Several diagnostic techniques have been established for three-phase induction motors. These techniques are primarily based on the examination of the magnitudes that are accessible at the motor terminals or those faults that can be detected through appropriate equipment by performing measurements under normal operating conditions of the motor or when the machine is out of service.
2.2. In-Service Diagnostics
In-service diagnostic methods offer the advantage of providing information on the state of the machine without interrupting its operation. This is a significant advantage, as these methods typically include a series of analysis utilities, commonly in the form of software, which can be utilized in predictive maintenance programs, making their implementation highly desirable.
The most prominent methods for detecting faults through Condition Monitoring (CM) are [
10]:
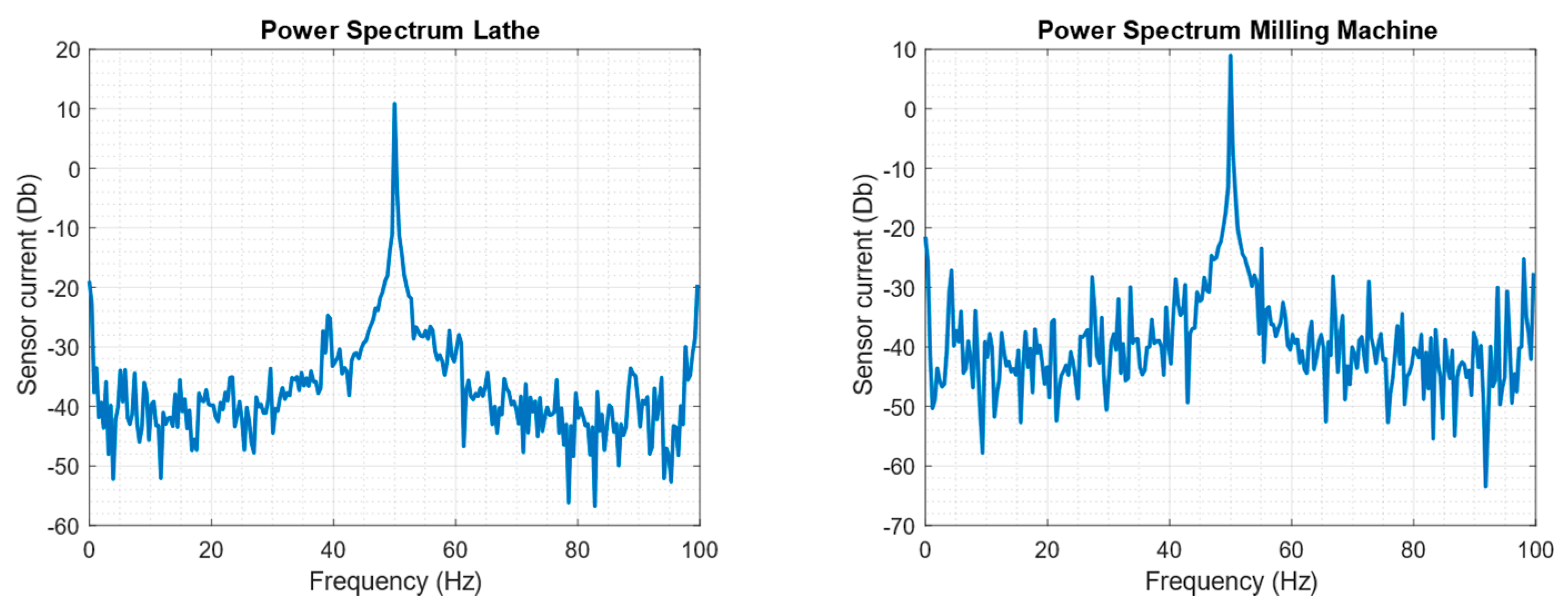
Motor Current Signature Analysis (MCSA) is a non-invasive diagnostic technique used to analyze the health of induction motors. It involves analyzing the current waveform generated by the motor during normal operation and comparing it to a known good signature to detect anomalies and faults. It represents the first step in fault diagnosis, typically accompanied by signal processing techniques such as Fast Fourier Transform (FFT) [
19,
25], wavelet [
17,
26] or Hilbert–Huang Transform [
27,
28]. MCSA can provide inaccurate results with the occurrence of saturation, interbar currents or magnetic asymmetry [
29].
