effect in Eddy Current Based Inspection of Pipes. U.S. Patent No. 10,571,242, 25 February 2020. Patent and Trademark Office: Washington, DC, USA. Available online: https://patents.justia.com/patent/10571242 (accessed on 6 March 2023).
- Raillon, R.; Bey, S.; Dubois, A.; Mahaut, S.; Darmon, M. Results of the 2009 Ut Modeling Benchmark Obtained with Civa: Responses of Notches, Side-drilled Holes and Flat-bottom Holes of Various Sizes. AIP Conf. Proc. 2010, 1211, 2157–2164. [Google Scholar] [CrossRef]
- Darmon, M.; Ferrand, A.; Dorval, V.; Chatillon, S.; Lonné, S. Recent Modelling Advances for Ultrasonic TOFD Inspections. In AIP Conference Proceedings 31 March 2015; AIP Publishing: College Park, MD, USA, 2015; Volume 1650, pp. 1757–1765. [Google Scholar]
- Lu, B.; Darmon, M.; Potel, C.; Zernov, V. Models Comparison for the Scattering of an Acoustic Wave on Immersed Targets. J. Phys. Conf. Ser. 2012, 353, 012009. [Google Scholar] [CrossRef]
- James, R.; Haider, M.F.; Giurgiutiu, V.; Lilienthal, D. Eddy current non-destructive evaluation of manufacturing flaws and operational damage in CFRP composites. In Nondestructive Characterization and Monitoring of Advanced Materials, Aerospace, Civil Infrastructure, and Transportation XIII; SPIE: Bellingham, WA, USA, 2019; Volume 10971, pp. 432–451. [Google Scholar]
- James, R.; Haider, M.F.; Giurgiutiu, V.; Lilienthal, D. A simulative and experimental approach toward Eddy current nondestructive evaluation of manufacturing flaws and operational damage in CFRP composites. J. Nondestruct. Eval. Diagn. Progn. Eng. Syst. 2019, 3, 011002. [Google Scholar] [CrossRef]
- Xu, Z.; Wang, X.; Deng, Y. Rotating focused field Eddy-current sensing for arbitrary orientation defects detection in carbon steel. Sensors 2020, 20, 2345. [Google Scholar] [CrossRef] [PubMed]
- Du, W.; Bai, Q.; Wang, Y.; Zhang, B. Eddy current detection of subsurface defects for additive/subtractive hybrid manufacturing. Int. J. Adv. Manuf. Technol. 2018, 95, 3185–3195. [Google Scholar] [CrossRef]
- Kobayashi, N.; Yamamoto, S.; Sugawara, A.; Nakane, M.; Tsuji, D.; Hino, T.; Ochiai, M. Fundamental experiments of eddy current testing for additive manufacturing metallic material toward in-process inspection. In AIP Conference Proceedings; AIP Publishing LLC: College Park, MD, USA, 2019; Volume 2102, p. 070003. [Google Scholar]
- Geľatko, M.; Hatala, M.; Botko, F.; Vandžura, R.; Hajnyš, J. Eddy Current Testing of Artificial Defects in 316L Stainless Steel Samples Made by Additive Manufacturing Technology. Materials 2022, 15, 6783. [Google Scholar] [CrossRef]
- Zhang, W.; Wang, C.; Xie, F.; Zhang, H. Defect imaging curved surface based on flexible eddy current array sensor. Measurement 2020, 151, 107280. [Google Scholar] [CrossRef]
- Yin, X.; Fu, J.; Li, W.; Chen, G.; Hutchins, D.A. A capacitive-inductive dual modality imaging system for non-destructive evaluation applications. Mech. Syst. Signal Process. 2020, 135, 106403. [Google Scholar] [CrossRef]
- Spurek, M.A.; Luong, V.H.; Spierings, A.B.; Lany, M.; Santi, G.; Revaz, B.; Wegener, K. Relative Density Measurement of PBF-Manufactured 316L and AlSi10Mg Samples via Eddy Current Testing. Metals 2021, 11, 1376. [Google Scholar] [CrossRef]
- Todorov, E.; Boulware, P.; Gaah, K. Demonstration of array eddy current technology for real-time monitoring of laser powder bed fusion additive manufacturing process. In Nondestructive Characterization and Monitoring of Advanced Materials, Aerospace, Civil Infrastructure, and Transportation XII; SPIE: Bellingham, WA, USA, 2018; Volume 10599, pp. 190–201. [Google Scholar] [CrossRef]
- Todorov, E.I. Non-destructive Evaluation of Additive Manufacturing Components. U.S. Patent US 2018/0266993 A1, 20 September 2018. [Google Scholar]
- Farag, H.E.; Toyserkani, E.; Khamesee, M.B. Non-Destructive Testing Using Eddy Current Sensors for Defect Detection in Additively Manufactured Titanium and Stainless-Steel Parts. Sensors 2022, 22, 5440. [Google Scholar] [CrossRef]
- Ehlers, H.; Pelkner, M.; Thewes, R. Heterodyne eddy current testing using magnetoresistive sensors for additive manufacturing purposes. IEEE Sens. J. 2020, 20, 5793–5800. [Google Scholar] [CrossRef]
- Prémel, D.; Decitre, J.M.; Pichenot, G. Simulation of eddy current inspection including magnetic field sensor such as giant magneto-resistance over planar stratified media components with embedded flaws. In AIP Conference Proceedings; American Institute of Physics: College Park, MD, USA, 2011; Volume 1335, pp. 655–662. [Google Scholar]
- Stankiewicz, J.M. Influence of the coil winding direction on the efficiency of Wireless Power Transfer Systems. Przegląd Elektrotechniczny 2022, 1, 150–155. [Google Scholar] [CrossRef]
- Delabre, B. Développement de Capteurs Flexibles à Courant de Foucault: Applications à la Caractérisation des Propriétés Electromagnétiques des Matériaux et à la Détection de Défauts par Imagerie Statique. Ph.D. Thesis, Université Paris-Sud, Orsay, France, 2016. [Google Scholar]
- Zorni, C. Contrôle non Destructive par Courants de Foucault de Milieu Ferromagnétiques: De L’expérience au Modèle D’intéraction. Ph.D. Thesis, Université Paris-Sud, Orsay, France, 2012. [Google Scholar]
- Khebbab, M.; Feliachi, M.; Latreche, M.E.H. Application of finite elements heterogeneous multi-scale method to eddy currents non destructive testing of carbon composites material. Eur. Phys. J. Appl. Phys. 2018, 81, 10401. [Google Scholar] [CrossRef]
- Hamia, R.; Cordier, C.; Dolabdjian, C. Eddy-current non-destructive testing system for the determination of crack orientation. NDT E Int. 2014, 61, 24–28. [Google Scholar] [CrossRef]
- Dumont-Fillon, J. Contrôle Non Destructive (CND), Techniques de L’ingénieur CND: Méthodes Globales et Volumiques. 1996. Available online: https://www.techniques-ingenieur.fr/base-documentaire/mesures-analyses-th1/cnd-methodes-globales-et-volumiques-42585210/controle-non-destructif-cnd-r1400/ (accessed on 1 January 2020).
