
Direct Ink-Write Printing of Ceramic Clay with an Embedded Wireless Temperature and Relative Humidity Sensor
 ,
,  ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Details
2.1. Materials and Fabrication
2.2. Printing and Post-Processing
2.3. Material Characterization
3. Results and Discussions
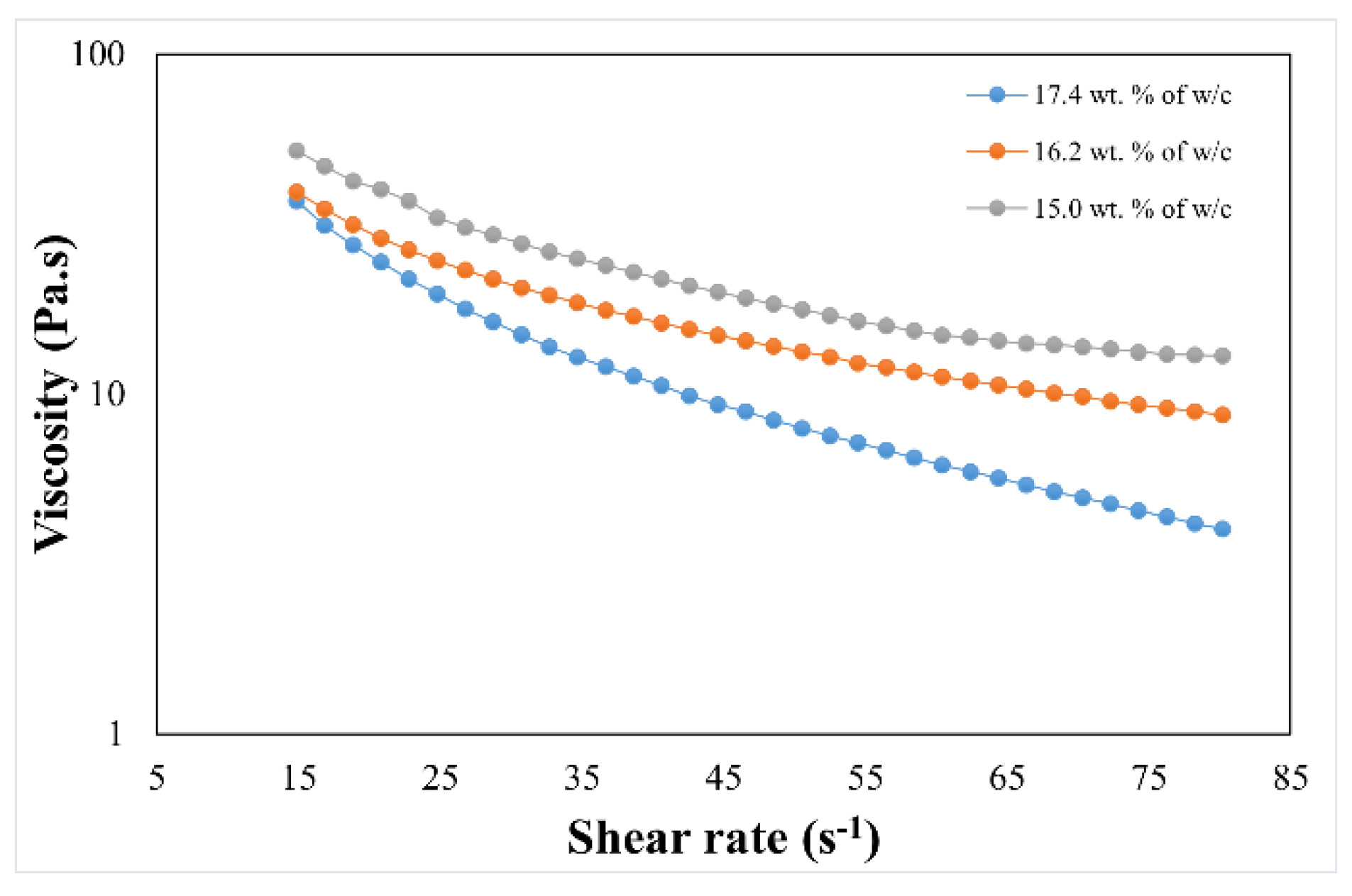
3.1. Rheological Measurements
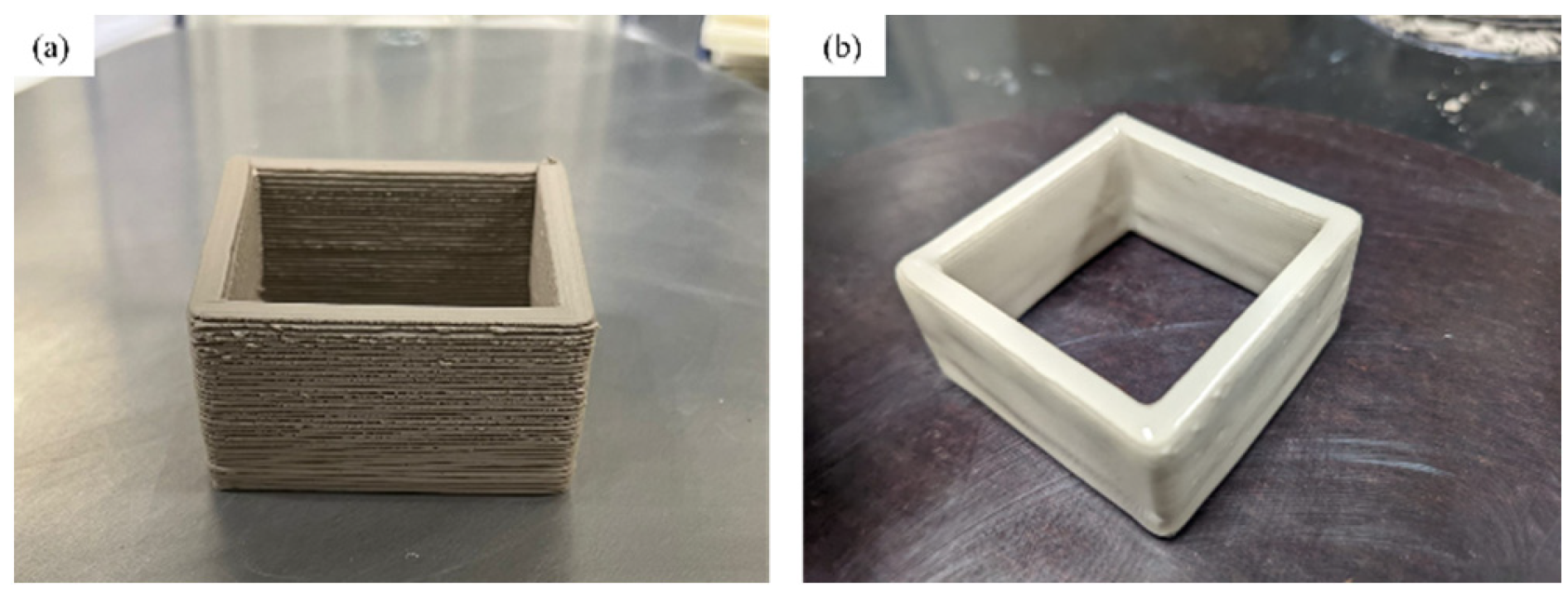
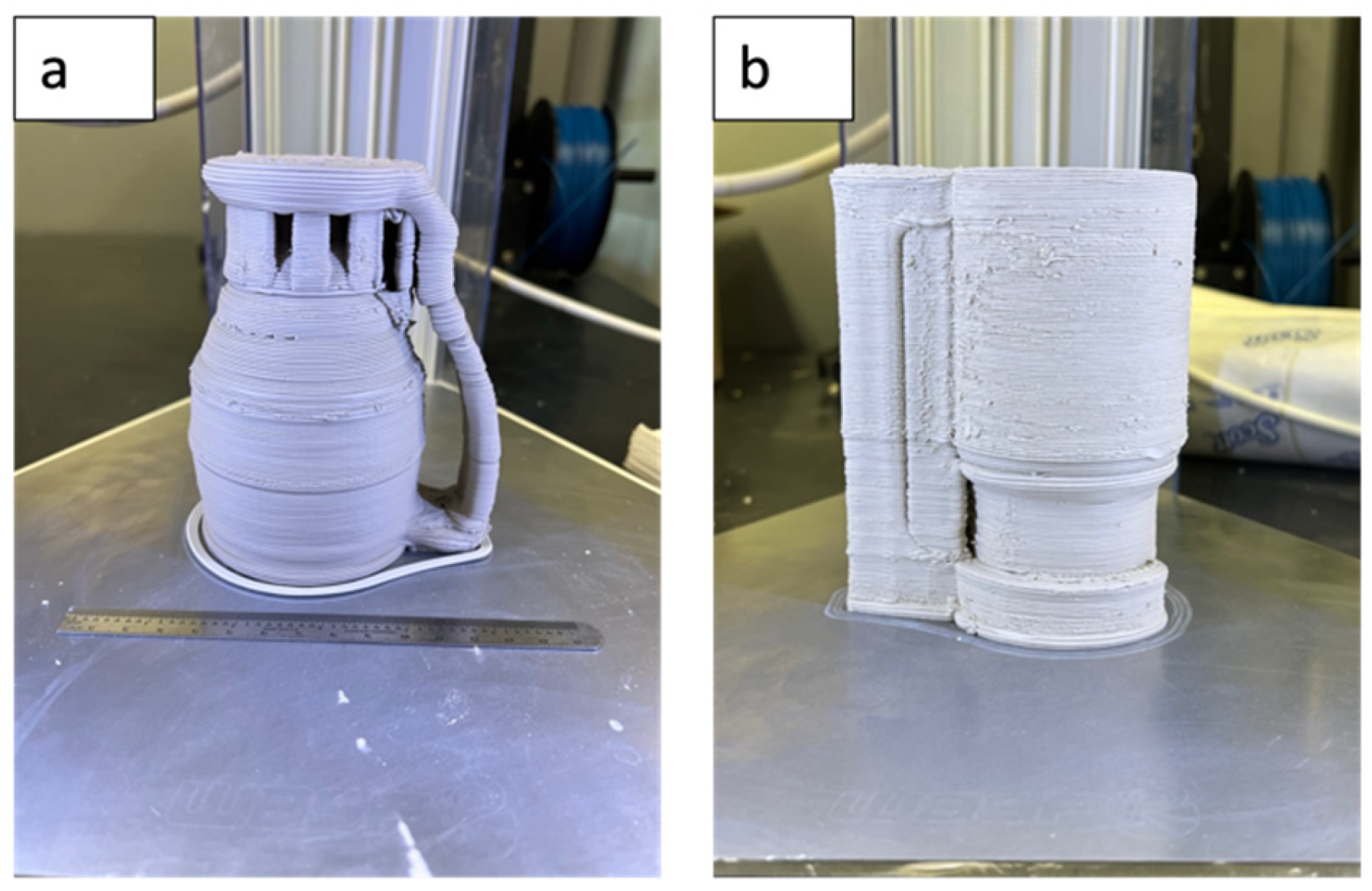
3.2. Clay 3D Printing Optimization
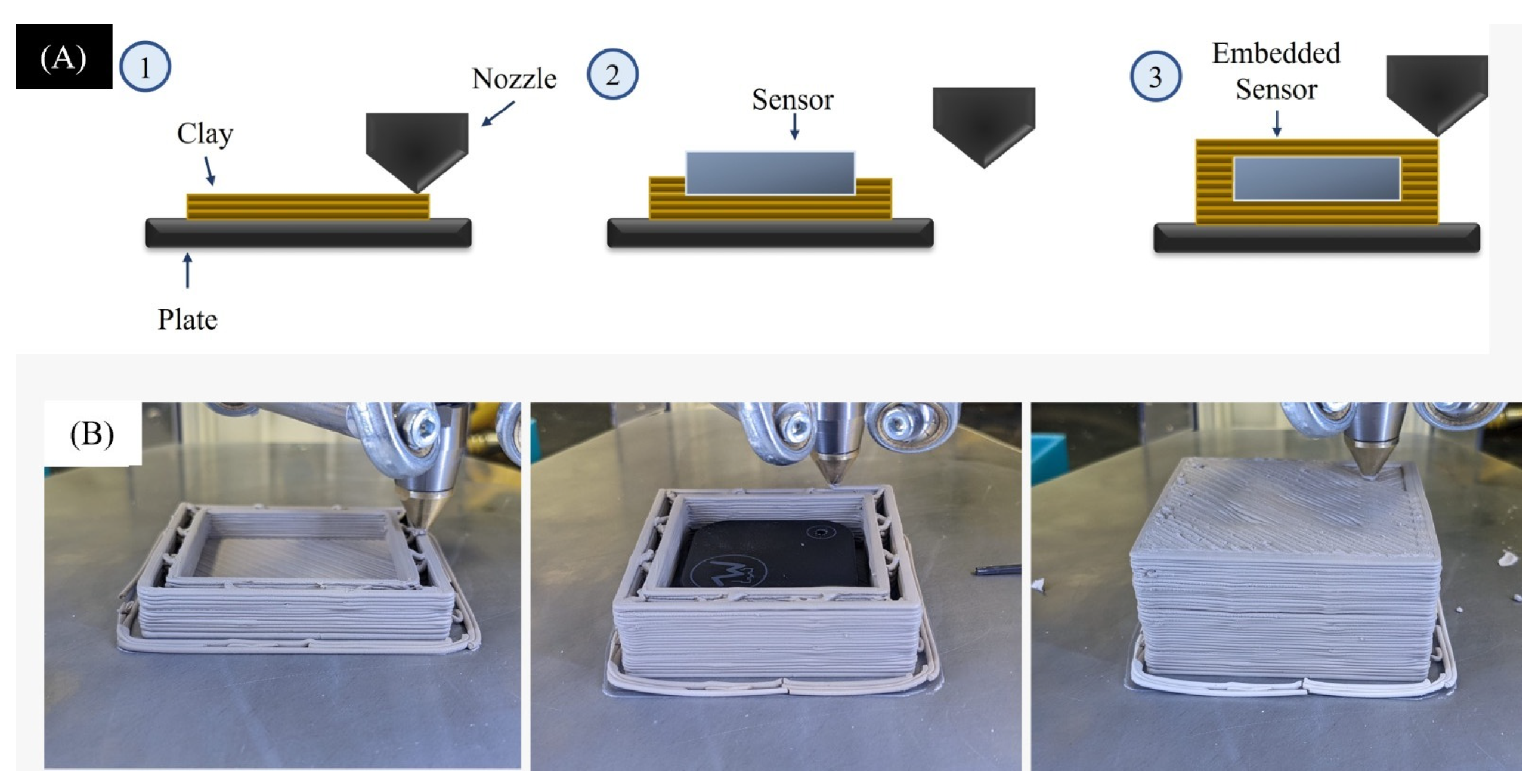
3.3. Material Fabrication with an Embedded Sensor
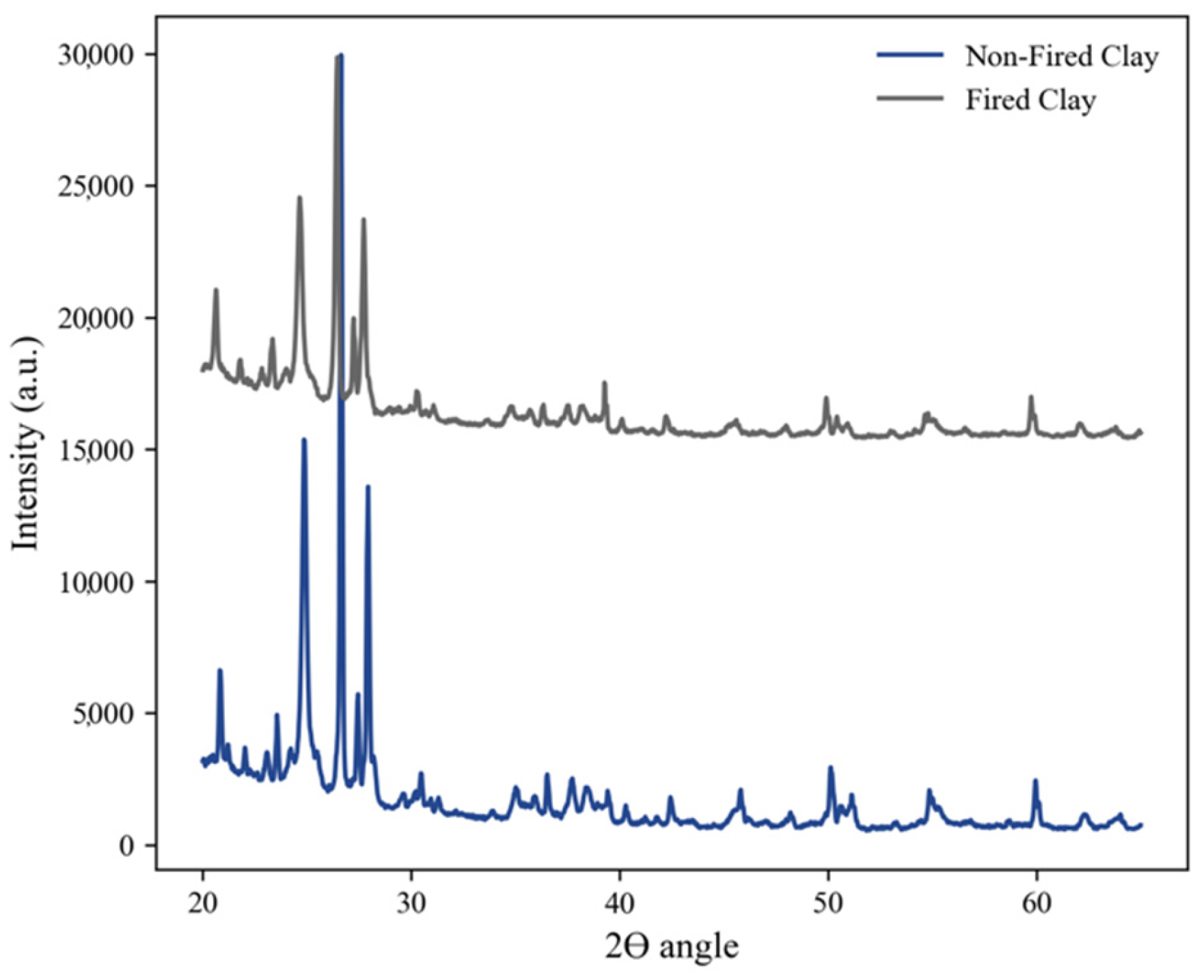
3.4. X-ray Diffraction Analysis
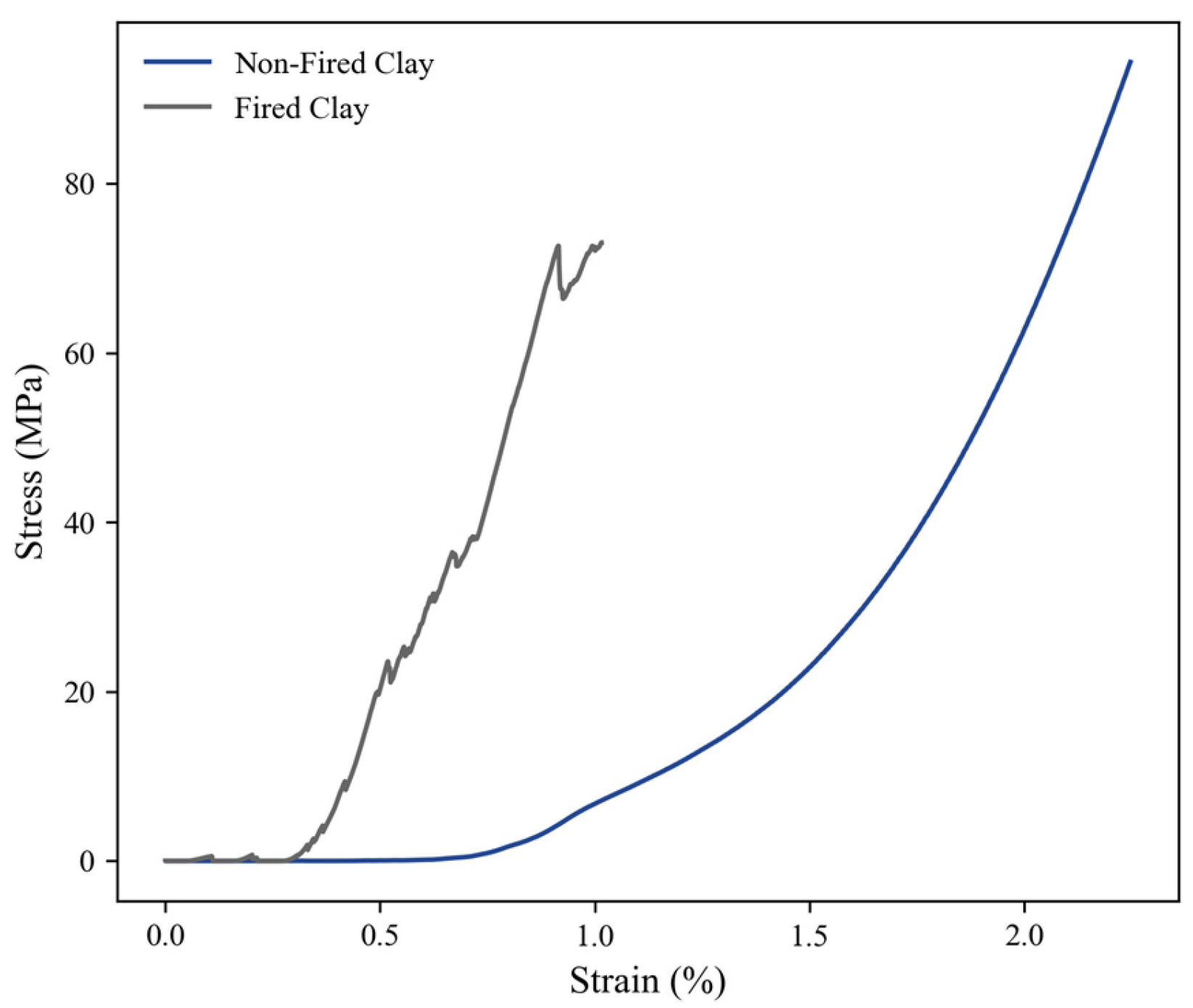
3.5. Compression Test
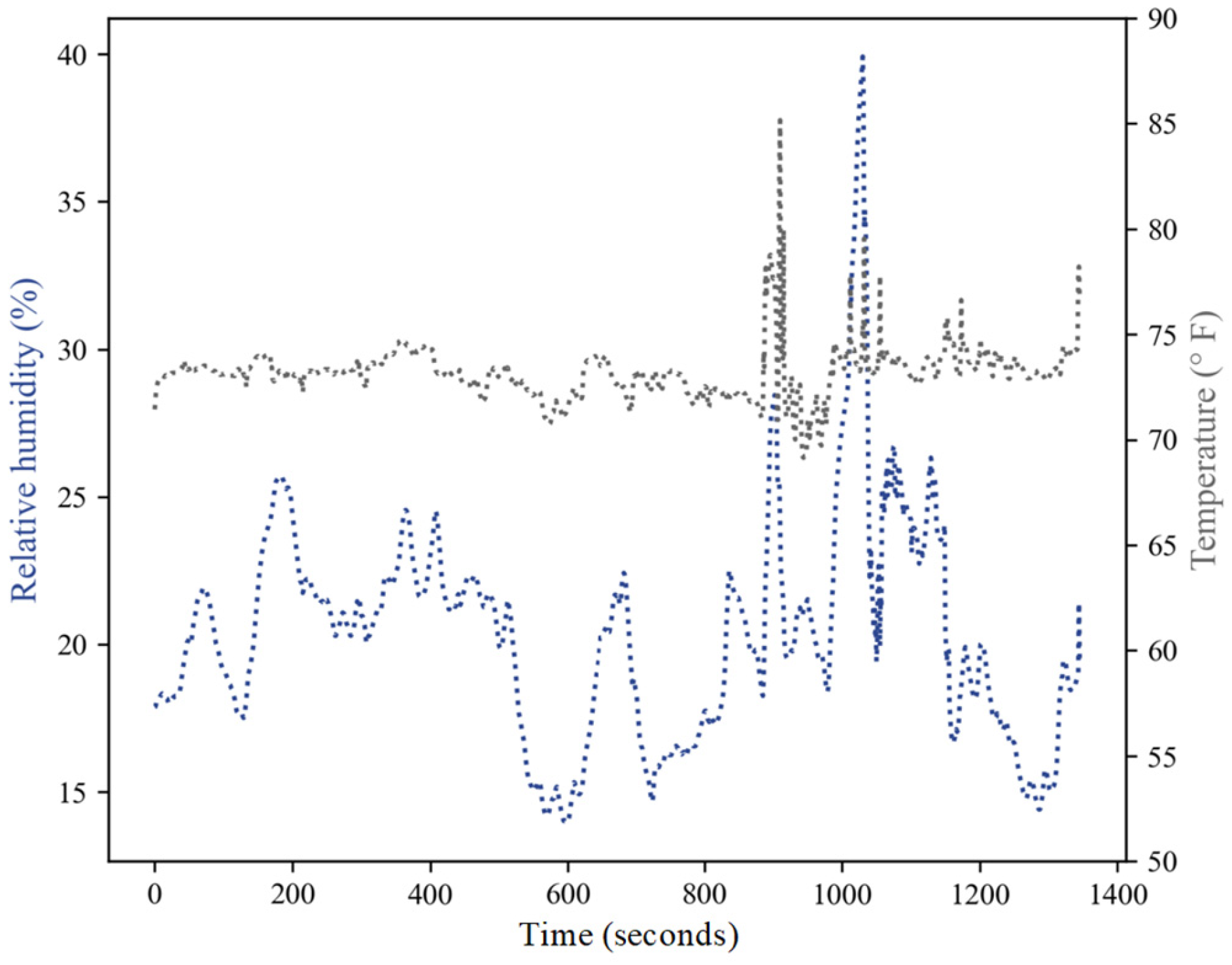
3.6. Temperature and Relative Humidity Sensing
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hong, C.; Wang, X.; Han, K.; Su, D.; Chen, Z. Performance investigation of 3D printed clay soil using fiber Bragg grating technology. Acta Geotech. 2022, 17, 453–462. [Google Scholar] [CrossRef]