Reference [
17] studied two techniques of signal processing to diagnose inter-turn short circuit (ITSC) and the unbalanced voltage supply (UVS) using MCSA and processing the information first with Fast Fourier Transform (FFT) and then with Discrete Wavelet Energy Ratio (DWER). Reference [
18] used MCSA for detecting the combination of bearing faults by applying Discrete wavelet transform (DWT) to de-noise the signal, and then a pre-fault component cancellation using an adaptive filter (Wiener filter) to finally estimate the fault using Matrix Pencil method (MPM). A similar approach with MCSA and Wiener filter is taken in [
30] for several types of fault detection. In [
31] is presented a guideline for avoiding false fault detection based on MCSA. The guideline includes studying the relationship between other faults and the potential for misidentification, as well as strategies for overcoming such issues. MCSA is mainly applied in stationary conditions, but it is also interesting to analyze nonstationary conditions as in [
32], which is focused on detecting eccentricities in the startup time modeling the induction motor, or in [
27], which uses new transient-based diagnosis approaches involving time-frequency transformations.
There are alternatives to the application of MCSA, mainly the analysis of vibration signals. Accelerometers are used for the acquisition of vibration data, and their adequate location conveys a great part of the result. Reference [
19] proposed to utilize vibration signals for detecting faults in rotors, with the support of classification machine learning techniques. It is typical to utilize FFT in vibration data signal processing [
33]. The fracture of races in bearings can be detected by utilizing radial and axial accelerometers [
20]. In the event of bearing faults or imbalance, it is possible to measure the vibration of the machine through an antenna and subsequently classify the issue using deep learning techniques [
34]. The combined usage of vibration and stator current signals shows great promise in accurately classifying broken rotor bars [
21].
Thermography is a method commonly used for diagnosing faults in machinery. To effectively apply this technique, it is necessary firstly to pre-process the images, for example using the region of interest (ROI). Once this has been done, the images can then be classified using machine learning algorithms [
23]. It is a common method in short-circuit faults or inter-turn faults [
24]. Model-based diagnosis is another alternative for fault diagnosis in electrical machines [
11,
35].
In this paper, MCSA is selected as a non-invasive, cost-effective, and reliable technology [
12,
36]. The next subsections briefly present some faults detected with Motor Current Signature Analysis.
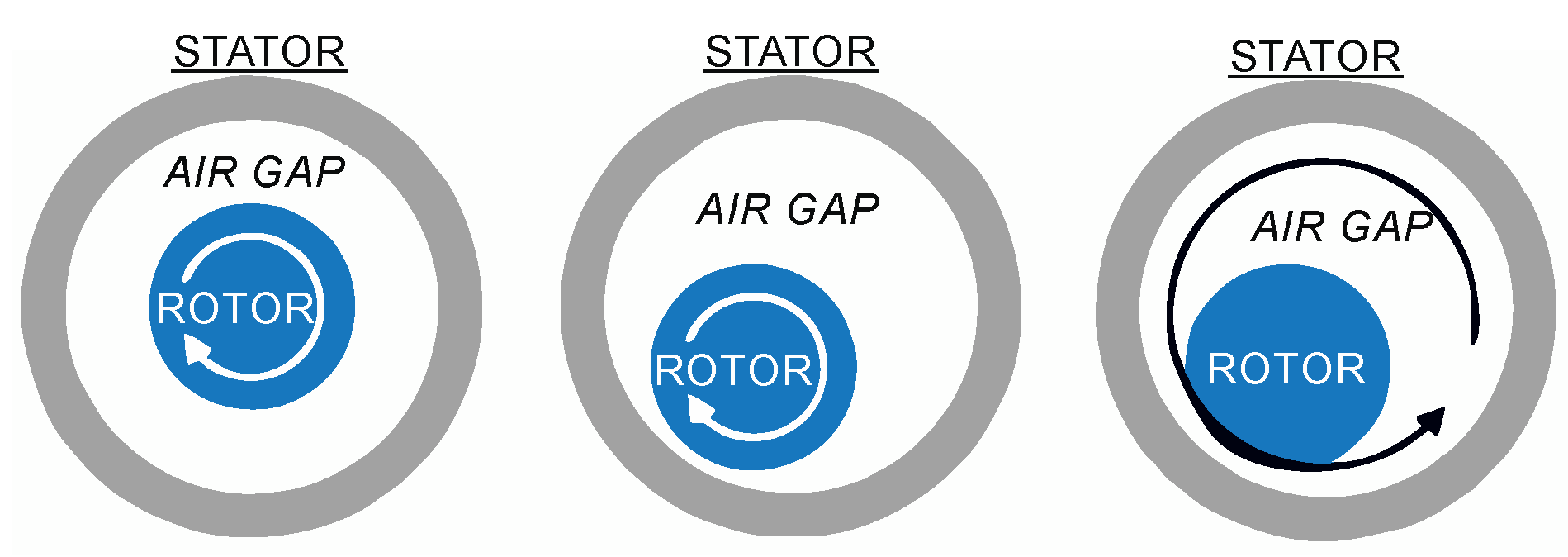
2.2.1. Eccentricity Faults
Two distinct types of eccentricity faults can occur: static and dynamic.
