
Development and Investigation of High-Temperature Ultrasonic Measurement Transducers Resistant to Multiple Heating–Cooling Cycles
 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Design of an Ultrasonic Transducer and Improvement of Adhesion between Electrodes and Piezoceramic

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Silver [6] | Copper [21] | Tin [22] |
|---|---|---|---|
| Melting point, °C | 961.93 | 1083.2–1083.6 | 231.968 |
| Coefficient of thermal expansion, µm/m-°C | 19.9 (at 250 °C) | 18.5 (at 250 °C) | 30.0–40.4 (at 200 °C) |
| Specific heat capacity, J/g-°C | 0.234 | 0.385 | 0.213 |
| Thermal conductivity, W/m-K | 419 | 385 | 63.2 |
| Modulus of elasticity, GPa | 76 | 110 | 41.6–44.3 |
| Poisson’s ratio | 0.370 | 0.343 | 0.330 |
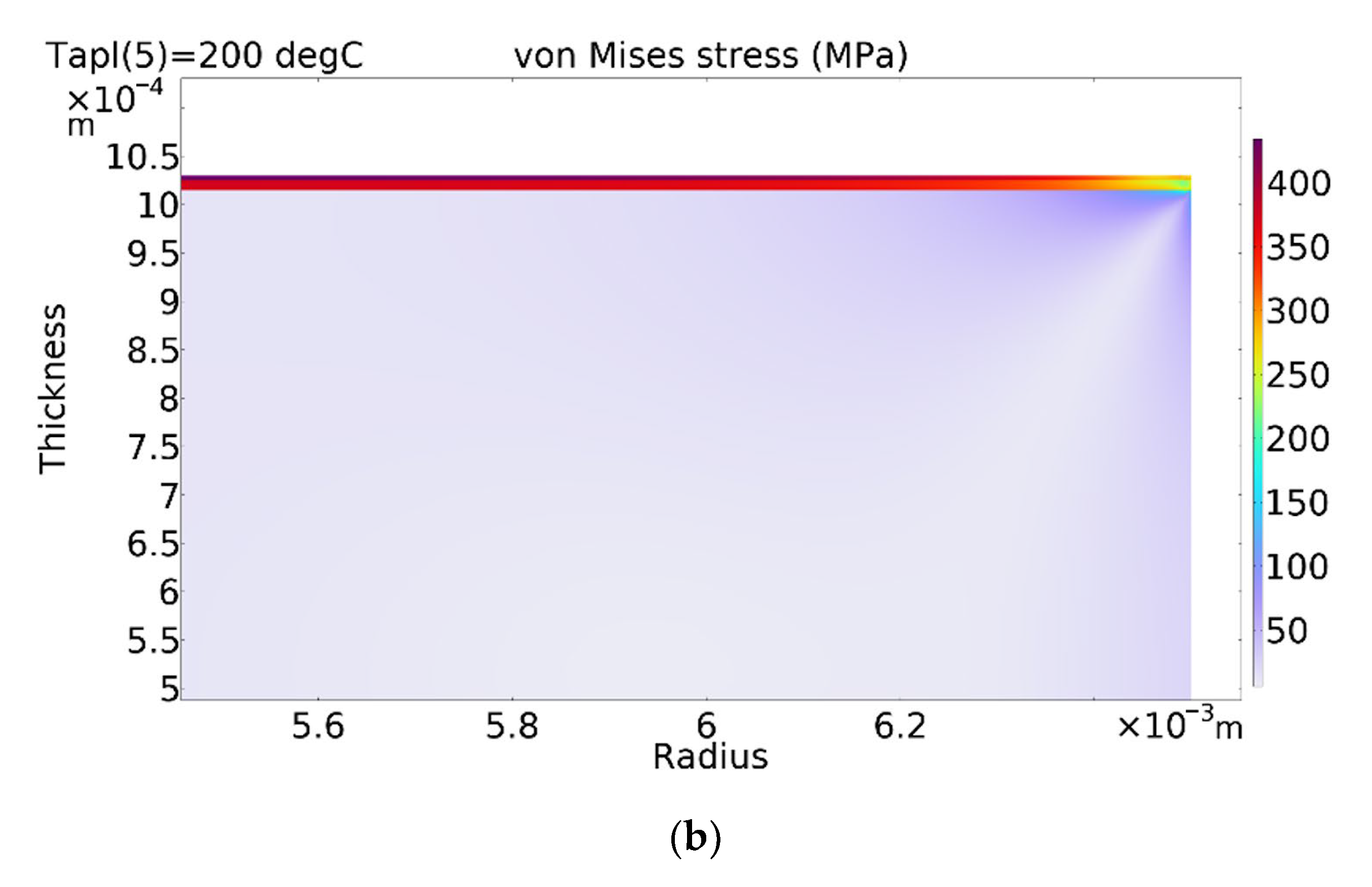
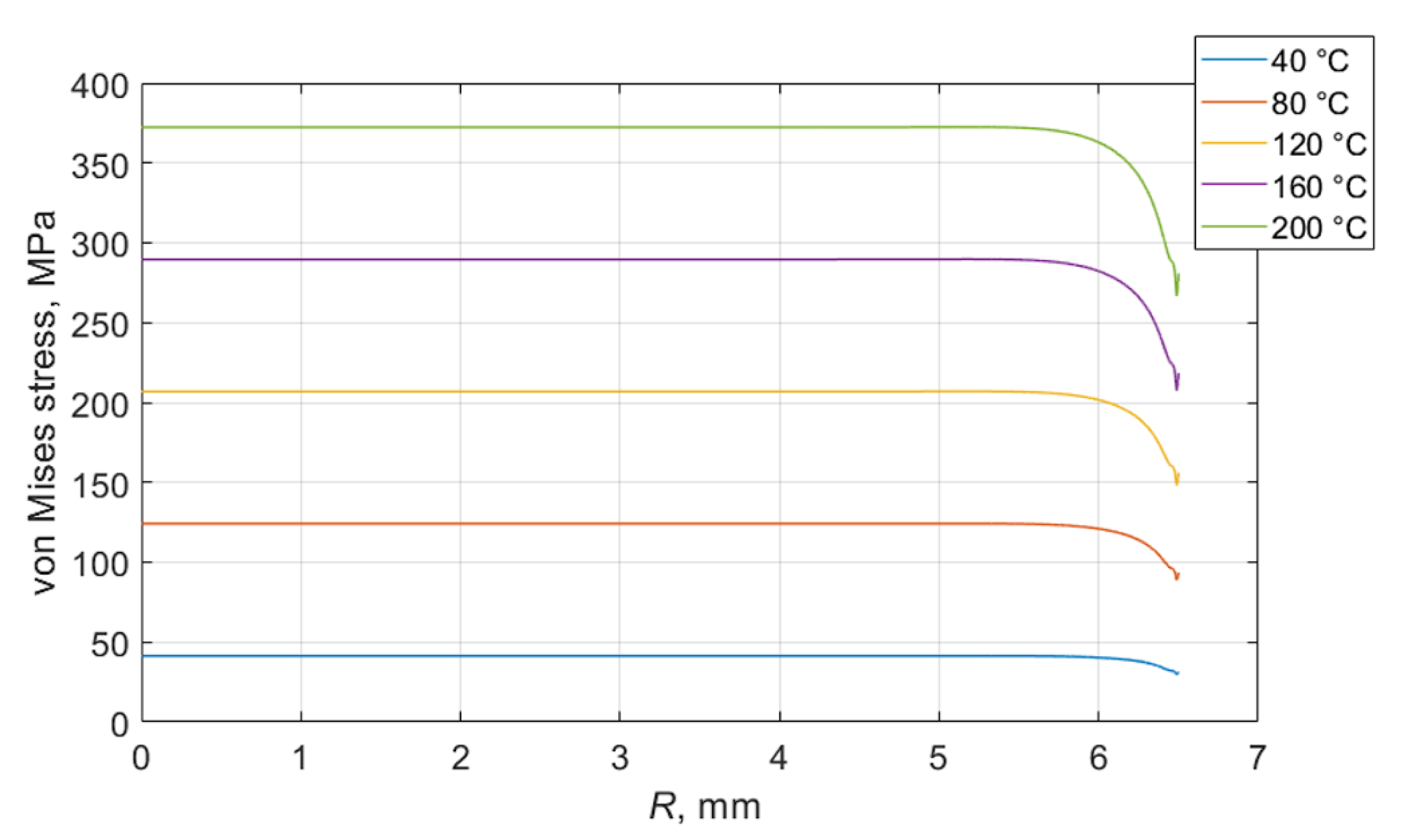
2.2. Numerical Modelling of Thermal Stress in Coating of Piezoelectric Ceramic