- Revelo, C.F.; Colorado, H.A. 3D printing of kaolinite clay ceramics using the Direct Ink Writing (DIW) technique. Ceram. Int. 2018, 44, 5673–5682. [Google Scholar] [CrossRef]
- Li, M.; Chen, A.-N.; Lin, X.; Wu, J.-M.; Chen, S.; Cheng, L.-J.; Chen, Y.; Wen, S.-F.; Li, C.-H.; Shi, Y.-S. Lightweight mullite ceramics with controlled porosity and enhanced properties prepared by SLS using mechanical mixed FAHSs/polyamide12 composites. Ceram. Int. 2019, 45, 20803–20809. [Google Scholar] [CrossRef]
- Liu, X.; Zou, B.; Xing, H.; Huang, C. The preparation of ZrO2-Al2O3 composite ceramic by SLA-3D printing and sintering processing. Ceram. Int. 2020, 46, 937–944. [Google Scholar] [CrossRef]
- Du, W.; Ren, X.; Pei, Z.; Ma, C. Ceramic Binder Jetting Additive Manufacturing: A Literature Review on Density. J. Manuf. Sci. Eng. 2020, 142, 040801. [Google Scholar] [CrossRef]
- Fayazfar, H.; Liravi, F.; Ali, U.; Toyserkani, E. Additive manufacturing of high loading concentration zirconia using high-speed drop-on-demand material jetting. Int. J. Adv. Manuf. Technol. 2020, 109, 2733–2746. [Google Scholar] [CrossRef]
