1. Introduction
Today, period maintenance is compulsory to remain sustainable in mechanical systems such as a car or a machine. However, in high-performance mechanical systems such as a helicopter or bullet trains, the maintenance strategies are inadequate to assure the reliability and safety of these high-performance systems [
1]. Therefore, the condition-monitoring technique is considered an additional solution for the reliability and safety of these systems. As a result, the power transmission in which a gear is an indispensable component becomes a favorite target for condition-monitoring techniques. So far, according to the literature review, numerous solutions for gear health monitoring have been published. These solutions largely include the analysis of vibrational data, acoustic emission, a combination of vibrational analysis, and relevant component considerations such as lubricant condition, or the latest trending technology that is detection using sensors. Regarding the analysis of vibration response, typical techniques are introduced and reviewed by [
2,
3]. In fact, to extract the vibration data from a power transmission system, piezo accelerometers or sensors are mainly utilized. These sensing devices are often attached to the housing of the power transmission or gearbox. In this way, the characteristic vibration data of the gearbox can be collected completely. In [
2,
3], the authors indicated that techniques based on Fourier transform and Wavelet transform are the most popular techniques applied for vibrational signal processing. To improve the effectiveness of the pure vibration signal processing, an advanced technique that combines the vibrational signal processing with other methods are also introduced by [
4,
5,
6,
7]. Ref. [
4] aimed to detect failures occurring in plastic gears during the gear operation by using the vibrational signal processing and a neural network technique. Refs. [
5,
6] demonstrated that acoustic emission is an effective tool for condition monitoring of gear teeth in a gear engagement set and bearing failures in a helicopter gearbox, respectively. To improve the quality of the detection of the progression of gear macro-pitting occurring in a gearbox, ref. [
7] proposed a method that used the vibrational signal processing method in combination with the online visual monitoring for the particle in lubricants. Generally, even though the results of these studies demonstrated that the relevant proposed methods were helpful as the condition-monitoring tools of the gears, the vibration-based, condition-monitoring methods are known to be complicated methods. Since the vibration data contains the characteristic information of not only the targeted gear, but also from other components, noise removal is a challenge for the system operator. Moreover, the vibrational signal processing technique also requires the resources of the system and the time and effort of the operator. Overall, the described limitations can be considered common for any vibration-based, condition-monitoring method.
Furthermore, the solution for collecting the characteristic data of gears using sensitive sensors has been implemented by numerous researchers. Research by [
8] showed the applications of wireless sensors for gear health monitoring purposes. A type of sensor called temperature nodes integrate into the housing of the gearbox. The data obtained wirelessly from the sensors are useful for multi-failures recognitions such as tooth fault or misalignment of the shaft. Although the results indicate that the wireless sensors are effective for the gear health monitoring technique, the power supply is the main concern of this integrated wireless sensor. Micro-electromechanical systems (MEMS) sensors were selected by [
9] as a highly accurate solution for monitoring the failure of gear teeth in a gearbox of a helicopter. Specifically, the MEMS sensors are directly integrated on the surface of the gears. Therefore, the vibration response of the gear measured by these MEMS sensors has a higher quality for the gear failure detection analysis, since it mostly contains the characteristic information of the targeted gear with less noise. This is also a vibration-based, condition-monitoring technique.