- Toullelan, G.; Raillon, R.; Chatillon, S.; Dorval, V.; Darmon, M.; Lonné, S.; Chimenti, D.E.; Bond, L.J. Results of the 2015 UT Modeling Benchmark Obtained with Models Implemented in CIVA. AIP Conf. Proc. 2016, 1706, 190001. [Google Scholar] [CrossRef]
- Imperiale, A.; Chatillon, S.; Darmon, M.; Leymarie, N.; Demaldent, E. UT Simulation Using a Fully Automated 3D Hybrid Model: Application to Planar Backwall Breaking Defects Inspection. AIP Conf. Proc. 2018, 1949, 050004. [Google Scholar] [CrossRef]
- Fernandez, R.; Clement, L.; Tisseur DGuillamet, R.; Costin, M.; Vienne, C.; Colombie, V. RT Modelling for NDT Recent and Future Developments in the CIVA RT/CT Module. In Proceedings of the 19th World Conference on Non-Destructive Testing (WCNDT 2016), Munich, Germany, 13–17 June 2016. [Google Scholar]
- Vienne, C.; Escoda, J.; Touron, A.; Costin, M. Assessing the Influence of CT Acquisition Parameters on Flaw Detectability through Simulation. In Proceedings of the 11th Conference on Industrial Computed Tomography (iCT 2020), Wels, Austria, 4–7 February 2020; Available online: https://www.ict-conference.com/2022 (accessed on 1 January 2020).
- Delabre, B.; Decitre, J.-M.; Le Bihan, Y. Design of a flexible eddy current probe in view of the evaluation of the electrical conductivity during inspection of defects. Nondestruct. Test. Eval. 2016, 32, 227–241. [Google Scholar] [CrossRef]
- Extende, Experts in Non Destructive Testing Simulation. Available online: https://www.extende.com (accessed on 1 January 2020).
- Darmon, M.; Dorval, V.; Baqué, F. Acoustic scattering models from rough surfaces: A brief review and recent advances. Appl. Sci. 2020, 10, 8305. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Description | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Length (mm) | 40 | 1 | 2 | 3 | 40 | 1 | 2 | 3 | 40 | 1 | 2 | 3 |
| Width (mm) | 0.3 | |||||||||||
| Depth (mm) | 0.5 | 0.2 | 0.1 | |||||||||
| Parameters | Transmitter Coil (T) | Receiver Coil (R) |
|---|---|---|
| Inner diameter (⌀ In) (mm) | 4 | |
| Outer diameter (⌀ Out) (mm) | 5.12 | |
| Height (h) (µm) | 10 | |
| Number of spires | 4 | |
| Lift-off (mm) | (L2) 0.21 | (L1) 0.14 |
| Offset distance (d) between the two coil centers (mm) | 2 | |
| Parameters | Receiver Coil 1 (R1) | Receiver Coil 2 (R2) | Transmitter Coil (T) |
|---|---|---|---|
| Inner diameter (mm) | 3.64 | 0.6 | 0.5 |
| Outer diameter (mm) | 4.92 | 3 | 5.15 |
| Height (µm) | 10 | ||
| Number of spires | 4 | 8 | 15 |
| Lift-off (mm) | 0.14 | 0.21 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saddoud, R.; Sergeeva-Chollet, N.; Darmon, M. Eddy Current Sensors Optimization for Defect Detection in Parts Fabricated by Laser Powder Bed Fusion. Sensors 2023, 23, 4336. https://doi.org/10.3390/s23094336
Saddoud R, Sergeeva-Chollet N, Darmon M. Eddy Current Sensors Optimization for Defect Detection in Parts Fabricated by Laser Powder Bed Fusion. Sensors. 2023; 23(9):4336. https://doi.org/10.3390/s23094336
Chicago/Turabian StyleSaddoud, Romain, Natalia Sergeeva-Chollet, and Michel Darmon. 2023. "Eddy Current Sensors Optimization for Defect Detection in Parts Fabricated by Laser Powder Bed Fusion" Sensors 23, no. 9: 4336. https://doi.org/10.3390/s23094336