
Ultrasonic Transducers for In-Service Inspection and Continuous Monitoring in High-Temperature Environments


Abstract
:1. Introduction
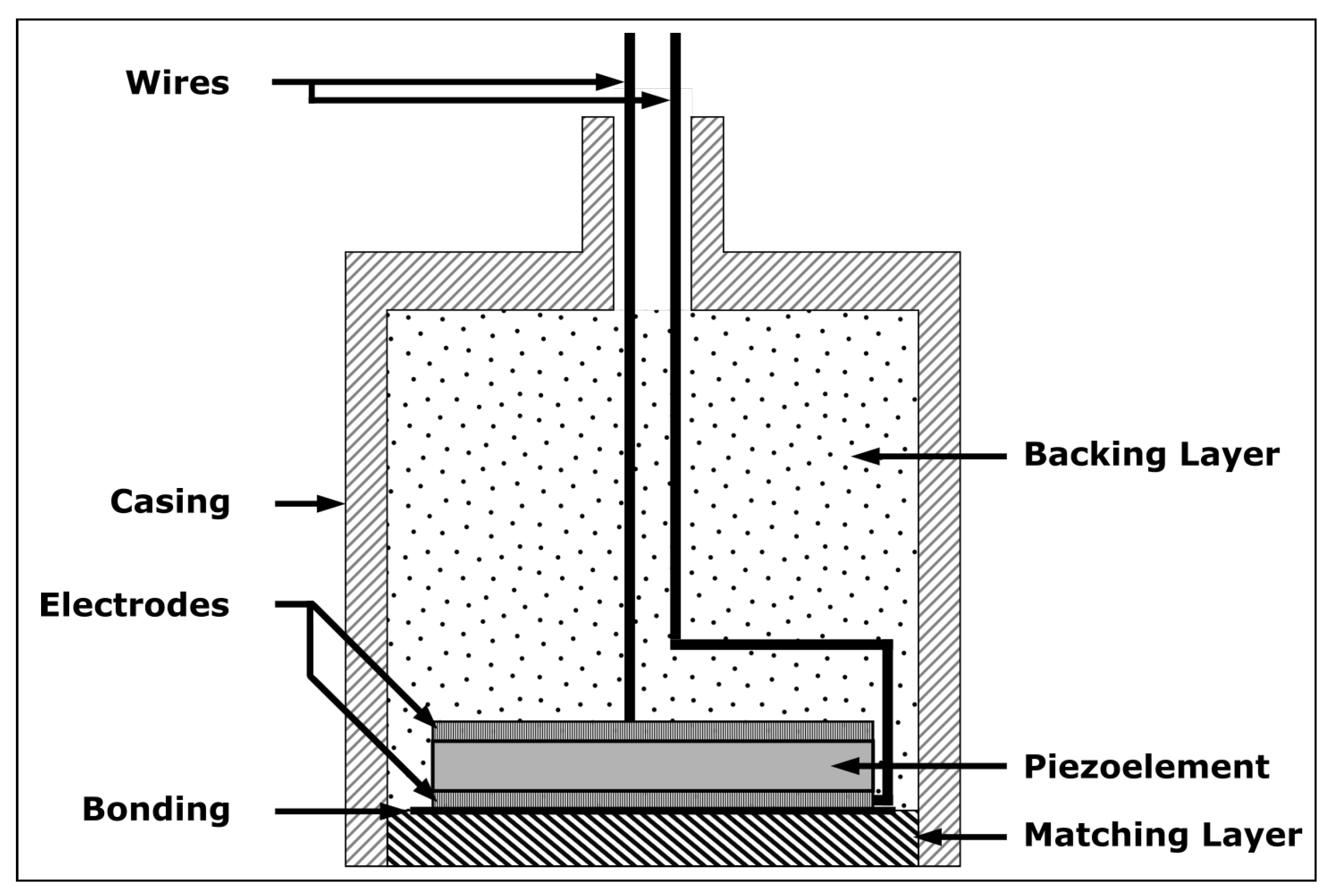
2. Transducer Design
2.1. The Piezoelectric Element
2.2. The Electrodes
2.3. The Backing Layer
2.4. The Matching Layer
2.5. Coupling
2.6. Other Components and Transducer Assembly
3. Experimental Method
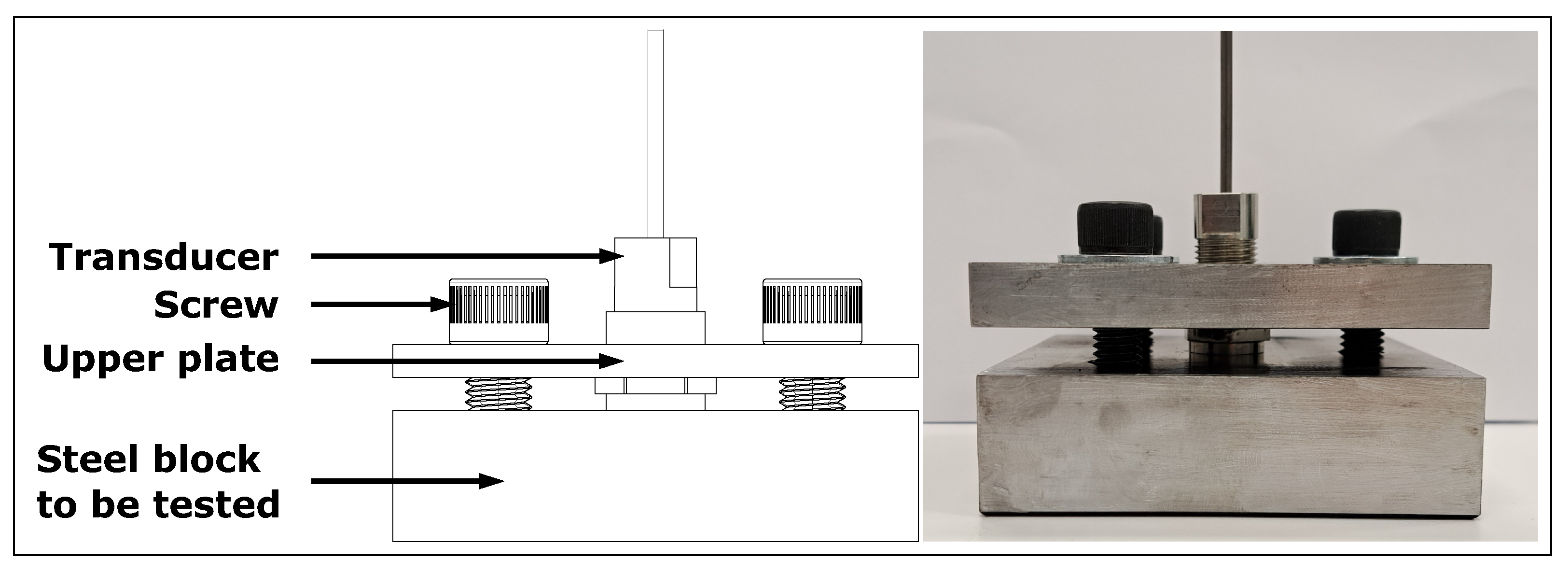