- Gaytan, S.M.; Cadena, M.A.; Karim, H.; Delfin, D.; Lin, Y.; Espalin, D.; MacDonald, E.; Wicker, R.B. Fabrication of barium titanate by binder jetting additive manufacturing technology. Ceram. Int. 2015, 41, 6610–6619. [Google Scholar] [CrossRef] [Green Version]
- Qu, H. Additive manufacturing for bone tissue engineering scaffolds. Mater. Today Commun. 2020, 24, 101024. [Google Scholar] [CrossRef]
- Renteria, A.; Balcorta, V.H.; Marquez, C.; Rodriguez, A.A.; Renteria-Marquez, I.; Regis, J.; Wilburn, B.; Patterson, S.; Espalin, D.; Tseng, T.-L.; et al. Direct ink write multi-material printing of PDMS-BTO composites with MWCNT electrodes for flexible force sensors. Flex. Print. Electron. 2022, 7, 015001. [Google Scholar] [CrossRef]
- Li, W.; Ghazanfari, A.; McMillen, D.; Leu, M.C.; Hilmas, G.E.; Watts, J. Fabricating ceramic components with water dissolvable support structures by the Ceramic On-Demand Extrusion process. CIRP Ann. 2017, 66, 225–228. [Google Scholar] [CrossRef]