Figure 1 illustrates both.
Eccentricity is related to air gap distortion. When a mixed eccentricity fault occurs, sidebands of the fundamental frequency of the power supply appear. These sideband frequencies are given by [
10,
11,
32]:
where
fs is the supply frequency,
s is the slip,
p is the number of pole pairs, and
m = 1, 2, 3, …. In contrast to other approaches, this method does not necessitate knowledge of the mechanical properties of the motor.
2.2.2. Broken Rotor Bars
The breaking of rotor bars is one of the primary causes of failure in induction motors, particularly in high-power motors that are frequently started under load.
Figure 2 shows an example of a broken rotor bar.
The presence of broken rotor bars in a motor results in the destruction of rotor symmetry, which, in turn, generates a rotating field that produces harmonics in the stator current as described by [
36,
37]:
where
k = 1, 2, 3, 4, ….
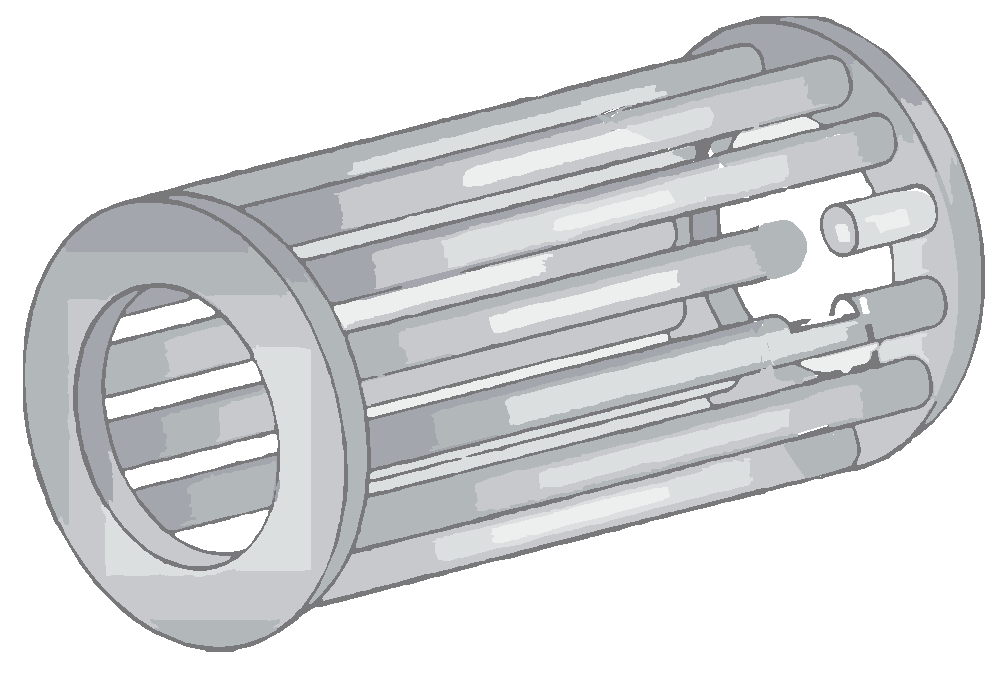
2.2.3. Bearing Damage
The prevalent cause of installation issues is the improper application of force when installing the bearing onto the shaft or within the housing. This can result in physical damage, such as brinelling or false brinelling of the raceways, leading to an early failure of the bearing.
Figure 3 shows two examples of bearing damage.
The mechanical displacement caused by damaged bearings leads to variations in the machine air gap, which can be characterized by a combination of rotating eccentricities that move in both directions. Similar to the deviation in the air gap, these fluctuations generate stator currents at specific frequencies [
10,
35,
37]:
where
m = 1,2,3, … and
fi,o is one of the distinctive vibration frequencies which are determined by the dimensions of the bearing.
where
n is the number of bearing balls,
fr is the mechanical rotor speed in Hz,
bd is the ball diameter,
pd is the bearing pitch diameter, and
β is the contact angle of the balls on the races.
In this paper, the focus is on the analysis of broken rotor bars.
2.3. Machine Learning Algorithms
Machine learning (ML) techniques have been proven effective and dependable for a wide range of applications, including identifying patterns, forecasting, modeling, optimization and data analysis. ML methods can be categorized into supervised, unsupervised, semi-supervised and reinforcement learning [
39], depending on the characteristics of the data used and the type of system to be developed.
Supervised learning uses labeled input data to predict an output variable and can be further divided into classification and regression techniques. The standard procedure in supervised learning is to first train a classification model using a labeled dataset that encompasses the relevant classes. Then, the model is tested on another data set, which is unlabeled, in order to evaluate its performance.