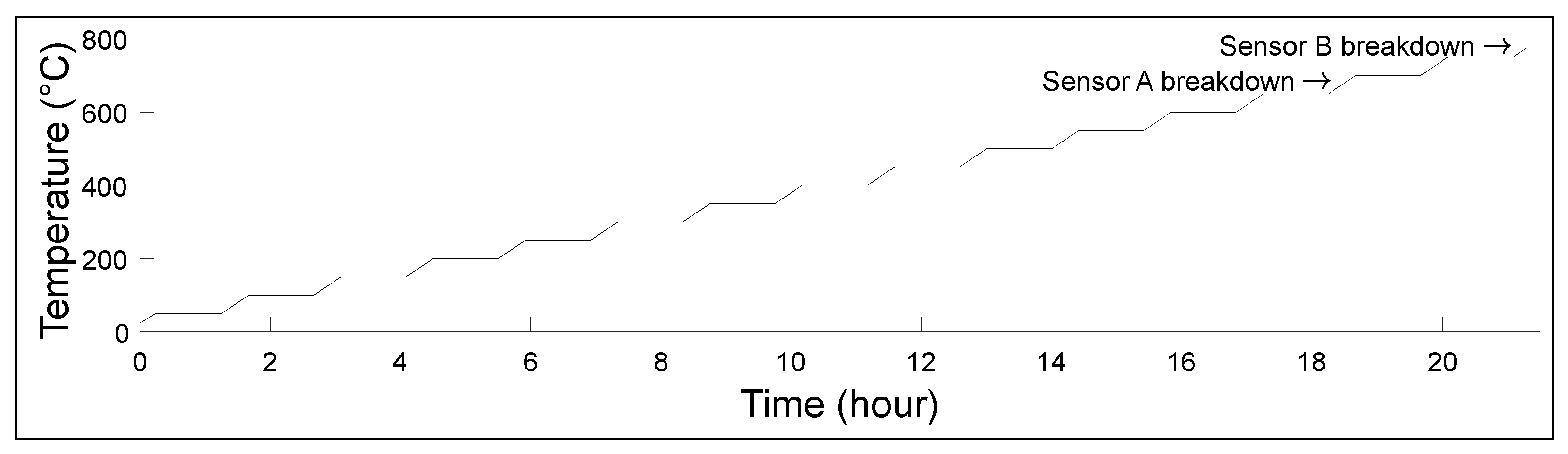
3.1. Transducers A and B: Maximum Operating Temperature (MOT) Test
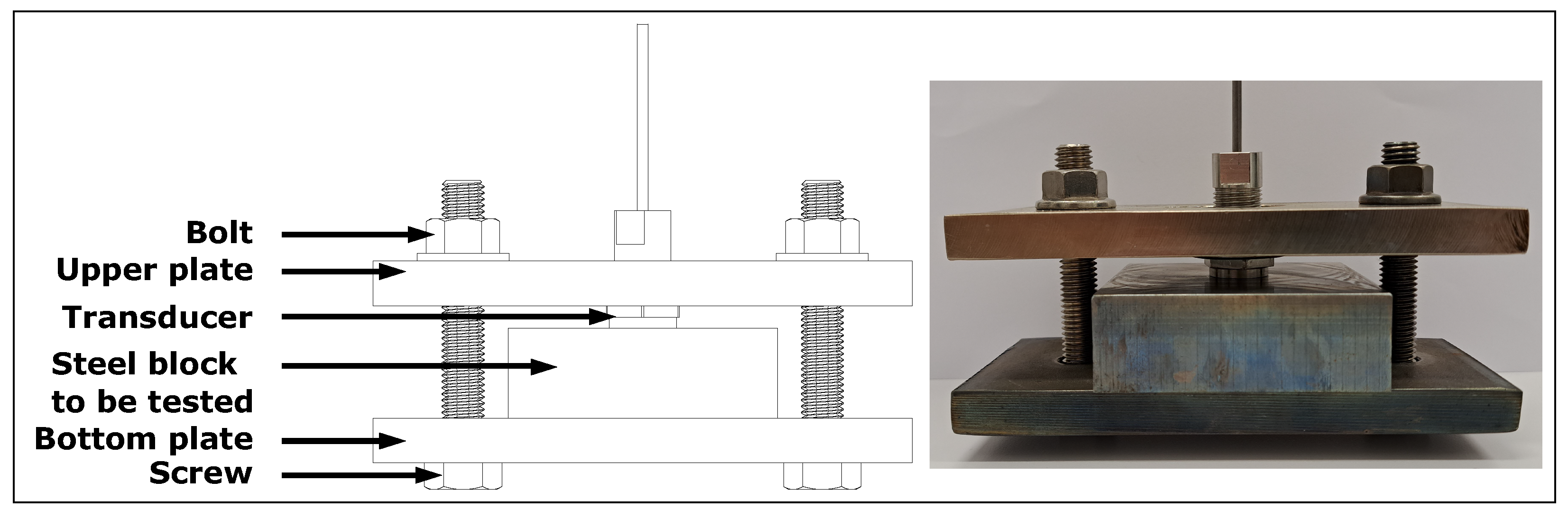
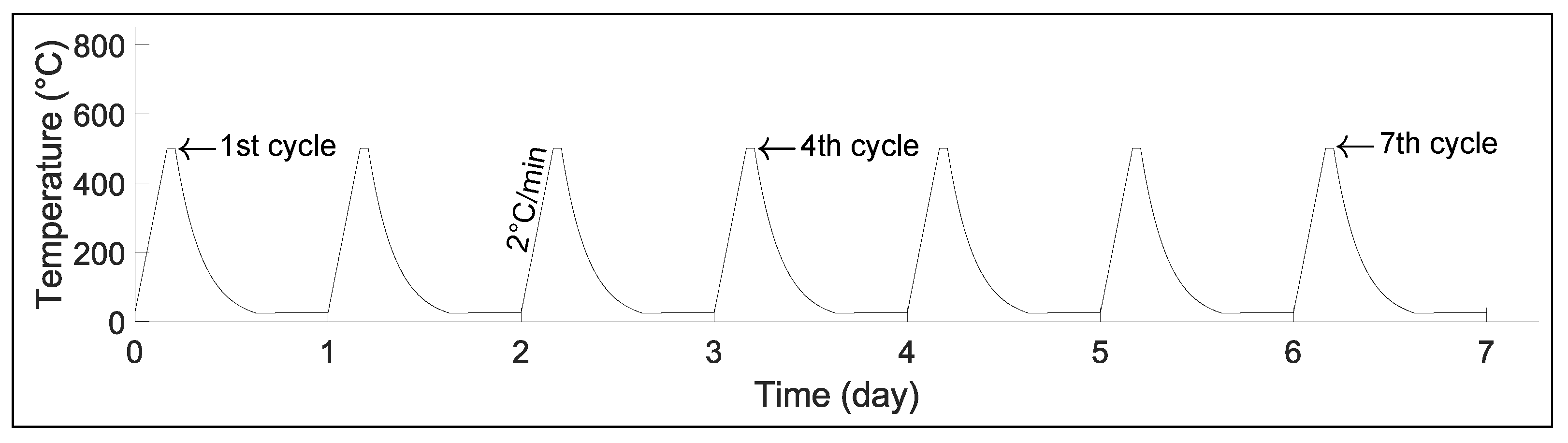
3.2. Transducer C: Thermal Cycling
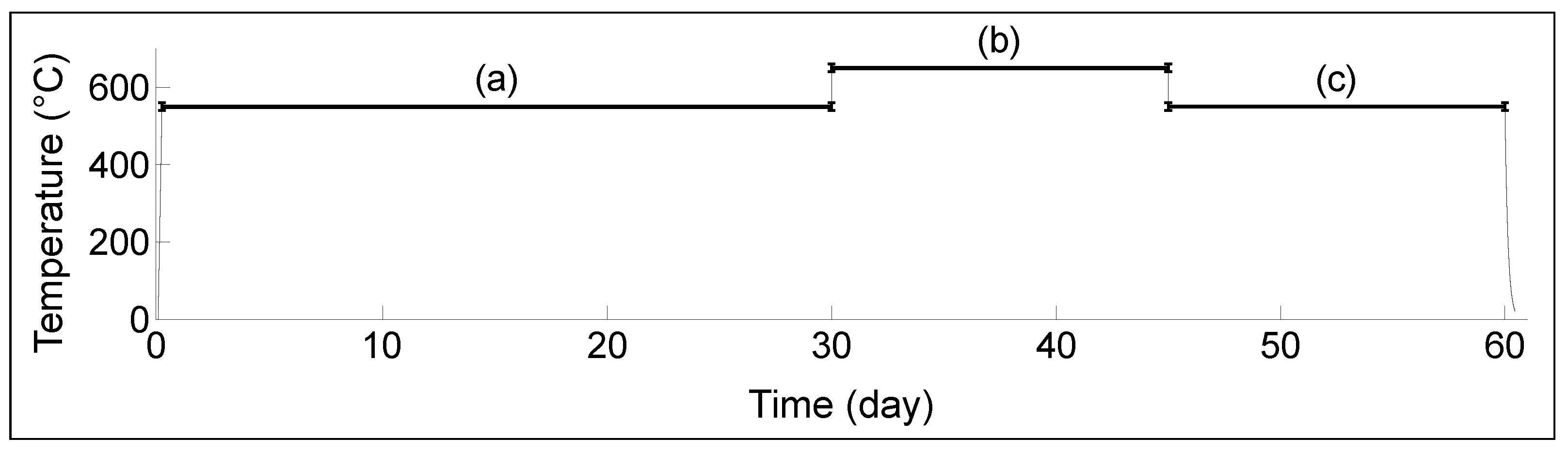
3.3. Transducer D: Long Term Performance
4. Results and Discussion
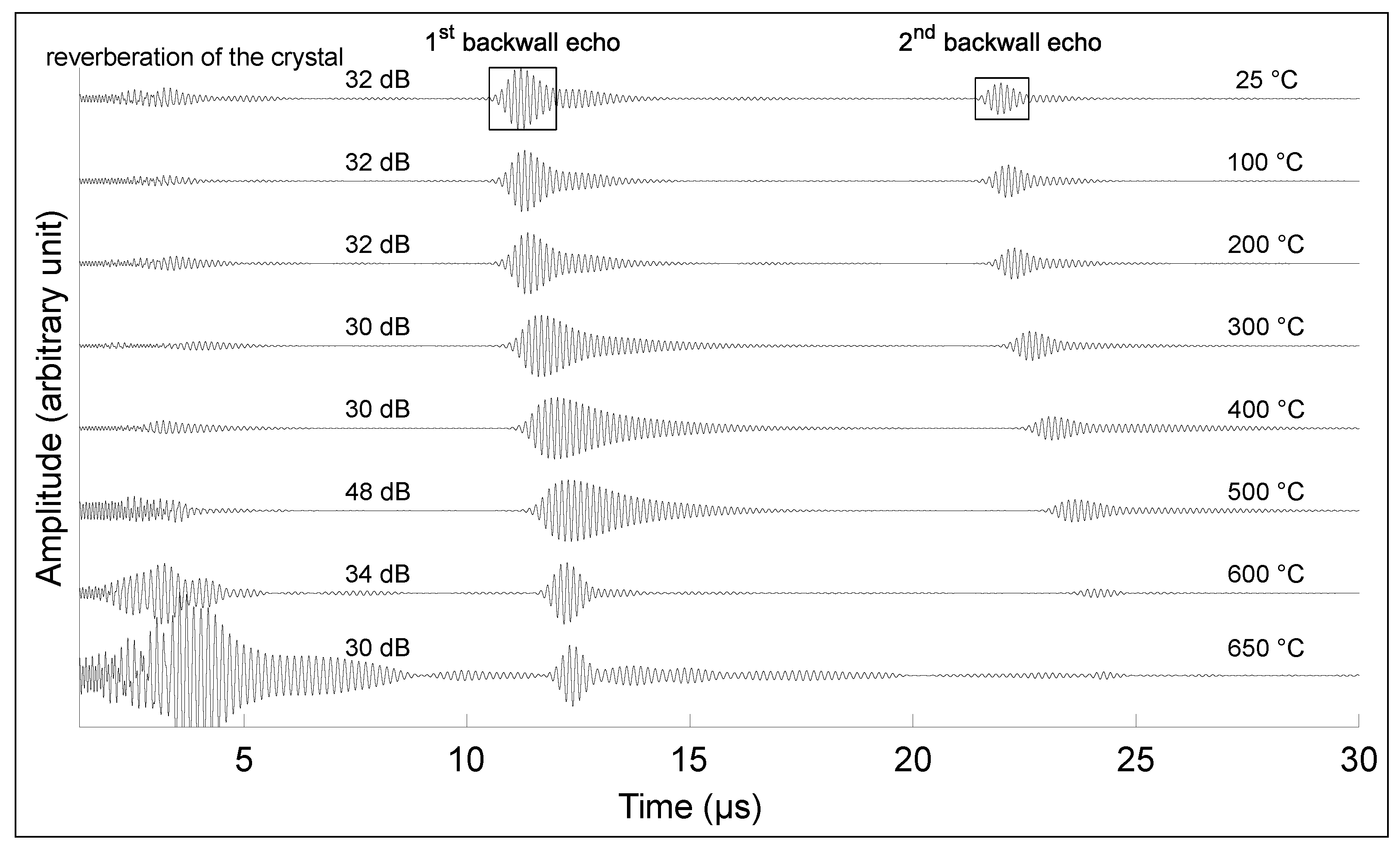
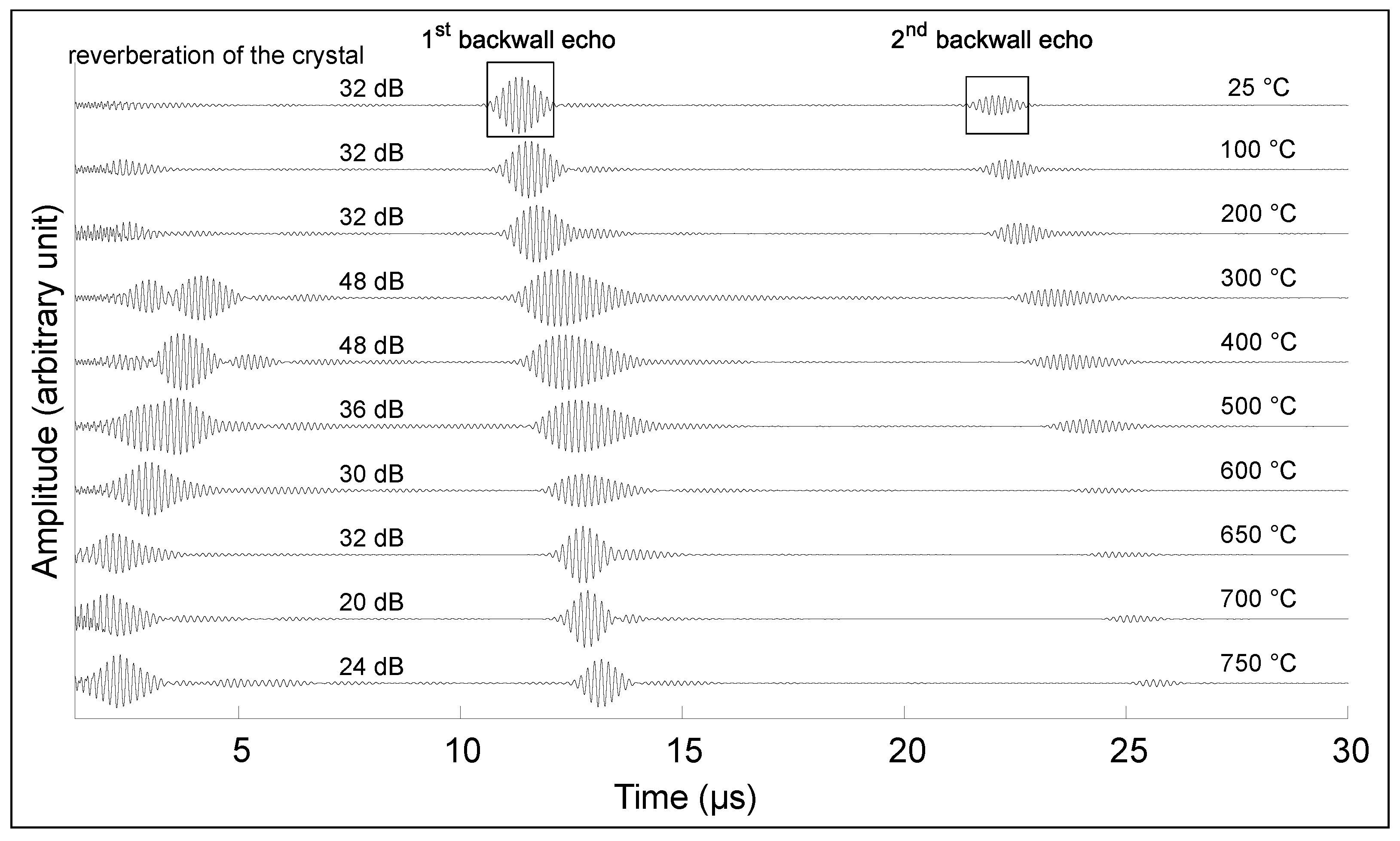
4.1. High-Temperature Performance