Therefore, to address the limitations of vibration-based condition monitoring, the authors have developed a new gear health monitoring technique. Similar to [
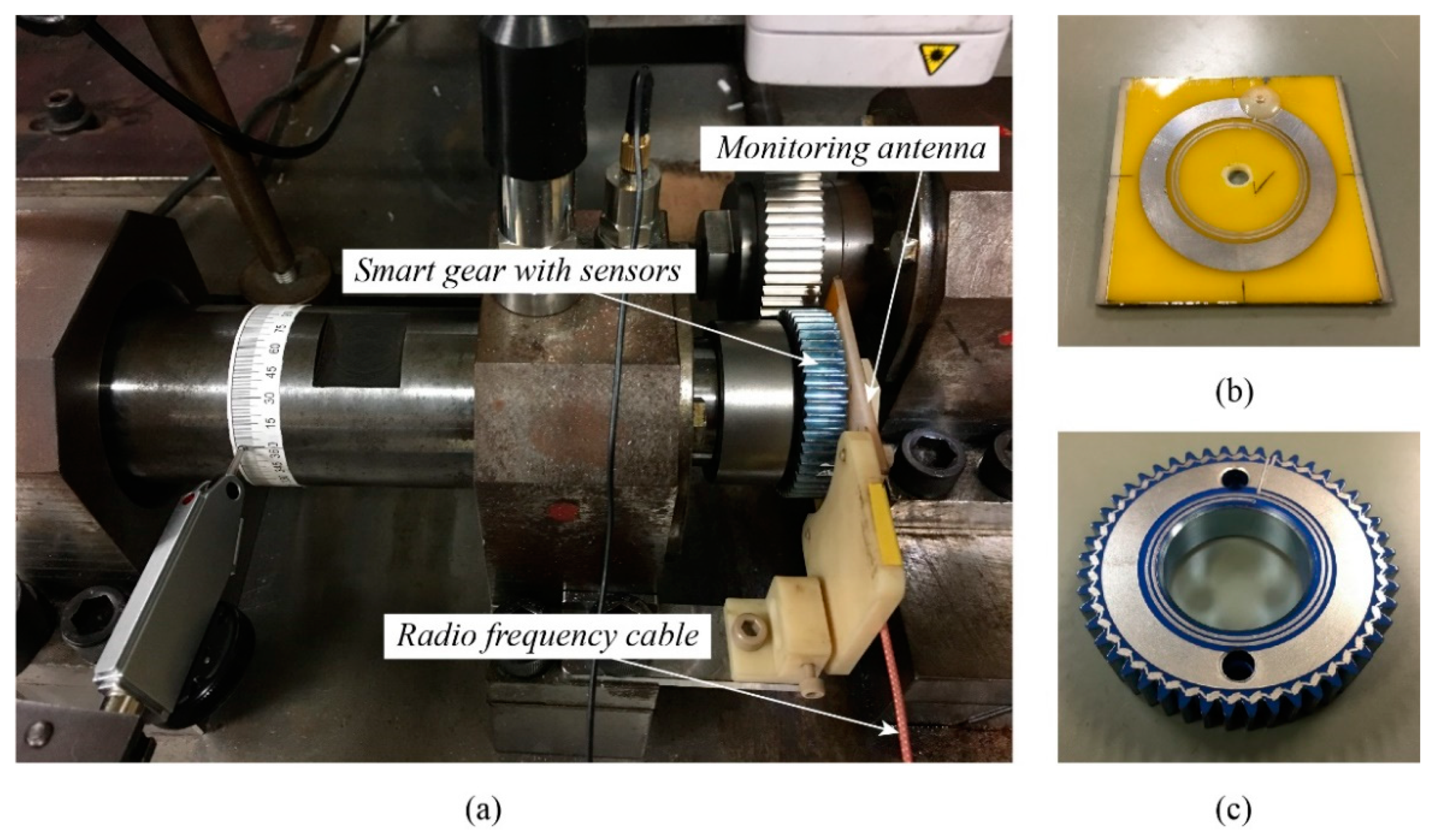
9], this technique also integrates sensors directly on the surface of the operation gear. Compared to the application of the MEMS sensors, our sensing technique works based on magnetic coupling, therefore the fabrication of sensors on the operation gear surface can be quick and simple. Specifically, there is no requirement for a battery or power supply or any sophisticated module to assist the feature of the sensor. The name of our gear health monitoring technique is so-called “a wireless smart gear system”. This system consists of an operation gear—the smart gear and a signal receiving terminal— and a monitoring antenna. In this system, a laser sintering technique is applied to create both the antenna pattern and sensor pattern on the monitoring antenna and the smart gear, respectively. The term “smart gear” is named for the operation gear in our gear health monitoring system that has a sensor layer on its surface. Thanks to this sensor layer, any crack or break that occurs on the physical operation gear can be monitored from an external terminal. In other words, the operation gear becomes “smarter” than the normal operation gear from other systems. Regarding the laser sintering technique, ref. [
10] provided descriptions and devices that we have used to create the sintered sensor layer. A 3.5 [W] laser module has been integrated into a four-axis CNC machine Roland MDX-40A to sinter a silver nanoparticle ink NPS-J to a surface, where the monitoring antenna surface and the MC 901 plastic spur gear surface are located. In addition, since the sintered sensor layer is conductive, the sintered layers on the monitoring antenna and smart gear form close electric circuits. These electric circuits are called the monitoring antenna circuit and smart gear sensor track circuit, respectively. Our previous research [