The use of machine learning methods is widely used for fault diagnosis of induction machines in literature. It is common to find fault diagnosis solutions based on Artificial Neural Networks (ANN) and Decision Tree (DT) methods, such as Random Forest (RF) and Support Vector Machine (SVM) [
40], among others. Renowned methods, such as Random Forest, are continuously being advocated for detecting broken rotor bars [
41] or other Decision Trees models for short circuit faults [
42]. Several models, including Random Forest and Support Vector Machine, were used to monitor switch open-circuit faults in an inverter-fed induction motor in [
28]. An example of another type of solution that employs AI and machine learning is [
43], where a genetic algorithm (GA) was presented for bearing fault diagnosis based on information obtained from MCSA.
The research community is devoting significant efforts to real-time and online solutions [
10]. In [
44], the application of 1-D Convolutional Neural Networks (CNN) is presented, which offers real-time fault detection in a powerful Field-Programmable Gate Array (FPGA) deployment without requiring a feature extraction algorithm using current measurements. In [
19], Nearest Neighbour (NN), Linear Discriminant Analysis (LDA), and Support Vector Machine were used to classify rotor faults from vibration data.
Deep Learning techniques can also be applied to classifying faults, such as the use of Deep Convolutional Neural Networks (DCNN) in the case of data obtained from vibration signals for broken rotor bar analysis [
21] or for the diagnosis of bearing faults [
45].
In [
23], a Support Vector Machine was applied to classify thermography images in order to detect short-circuit faults. Meanwhile, in [