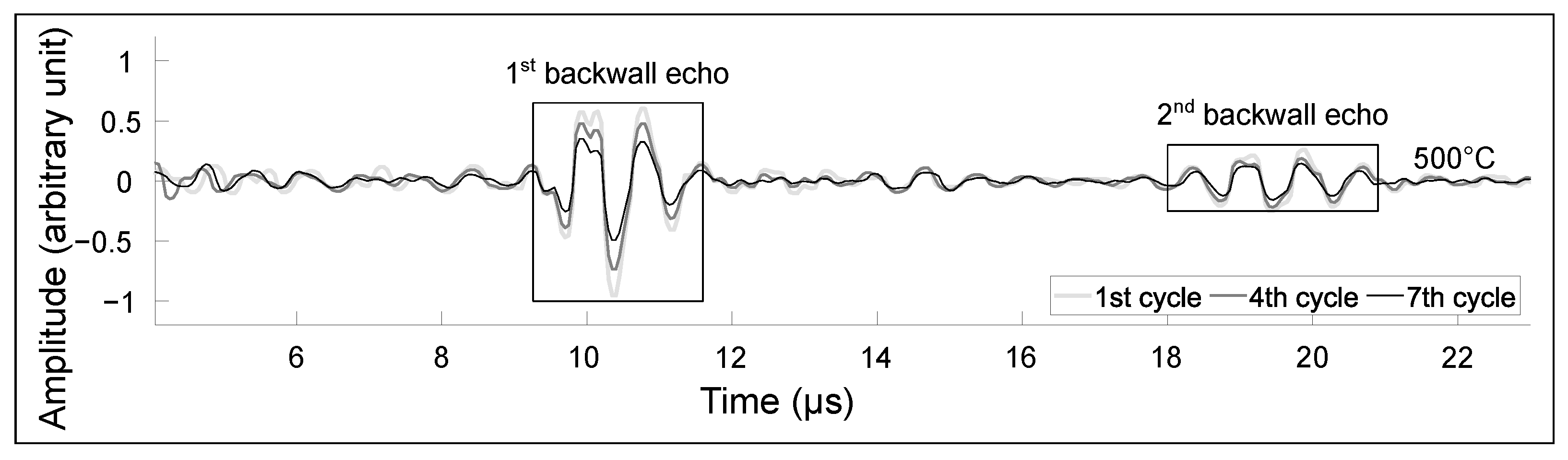
4.2. Thermal Cycling
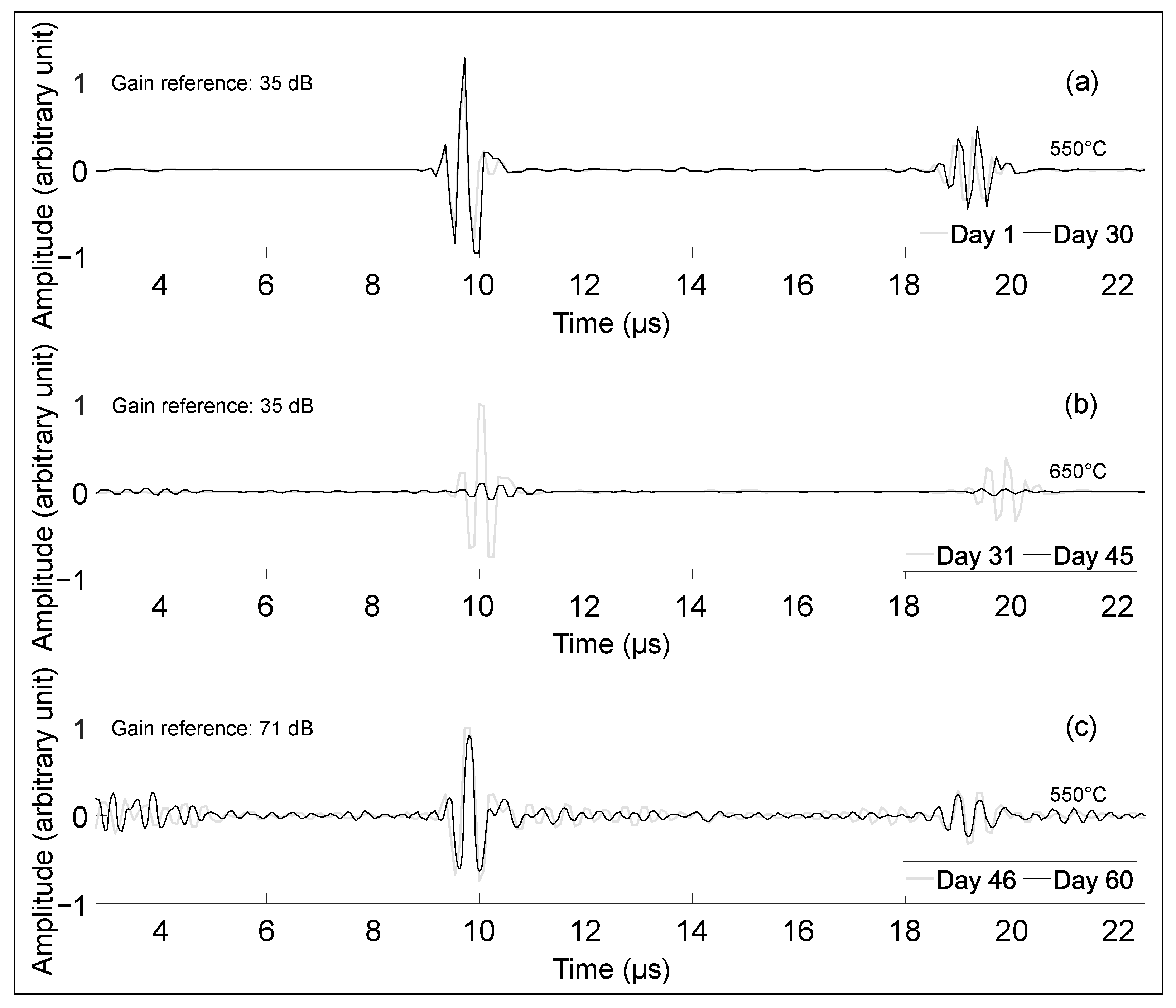
4.3. Long-Term Performance
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wood, M.; Vetere Arellano, A.; Van Wijk, L. Corrosion-Related Accidents in Petroleum Refineries: Lessons Learned from Accidents in EU and OECD Countries; Policy assessment LB-NA-26331-EN-C (print), LB-NA-26331-EN-N (online); Publications Office of the European Union: Luxembourg, 2013. [Google Scholar]