- Renteria, A.; Garcia, L.F.; Balcorta, V.H.; Ortiz, D.; Delfin, L.C.; Regis, J.; Marcos-Hernández, M.; Espalin, D.; Tseng, T.-L.; Lin, Y. Influence of bimodal particle distribution on material properties of BaTiO3 fabricated by paste extrusion 3D printing. Ceram. Int. 2021, 47, 18477–18486. [Google Scholar] [CrossRef]
- Chan, S.S.L.; Pennings, R.M.; Edwards, L.; Franks, G.V. 3D printing of clay for decorative architectural applications: Effect of solids volume fraction on rheology and printability. Addit. Manuf. 2020, 35, 101335. [Google Scholar] [CrossRef]
- Faksawat, K.; Limsuwan, P.; Naemchanthara, K. 3D printing technique of specific bone shape based on raw clay using hydroxyapatite as an additive material. Appl. Clay Sci. 2021, 214, 106269. [Google Scholar] [CrossRef]
- Wolf, A.; Rosendahl, P.L.; Knaack, U. Additive manufacturing of clay and ceramic building components. Autom. Constr. 2022, 133, 103956. [Google Scholar] [CrossRef]
- Peroglio, M.; Meunier, C.; Favre, J.; Faucheu, J.; Petit, C. A parametric study of conventional and high-speed microwave sintering of robocast porcelain. Open Ceram. 2022, 9, 100246. [Google Scholar] [CrossRef]