| Property | Pz27 [26,27] | Silver [6] | Copper [20] |
|---|---|---|---|
| Density, kg/m3 | 7700 | 10,491 | 8960 |
| Young’s modulus, GPa | 60 | 76 | 110 |
| Poisson’s ratio | 0.31 | 0.37 | 0.35 |
| Thermal conductivity, W/m-°C | 1.3 | 419 | 400 |
| Specific heat, J/(kg·°C) | 440 | 234 | 385 |
| Thermal expansion coefficient 1/°C | 2·10−6 | 19.9·10−6 | 17·10−6 |

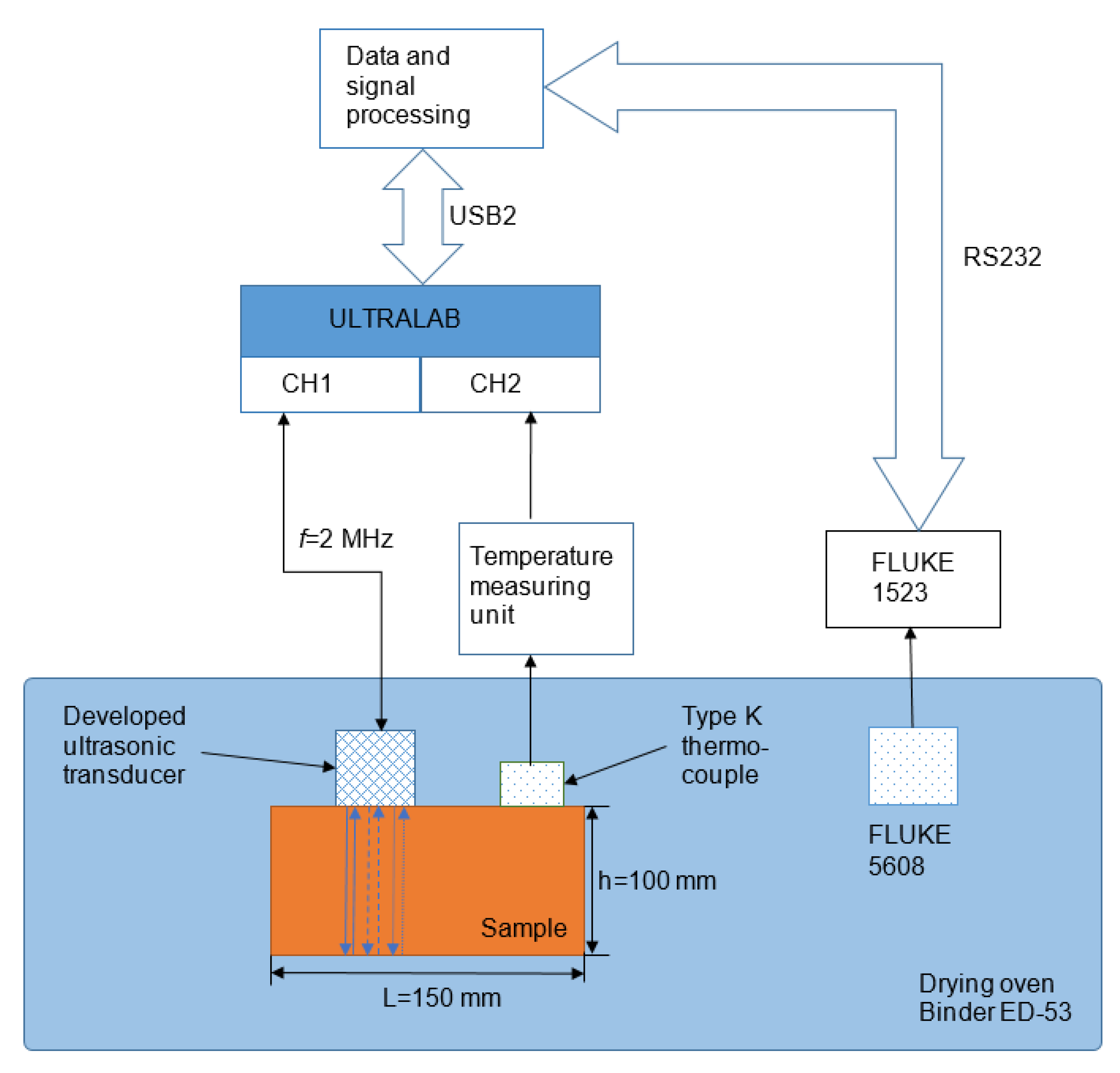
2.3. Set-Up of Experiment