33], regression models were presented for classifying the severity of eccentricity faults, using data from current harmonics, vibration, rotation speed, and torque, with the aim not only of detecting but also classifying the gravity of the fault. More sophisticated approaches have been taken for classifying nonstationary operations without a dataset for training, such as using an Ensemble framework, Fuzzy Rough Active Learning, and drift detection for detecting broken bars [
46].
The availability of training sets can be a challenge in both industrial settings and laboratories, as there may be a limited number of faulty machines for training purposes, and collecting data with multiple faults in a single machine can be difficult [
39]. It is also observed that many of the research studies presented in the literature are based on datasets from laboratory tests. It would be interesting to start recording real data from actual environments [
47].
The following subsections present a concise overview of the machine learning methods employed in this paper. These methods were chosen due to their high performance, explainability and suitability for implementation on resource-constrained platforms, as is the case at hand.
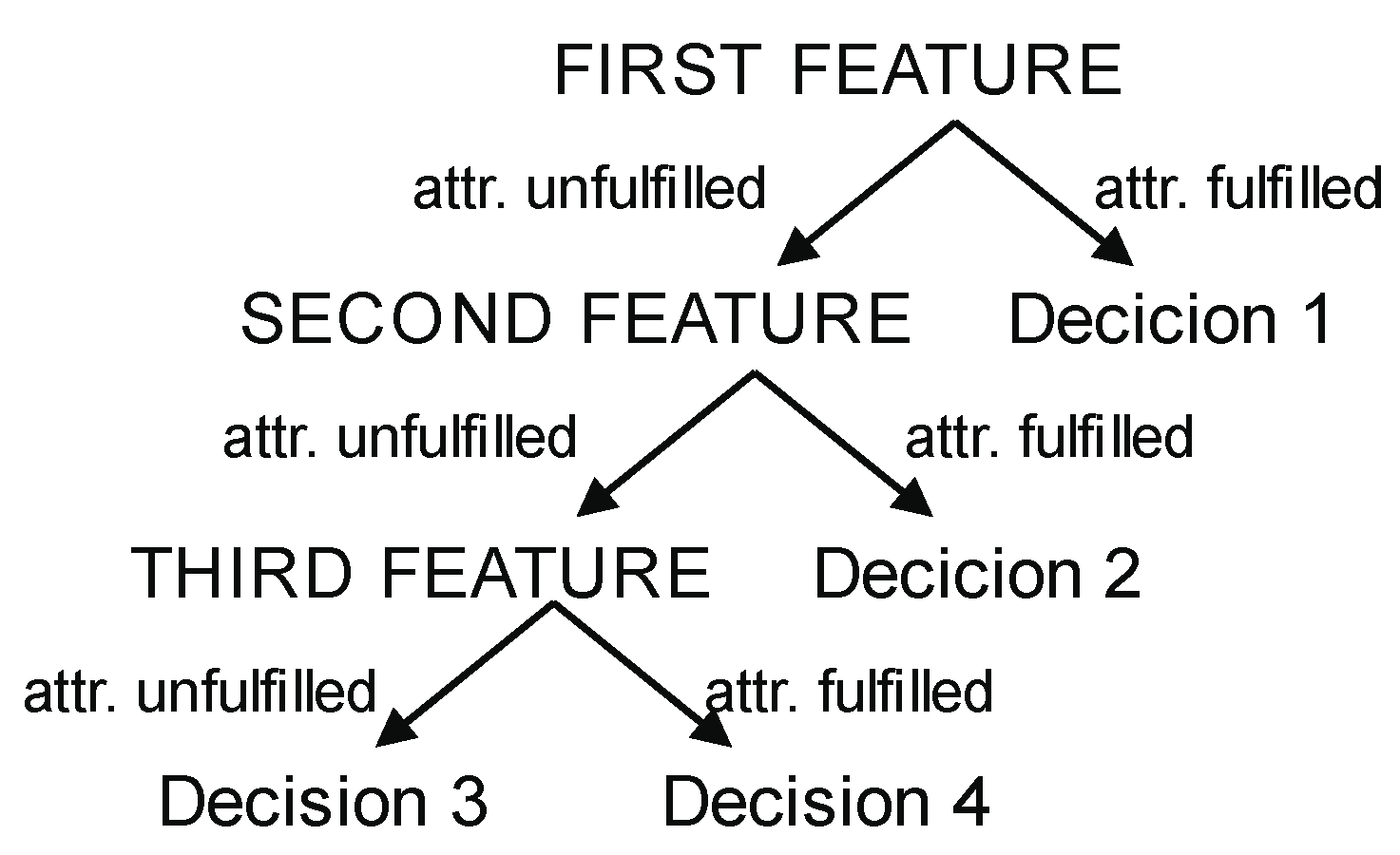
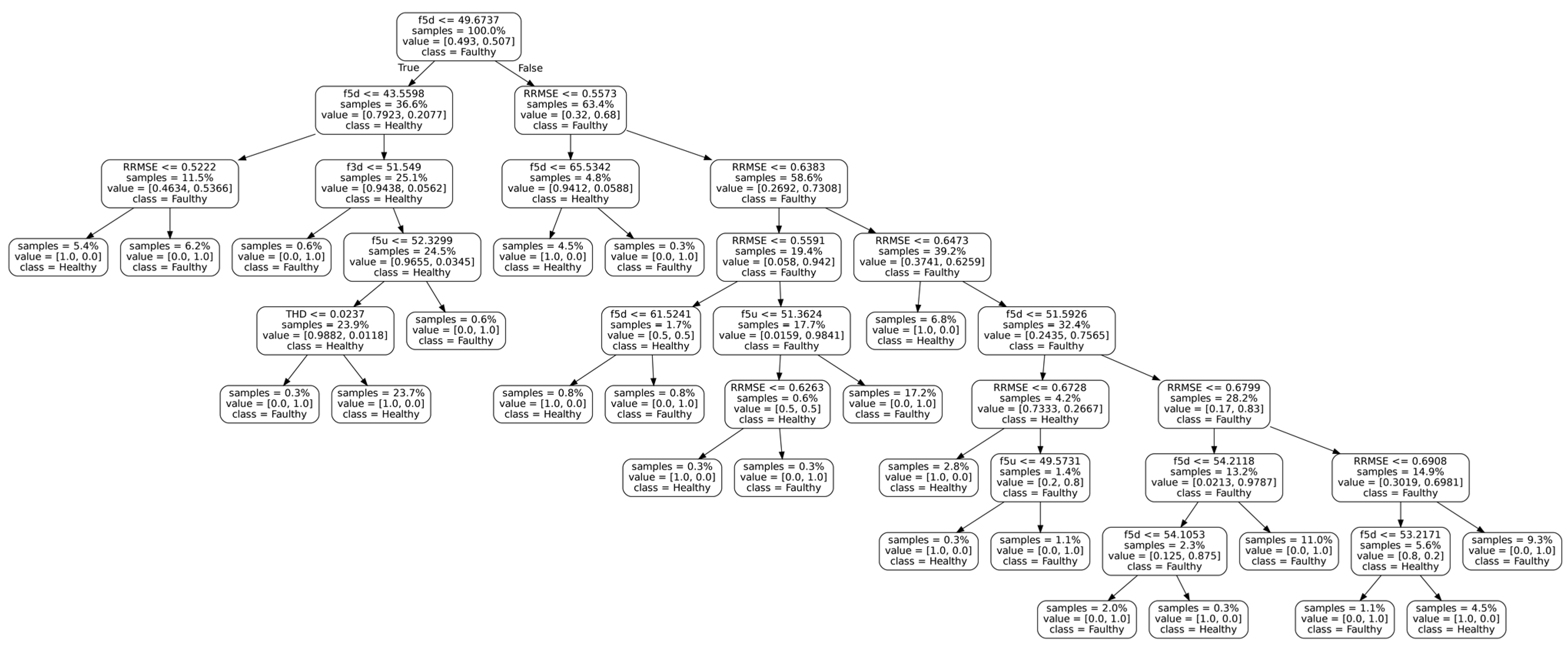
2.3.1. Decision Trees
A decision tree (DT) is a commonly used machine learning method for decision support in data analysis and statistics, with a particular focus on artificial data mining. The goal of DTs is to create a model that predicts the target value based on multiple inputs. Decision Tree methods, therefore, are a widely used model for solving classification and regression problems in the context of supervised learning. The structure of DTs is depicted by branches and leaves, where branches contain the attributes that the function relies on, and leaves contain the function’s value. Other nodes contain attributes that distinguish the decision cases. An illustration of the DT algorithm is presented in
Figure 4.