- Sbriglia, L.R.; Baker, A.M.; Thompson, J.M.; Morgan, R.V.; Wachtor, A.J.; Bernardin, J.D. Embedding Sensors in FDM Plastic Parts During Additive Manufacturing. In Topics in Modal Analysis & Testing; Springer International Publishing: Cham, Switzerland, 2016; Volume 10, pp. 205–214. [Google Scholar]
- Stano, G.; Ovy, S.M.A.I.; Edwards, J.R.; Cianchetti, M.; Percoco, G.; Tadesse, Y. One-shot additive manufacturing of robotic finger with embedded sensing and actuation. Int. J. Adv. Manuf. Technol. 2023, 124, 467–485. [Google Scholar] [CrossRef]
- Lehmhus, D.; Aumund-Kopp, C.; Petzoldt, F.; Godlinski, D.; Haberkorn, A.; Zöllmer, V.; Busse, M. Customized Smartness: A Survey on Links between Additive Manufacturing and Sensor Integration. Procedia Technol. 2016, 26, 284–301. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, H.; Han, W.; Lin, H.; Li, R.; Zhu, J.; Huang, W. 3D Printed Flexible Strain Sensors: From Printing to Devices and Signals. Adv. Mater. 2021, 33, 2004782. [Google Scholar] [CrossRef]
- Lewis, J.A. Direct Ink Writing of 3D Functional Materials. Adv. Funct. Mater. 2006, 16, 2193–2204. [Google Scholar] [CrossRef]