- Kazys, R.; Vaskeliene, V. High Temperature Ultrasonic Transducers: A Review. Sensors 2021, 21, 3200. [Google Scholar] [CrossRef] [PubMed]
- Cegla, F.B.; Cawley, P.; Allin, J.; Davies, J. High-temperature (>500 ∘C) wall thickness monitoring using dry-coupled ultrasonic waveguide transducers. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2011, 58, 156–167. [Google Scholar] [CrossRef] [PubMed]
- Burrows, S.E.; Fan, Y.; Dixon, S. High temperature thickness measurements of stainless steel and low carbon steel using electromagnetic acoustic transducers. NDT E Int. 2014, 68, 73–77. [Google Scholar] [CrossRef] [Green Version]
- Amini, M.H.; Sinclair, A.N.; Coyle, T.W. A New High-Temperature Ultrasonic Transducer for Continuous Inspection. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2016, 63, 448–455. [Google Scholar] [CrossRef] [PubMed]
- Lunn, N.; Dixon, S.; Potter, M.D.G. High temperature EMAT design for scanning or fixed point operation on magnetite coated steel. NDT E Int. 2017, 89, 74–80. [Google Scholar] [CrossRef]
- Materials Technical Data (Typical Values). Available online: https://info.piezo.com/hubfs/Data-Sheets/piezo-material-properties-data-sheet-20201112.pdf (accessed on 16 January 2023).