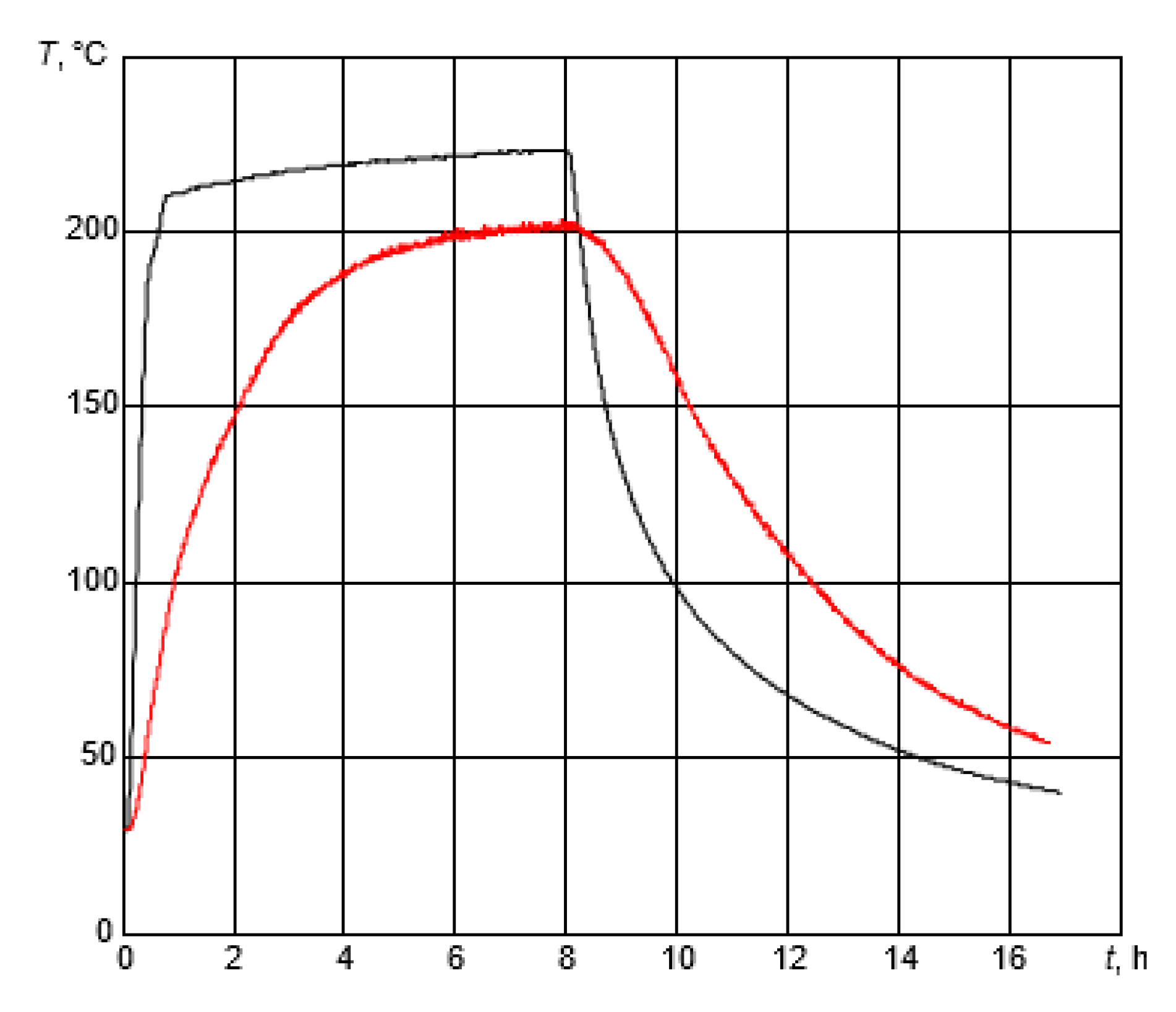
3. Results
4. Discussion
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jeong, J.J.; Choi, H. An impedance measurement system for piezoelectric array element transducers. Measurement 2017, 97, 138–144. [Google Scholar] [CrossRef]
- CTS|Ferroperm™ Piezoceramics. Available online: https://www.ferropermpiezoceramics.com/material/traditional-soft-pzt-for-sensor-applications/ (accessed on 1 November 2022).