11] revealed that magnetic coupling occurs between this monitoring antenna circuit and the smart gear sensor track circuit when the sensor track circuit of the smart gear is placed nearby and aligned with the monitoring antenna circuit during the connection of this monitoring antenna to a network analyzer. Due to the magnetic coupling, the return loss of the monitoring antenna will change from its single return loss to resonant return loss. The single return loss can be measured directly when the monitoring antenna is connected to the network analyzer via its connector. The difference between the resonant return loss and the single return loss is the shape of the first valley of the return loss chart. Particularly, the first valley of the single return loss has a one-peak shape, while the first valley of the resonant return loss has a two-peak shape. Based on the two-peak shape of the resonant return loss, ref. [
11] also indicated that the change of this two-peak shape, which can be observed via a computer screen, is related to the physical conditions of the sensor track circuit of the smart gear. There were two physical conditions of the sensor track circuit that have been considered: healthy state, or uncracked, and unhealthy state, or cracked. The term “healthy” comes from the term “structural health monitoring”, which defines a normal structure—without any malfunction or damage. Similarly, the term “unhealthy” defines an abnormal structure—with malfunction or damage. In the scope of our project, a healthy gear refers to a smart gear that has no defects on its sensor track circuit, whereas an unhealthy gear refers to a deteriorated smart gear that has a crack or damage on its sensor track circuit due to the gear operation. Correspondingly, the healthy state and unhealthy state of the sensor track circuit of the smart gear result in two different two-peak shapes of the resonant return loss. Inversely, by recognizing the difference between these two two-peak shapes, the healthy and unhealthy states of the sensor track circuit of the smart gear, or the physical condition of the smart gear, can be figured out. This consequently affirms that the resonant return loss and its two-peaks shapes are pivotal to the gear failure recognition of our developing wireless smart gear system.