- Silk, M.G. Ultrasonic Transducers for Nondestructive Testing; Adam Hilger Ltd.: Accord, MA, USA, 1984. [Google Scholar]
- Baba, A.; Searfass, C.T.; Tittmann, B.R. High temperature ultrasonic transducer up to 1000 ∘C using lithium niobate single crystal. Appl. Phys. Lett. 2010, 97, 232901. [Google Scholar] [CrossRef]
- Tittmann, B.R.; Batista, C.F.G.; Trivedi, Y.P.; Lissenden, C.J.; Reinhardt, B.T. State-of-the-Art and Practical Guide to Ultrasonic Transducers for Harsh Environments Including Temperatures above 2120 ∘F (100 ∘C) and Neutron Flux above 1013 n/cm2. Sensors 2019, 19, 4755. [Google Scholar] [CrossRef] [Green Version]
- Mears, A.; Routley, N.R.; Kendall, P.A.; Elert, M.; Furnish, M.D.; Anderson, W.W.; Proud, W.G.; Butler, W.T. Impact stress measurement using piezoelectric probes with pzt and lithium niobate elements. AIP Conf. Proc. 2009, 1195, 639–642. [Google Scholar] [CrossRef]
- Smith, R.T.; Welsh, F.S. Temperature Dependence of the Elastic, Piezoelectric, and Dielectric Constants of Lithium Tantalate and Lithium Niobate. J. Appl. Phys. 1971, 42, 2219–2230. [Google Scholar] [CrossRef]
- Bergmann, G. The electrical conductivity of LiNbO3. Solid State Commun. 1968, 6, 77–79. [Google Scholar] [CrossRef]
- Weidenfelder, A.; Shi, J.; Fielitz, P.; Borchardt, G.; Becker, K.D.; Fritze, H. Electrical and electromechanical properties of stoichiometric lithium niobate at high-temperatures. Solid State Ionics 2012, 225, 26–29. [Google Scholar] [CrossRef]
- Mohimi, A.; Gan, T.H.; Balachandran, W. Development of high temperature ultrasonic guided wave transducer for continuous in service monitoring of steam lines using non-stoichiometric lithium niobate piezoelectric ceramic. Sens. Actuators A Phys. 2014, 216, 432–442. [Google Scholar] [CrossRef]
- Lucas, K.; Bouchy, S.; Belanger, P.; Zednik, R.J. High-temperature electrical conductivity in piezoelectric lithium niobate. J. Appl. Phys. 2022, 131, 194102. [Google Scholar] [CrossRef]
- de Castilla, H.; Belanger, P.; Zednik, R.J. High temperature characterization of piezoelectric lithium niobate using electrochemical impedance spectroscopy resonance method. J. Appl. Phys. 2017, 122, 244103. [Google Scholar] [CrossRef]
- Bouchy, S.; Zednik, R.J.; Belanger, P. Characterization of the Elastic, Piezoelectric, and Dielectric Properties of Lithium Niobate from 25 ∘C to 900 ∘C Using Electrochemical Impedance Spectroscopy Resonance Method. Materials 2022, 15, 4716. [Google Scholar] [CrossRef]
- Warner, A.W.; Onoe, M.; Coquin, G.A. Determination of Elastic and Piezoelectric Constants for Crystals in Class (3 m). J. Acoust. Soc. Am. 1967, 42, 1223–1231. [Google Scholar] [CrossRef]
- Singh, K.; Saodekar, P.V.; Bhoga, S.S. Effect of stoichiometry on the thermal expansion coefficients of lithium niobate single crystals. Bull. Mater. Sci. 1998, 21, 469–474. [Google Scholar] [CrossRef]
- Jiang, X.; Kim, K.; Zhang, S.; Johnson, J.; Salazar, G. High-Temperature Piezoelectric Sensing. Sensors 2014, 14, 144–169. [Google Scholar] [CrossRef] [Green Version]
- Genovés, V.; Fariñas, M.D.; Pérez-Aparicio, R.; Saiz-Rodríguez, L.; Valentín, J.L.; Álvarez Arenas, T.G. Micronized Recycle Rubber Particles Modified Multifunctional Polymer Composites: Application to Ultrasonic Materials Engineering. Polymers 2022, 14, 3614. [Google Scholar] [CrossRef]
- Askeland, D.R.; Phulé, P.P.; Wright, W.J.; Bhattacharya, D. The Science and Engineering of Materials; Springer: Dordrecht, The Netherlands, 2003. [Google Scholar]
- Wang, H.; Ritter, T.; Cao, W.; Shung, K. High frequency properties of passive materials for ultrasonic transducers. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2001, 48, 78–84. [Google Scholar] [CrossRef]
- Pierre, B.; Sevan, B.; Ricardo, Z. Backing Layer of Ultrasonic Probe. United States PCT/CA2022/051385, 2022. Unpublished patent, submitted to CIPO’s Patent Office in September 2022. [Google Scholar]
- Bhadwal, N.; Torabi Milani, M.; Coyle, T.; Sinclair, A. Dry Coupling of Ultrasonic Transducer Components for High Temperature Applications. Sensors 2019, 19, 5383. [Google Scholar] [CrossRef] [Green Version]
- Drinkwater, B.W.; Dwyer-Joyce, R.S.; Cawley, P. A study of the interaction between ultrasound and a partially contacting solid—solid interface. Proc. R. Soc. Lond. Ser. A Math. Phys. Eng. Sci. 1996, 452, 2613–2628. [Google Scholar] [CrossRef]
- High Temperature Ultrasonic Couplant—EchoTherm Extreme™. Available online: https://www.echoultrasonics.com/product/echotherm-extreme-high-temperature-couplant/ (accessed on 4 January 2023).