- Shahzad, A.; Lazoglu, I. Direct ink writing (DIW) of structural and functional ceramics: Recent achievements and future challenges. Compos. Part B Eng. 2021, 225, 109249. [Google Scholar] [CrossRef]
- del-Mazo-Barbara, L.; Ginebra, M.-P. Rheological characterisation of ceramic inks for 3D direct ink writing: A review. J. Eur. Ceram. Soc. 2021, 41, 18–33. [Google Scholar] [CrossRef]
- Cruz, N.; Peng, Y. Rheology measurements for flotation slurries with high clay contents—A critical review. Miner. Eng. 2016, 98, 137–150. [Google Scholar] [CrossRef]
- Karamanov, A.; Karamanova, E.; Ferrari, A.M.; Ferrante, F.; Pelino, M. The effect of fired scrap addition on the sintering behaviour of hard porcelain. Ceram. Int. 2006, 32, 727–732. [Google Scholar] [CrossRef]
- Ece, O.I.; Nakagawa, Z. Bending strength of porcelains. Ceram. Int. 2002, 28, 131–140. [Google Scholar] [CrossRef]
- Olhero, S.M.; Tarì, G.; Ferreira, J.M.F. Feedstock Formulations for Direct Consolidation of Porcelains with Polysaccharides. J. Am. Ceram. Soc. 2001, 84, 719–725. [Google Scholar] [CrossRef]
- Jeoung-Ah, K. The characterisation of paper composite porcelain in a fired state by XRD and SEM. J. Eur. Ceram. Soc. 2004, 24, 3823–3831. [Google Scholar] [CrossRef]