- CTS|Ferroperm™ Piezoceramics. Available online: https://www.ferropermpiezoceramics.com/wp-content/uploads/2019/03/electrode-types.pdf (accessed on 1 November 2022).
- CTS|Ferroperm™ Piezoceramics. Available online: https://www.ferropermpiezoceramics.com/how-to-solder-wires-to-silver-electrodes/ (accessed on 1 November 2022).
- Encyclopædia Britannica, Inc. Available online: https://www.britannica.com/science/silver (accessed on 1 November 2022).
- MatWeb. Material Property Data. Available online: https://www.matweb.com/search/DataSheet.aspx?MatGUID=63cbd043a31f4f739ddb7632c1443d33&ckck=1 (accessed on 1 November 2022).
- Smith, D.R.; Fickett, F.R. Low-Temperature Properties of Silver. J. Res. Natl. Inst. Stand. Technol. 1995, 100, 119–171. Available online: https://nvlpubs.nist.gov/nistpubs/jres/100/2/j12smi.pdf (accessed on 5 November 2022). [CrossRef]
- Billore, J.; Hascoët, S.; Robutel, R.; Buttay, C.; Li, J. Sintered-Silver Bonding of High-Temperature Piezoelectric Ceramic Sensors. IEEE Trans. Compon. Packag. Manuf. Technol. 2017, 7, 3–9. [Google Scholar] [CrossRef]
- Kobayashi, M.; Wu, K.-T.; Song, L.; Liu, Q.; Jen, C.-K. Flexible ultrasonic array sensors for health monitoring. In Proceedings of the SPIE Smart Structures and Materials + Nondestructive Evaluation and Health Monitoring, San Diego, CA, USA, 11 April 2007. [Google Scholar] [CrossRef]
- Horchidan, N.; Ciomaga, C.E.; Frunza, R.C.; Capiani, C.; Galassi, C.; Mitoseriu, L. A comparative study of hard/soft PZT-based ceramic composites. Ceram. Int. 2016, 42, 9125–9132. [Google Scholar] [CrossRef]
- Kazys, R.; Vaskeliene, V. High Temperature Ultrasonic Transducers: A Review. Sensors 2021, 21, 3200. [Google Scholar] [CrossRef]
- CTS|Ferroperm™ Piezoceramics. Available online: https://www.ferropermpiezoceramics.com/wp-content/uploads/2021/10/Datasheet-soft-pz27.pdf (accessed on 1 November 2022).