Compared to other decision models, DTs are simple and require only a small amount of data to produce results. They can also be combined with other decision models to increase accuracy. However, undoubtedly, the main feature that makes these methods one of the most widely used is the ease of explanation of the decision process thanks to its tree structure, which inherently allows for reproducing the decision process obtained after training the model. For this reason, decision trees are known as white-box models, as opposed to other models, such as Artificial Neural Networks or Support Vector Machines, which are known as black-box models, since they do not offer such an understandable explanation of the decision process. However, DTs are inherently unstable, and even a small change in input data can result in a significant change in the decision tree structure and potentially lead to inaccurate results.
2.3.2. Random Forest
Decision trees present a dilemma. A deep tree with numerous leaves can result in overfitting as the prediction is based solely on the few features present in its leaves. On the other hand, a shallow tree with few leaves lacks the ability to capture distinctions in the raw data and thus performs poorly.
In contrast, the random forest approach utilizes multiple trees, which are built using random subset attributes. This way, an uncorrelated forest is generated. Then, the prediction is built by taking the average of the predictions made by each individual tree or using other criteria. As a result, it generally exhibits improved predictive accuracy compared to a single decision tree.
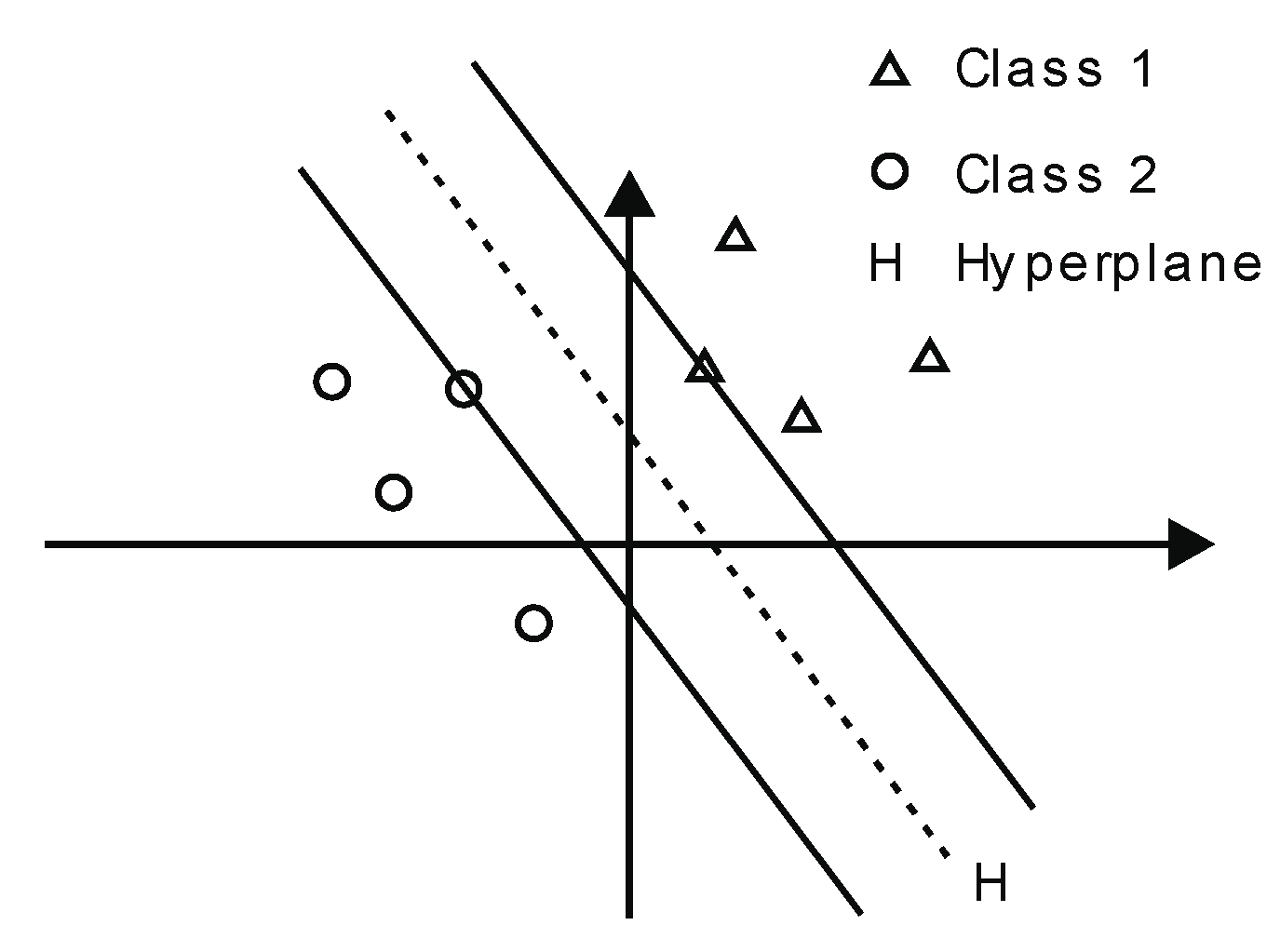
2.3.3. Support Vector Machines
Intuitively, Support Vector Machines (SVMs) are models that map sample points into a multi-dimensional space, separating them into two distinct classes. This division is achieved by a hyperplane, as demonstrated in
Figure 5. The hyperplane is determined by the two closest sample points from each class, referred to as support vectors. These support vectors determine the boundaries of the classes, with the distance between the support vectors of each class, referred to as the margin. Although there are multiple hyperplanes that can effectively classify the samples, it is common practice to select the hyperplane with the greatest margin.
In the figure, two data classes are represented: Class 1 (triangles) and Class 2 (squares). In addition to linear classification, SVMs can deal with non-linear classification using the kernel trick, using polynomial, radial or sigmoid kernels to map the data to a higher dimension where data is separable.
When a multiclassification problem is addressed, let n be the number of classes, a total of binary classifiers must be trained to separate all the pairs of n classes. This way, the predicted class for a new instance is the most voted among all the classifiers built. For that reason, when the number of classes is high, and the dataset is large, SVMs involve an expensive computational cost in terms of time and memory.