- Mineral Insulated RTD Cable. Available online: https://www.omega.ca/en/temperature-measurement/temperature-wire-and-cable/mineral-insulated-cables/316-rtd-clad/p/INC-RTD-2-MO-062 (accessed on 11 March 2023).
- Silver Paste Plus 30 g Tube. Available online: https://www.2spi.com/item/05063-ab/silver-paints-pastes (accessed on 11 March 2023).
- Yu, Z.; Zhang, F.; Ma, X.; Yang, F.; Hu, D.; Zhou, H. Experimental Study on Thermal Expansion Behavior of Concrete under Three-Dimensional Stress. Adv. Civ. Eng. 2021, 2021, 5597918. [Google Scholar] [CrossRef]
- High-Temperature Characteristics of Stainless Steels. Available online: https://www.academia.edu/8980505/a_designers_handbook_series_n_o_9004_high_temperature_characteristics_of_stainless_steels (accessed on 11 March 2023).
- Ginzel, E.; Turnbull, B. Determining approximate acoustic properties of materials. NDT Net Dec. 2016, 2016, 1–10. [Google Scholar]
- Scruby, C.; Moss, B. Non-contact ultrasonic measurements on steel at elevated temperatures. NDT E Int. 1993, 26, 177–188. [Google Scholar] [CrossRef]
- Wadley, H.; Norton, S.; Mauer, F.; Droney, B. Ultrasonic measurement of internal temperature distribution. Philos. Trans. R. Soc. Lond. Ser. A Math. Phys. Sci. 1986, 320, 341–361. [Google Scholar]
- Nowacki, K.; Kasprzyk, W. The sound velocity in an alloy steel at high-temperature conditions. Int. J. Thermophys. 2010, 31, 103–112. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Layer | Composition | Dimension | Acoustic Impedance [MRayl] | Specific Characteristics | MOT [∘C] | CTE [10/C] | Ref. |
|---|---|---|---|---|---|---|---|
| Wires | Mineral insulated cable with Ni wire | Diameter 1.57 mm Length 15 cm | 50 | N/A | 650 | 12.8 | [29] |
| Junction | Silver paste | A few drops | 37.8 | N/A | 962 | 18.8 | [30] |
| Electrodes | Pt/Ti | 100 nm/20 nm | N/A | N/A | 650 | N/A | [21] |
| Piezoelement | LiNbO 36 Y-cut | Diameter 12 mm Thickness 1.22 mm | 34 | k = 48.5% d = 38.5 pC/N | 1210 | 15.4 7.5 | [19] |
| Backing Layer | Powdered steel 17-4PH Calcium aluminate cement Distilled water | Diameter 15 mm Thickness 30 mm | 17.6 | Acoustic attenuation 0.54 dB/mm | 850 | 8.7–13.4 | [31] |
| Casing | Stainless steel 304 | Diameter 15 mm Length 35 mm | 45 | 0.06 dB/mm | 925 | 17.2 | [32] |
| Matching Layer | Steel 400 series | Thickness | 45 | 0.05 dB/mm | 705 | 10–12 | [33] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bouchy, S.; Zednik, R.J.; Belanger, P. Ultrasonic Transducers for In-Service Inspection and Continuous Monitoring in High-Temperature Environments. Sensors 2023, 23, 3520. https://doi.org/10.3390/s23073520
Bouchy S, Zednik RJ, Belanger P. Ultrasonic Transducers for In-Service Inspection and Continuous Monitoring in High-Temperature Environments. Sensors. 2023; 23(7):3520. https://doi.org/10.3390/s23073520
Chicago/Turabian StyleBouchy, Sevan, Ricardo J. Zednik, and Pierre Belanger. 2023. "Ultrasonic Transducers for In-Service Inspection and Continuous Monitoring in High-Temperature Environments" Sensors 23, no. 7: 3520. https://doi.org/10.3390/s23073520