- Manikam, V.R.; Cheong, K.Y. Die Attach Materials for High Temperature Applications: A Review. IEEE Trans. Compon. Packag. Manuf. Technol. 2011, 1, 457–478. [Google Scholar] [CrossRef]
- Cook, G.O.; Sorensen, C.D. Overview of transient liquid phase and partial transient liquid phase bonding. J. Mater. Sci. 2011, 46, 5305–5323. [Google Scholar] [CrossRef]
- Gale, W.F.; Butts, D.A. Transient liquid phase bonding. Sci. Technol. Weld. Join. 2004, 9, 283–300. [Google Scholar] [CrossRef]
- Bhadwal, N.; Milani, M.T.; Coyle, T.; Sinclair, A. Dry Coupling of Ultrasonic Transducer Components for High Temperature Applications. Sensors 2019, 19, 5383. [Google Scholar] [CrossRef]
- Kazys, R.; Voleisis, A.; Sliteris, R.; Voleisiene, B.; Mazeika, L.; Kupschus, P.H.; Abderrahim, H.A. Development of ultrasonic sensors for operation in a heavy liquid metal. IEEE Sens. J. 2006, 6, 1134–1143. [Google Scholar] [CrossRef]
- Khoa, N.N.; Ngoc, N.T.B.; Tai, T.D. A Review on Ultrasonic Stack Modelling. In Advances in Engineering Research and Application. Lecture Notes in Networks and Systems; Sattler, K.-U., Nguyen, D.C., Vu, N.P., Long, B.T., Puta, H., Eds.; Springer: Cham, Switzerland, 2021; Volume 178, pp. 38–52. [Google Scholar] [CrossRef]
- Haiek, M.; El Ansari, Y.; Amrani, N.B.S.; Sarsri, D. A Stochastic Model of Stress Evolution in a Bolted Structure in the Presence of a Joint Elastic Piece: Modeling and Parameter Inference. Adv. Mater. Sci. Eng. 2020, 2020, 9601212. [Google Scholar] [CrossRef]
- Comsol Multiphysics 6.0. Materials Database. Available online: https://www.comsol.com/ (accessed on 2 December 2022).
- MatWeb. Material Property Data. Available online: https://www.matweb.com/search/DataSheet.aspx?MatGUID=9aebe83845c04c1db5126fada6f76f7e (accessed on 11 November 2022).
- MatWeb. Material Property Data. Available online: https://www.matweb.com/search/DataSheet.aspx?MatGUID=64d7cf04332e428dbca9f755f4624a6c (accessed on 11 November 2022).
- Dini, J.W.; Snyder, D.D. Modern Electroplating, 3rd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2011; pp. 1–78. [Google Scholar] [CrossRef]
- Zhou, M.; von der Heide, C.; Dietzel, A. Four-Level Micro-Via Technology (4LµV) for ASIC Integration in Active Flexible Sensor Arrays. Sensors 2022, 22, 4723. [Google Scholar] [CrossRef] [PubMed]
- Gong, J.; Liu, B.; Zhang, P.; Zhang, H.; Gui, L. Copper-Electroplating-Modified Liquid Metal Microfluidic Electrodes. Sensors 2022, 22, 1820. [Google Scholar] [CrossRef] [PubMed]
- CTS|Ferroperm™ Piezoceramics. Available online: https://www.ferropermpiezoceramics.com/wp-content/uploads/2019/03/TEC.pdf. (accessed on 2 December 2022).
- CTS|Ferroperm™ Piezoceramics. Available online: https://www.ferropermpiezoceramics.com/resources/data-for-modelling/ (accessed on 2 December 2022).











Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vaskeliene, V.; Sliteris, R.; Kazys, R.J.; Zukauskas, E.; Mazeika, L. Development and Investigation of High-Temperature Ultrasonic Measurement Transducers Resistant to Multiple Heating–Cooling Cycles. Sensors 2023, 23, 1866. https://doi.org/10.3390/s23041866
Vaskeliene V, Sliteris R, Kazys RJ, Zukauskas E, Mazeika L. Development and Investigation of High-Temperature Ultrasonic Measurement Transducers Resistant to Multiple Heating–Cooling Cycles. Sensors. 2023; 23(4):1866. https://doi.org/10.3390/s23041866
Chicago/Turabian StyleVaskeliene, Vaida, Reimondas Sliteris, Rymantas Jonas Kazys, Egidijus Zukauskas, and Liudas Mazeika. 2023. "Development and Investigation of High-Temperature Ultrasonic Measurement Transducers Resistant to Multiple Heating–Cooling Cycles" Sensors 23, no. 4: 1866. https://doi.org/10.3390/s23041866