2.3.4. Evaluation of Methods
The Confusion Matrix is utilized to assess the effectiveness of various classification techniques by determining the accuracy of a classifier. It is represented as a square matrix, with the dimensions being determined by the number of classes present. In the current scenario, there are two classes: healthy and faulty. The confusion matrix shows the next values:
True Positives (TP): This occurs when the prediction that an observation belongs to a specific class is accurate, as the observation indeed belongs to that class.
True Negatives (TN): This occurs when the prediction that an observation does not belong to a specific class is accurate, as the observation indeed does not belong to that class.
False Positives (FP): This occurs when the prediction that an observation belongs to a specific class is incorrect, as the observation actually does not belong to that class.
False Negatives (FN): This occurs when the prediction that an observation does not belong to a specific class is incorrect, as the observation actually belongs to that class.
It is necessary to indicate the analysis parameters to measure the performance of the different classification methods. The accuracy is the ratio of true cases to all cases, as shown in (5). The recall is focused on the positive class. It is the ratio of the correct positive predictions to all observations in the positive class, given by (6). The precision is the ratio of the correct positive predictions to all positive predictions, given by (7).
F
1 score is a measure given by (8), being the harmonic mean of precision and recall. F
1 varies from 0 to 1, with zero as the worst value.
2.4. Industrial Cyber-Physical Systems
A Cyber-Physical System (CPS) combines computational applications with physical devices and is structured as a network of interacting cyber and physical elements [
48]. Unlike embedded systems, which primarily focus on computational elements housed in standalone devices, CPSs are primarily designed as a larger network of interacting computational and physical elements [
49]. When CPSs are used in industrial environments emergence the Industrial Cyber-Physical Systems (ICPSs) [
50] or Cyber-Physical Production Systems (CPPSs) [
51], in combination with the widespread use of the Internet of Things (IoT) [
52].
Under the subject matter discussed in this paper, the ICPS will consist of various components, but those related to fault diagnosis can be summarized as follows:
Physical component: it comprises the hardware and all the sensors involved in data acquisition, which is necessary to conduct fault diagnosis.
Cyber component: it is the intelligent component where data collected from the physical world is analyzed and interpreted. This is where emerging technologies are utilized.
Two different approaches can be taken at this stage: Edge or Fog/Cloud Computing.