- Banno, M.; Tanaka, T.; Nishikawa, T.; Kitamura, Y. Improvement in Flexural Strength of Porcelain Bodies by Applying Surface Compressive Stress. J. Ceram. Soc. Jpn. 2006, 114, 329–331. [Google Scholar] [CrossRef] [Green Version]
- Savage, S.D.; Wilson, M.A.; Carter, M.A.; Hoff, W.D.; Hall, C.; McKay, B. Moisture expansion and mass gain in fired clay ceramics: A two-stage (time)1/4 process. J. Phys. D Appl. Phys. 2008, 41, 055402. [Google Scholar] [CrossRef] [Green Version]
- Al-Shantir, O.; Keppert, M.; Vrabec, M.; Trník, A. Influence of compression pressure on thermal expansion, bulk density, and porosity of electroporcelain after firing. AIP Conf. Proc. 2020, 2275, 020001. [Google Scholar] [CrossRef]
- Tsai, H.C.; Chen, K.; Liu, Y.; Norair, J.P.; Bellamy, S.; Shuler, J. Applying RFID technology in nuclear materials management. Packag. Transp. Storage Secur. Radioact. Mater. 2008, 19, 41–46. [Google Scholar] [CrossRef]
- Performance of Embedded Sensors in 3D Printed SiC...|ORNL. Available online: https://www.ornl.gov/publication/performance-embedded-sensors-3d-printed-sic (accessed on 1 November 2022).







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marquez, C.; Mata, J.J.; Renteria, A.; Gonzalez, D.; Gomez, S.G.; Lopez, A.; Baca, A.N.; Nuñez, A.; Hassan, M.S.; Burke, V.; et al. Direct Ink-Write Printing of Ceramic Clay with an Embedded Wireless Temperature and Relative Humidity Sensor. Sensors 2023, 23, 3352. https://doi.org/10.3390/s23063352
Marquez C, Mata JJ, Renteria A, Gonzalez D, Gomez SG, Lopez A, Baca AN, Nuñez A, Hassan MS, Burke V, et al. Direct Ink-Write Printing of Ceramic Clay with an Embedded Wireless Temperature and Relative Humidity Sensor. Sensors. 2023; 23(6):3352. https://doi.org/10.3390/s23063352
Chicago/Turabian StyleMarquez, Cory, Jesus J. Mata, Anabel Renteria, Diego Gonzalez, Sofia Gabriela Gomez, Alexis Lopez, Annette N. Baca, Alan Nuñez, Md Sahid Hassan, Vincent Burke, and et al. 2023. "Direct Ink-Write Printing of Ceramic Clay with an Embedded Wireless Temperature and Relative Humidity Sensor" Sensors 23, no. 6: 3352. https://doi.org/10.3390/s23063352