2.4.1. Fog/Cloud Computing
In these scenarios, data is collected at the local level and then transmitted to the fog or cloud for further processing. This approach offers high computing power. Researchers often focus on testing or developing new machine learning models using simulation environments such as MATLAB/Simulink [
53] or by modifying datasets to include potential failures in order to evaluate the performance of various classification techniques [
54]. It is typical for machines to be positioned in a fixed location, although there are exceptions. An example of this is the predictive maintenance of mobile machinery in a mining complex utilizing Bluetooth Low Energy vibration sensors, as presented in [
55].
2.4.2. Edge Computing
When the cyber and physical components are situated in close proximity to the electrical machine under examination, this approach can be challenging to implement in industrial settings due to the computational resources required for data processing, necessitating the presence of a nearby personal computer.
In controlled environments, such as laboratories, this setup is prevalent. It typically involves the use of data acquisition cards and specialized software running on a personal computer to provoke faults in an electrical machine and study their effects. In [
18], a National Instruments Data Acquisition (NI DAQ) device is utilized to acquire information from a current sensor in order to test various pre-filter techniques for data preparation. In [
21], a NI DAQ, a current probe, and a tachometer are utilized to evaluate an induction motor and investigate various machine learning techniques, including neural networks and deep multimodal learning. Reference [
17] suggests the utilization of a deep network-based approach to examine the characteristics of thermograms with the aid of a thermal camera. NI DAQ and current sensors are used for short-circuit detection [
42]. These methods are suitable for academic settings to conduct experiments and evaluate outcomes to advance new techniques. However, their implementation in industrial environments may prove challenging.
In a limited number of instances, edge computing has been utilized to its fullest potential. As demonstrated in reference [
56], a method for detecting bearing faults through vibration analysis utilizing ultra-low power wireless sensors is proposed. These sensors collect and analyze the data and only transmit information pertaining to the operational status of the machine to the rest of the ICPS. This application’s feasibility is made possible through the employment of single-axis accelerometers and the creation of a lightweight neural network classifier.
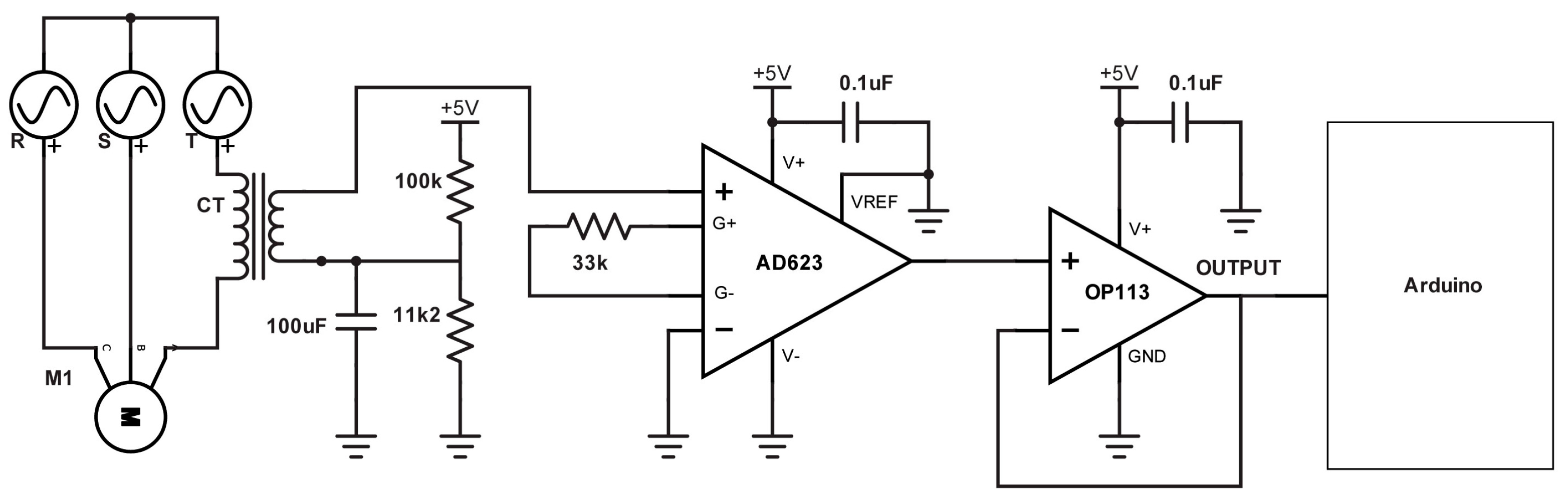
An edge computing solution for fault diagnosis based on an ICPS architecture implemented over the Arduino platform is presented in the following sections.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}