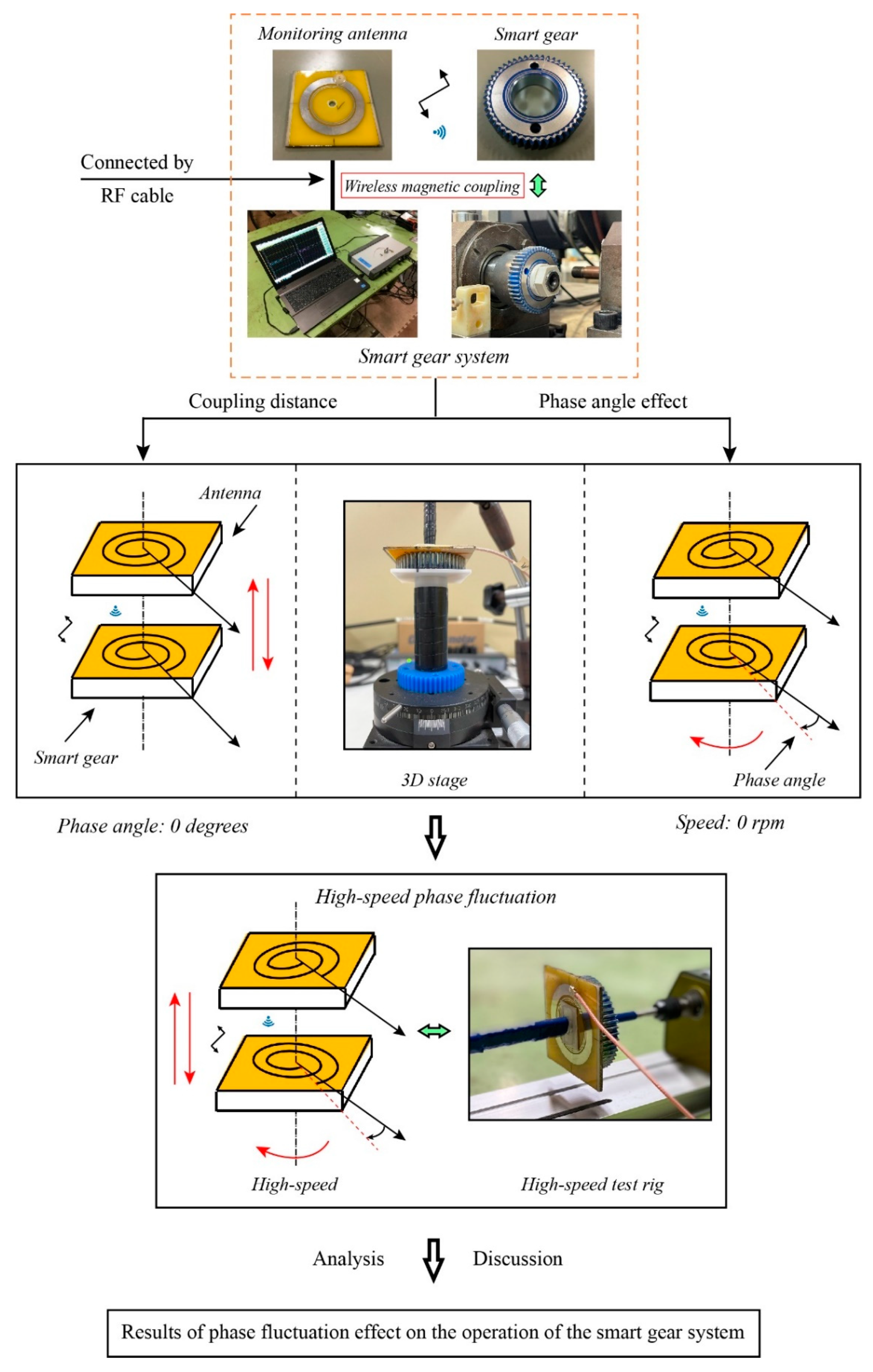
However, in a practical gear operation, the smart gear will rotate for the power transmission while the antenna is fixed, and the phase angle of the smart gear with respect to the monitoring antenna will change continuously. In accordance with this condition, the consideration of the influence of this phase angle change on the magnetic coupling is essential. Based on this consideration and its result, the authors can make a comparison and evaluate the potential error that can lead to any wrong diagnosis of the gear failure detection process. In a previous study [
12], although the effect of phase fluctuation has been mentioned and considered by the authors, the result of this study can only show the effect when the phase angles were regularly changed at static conditions. Moreover, the samples are only two POM plates with sintered patterns on their surfaces. Thus, in this research, the authors focus on considering the effect of phase angles on the magnetic coupling signal comprehensively. Instead of POM plate samples, a practical smart gear system is utilized for the analysis and evaluation. This practical system includes a monitoring antenna with a connector and a completed smart gear with a healthy sensor chain. Experimental works are performed to evaluate the effect of phase fluctuation for both static and high-speed rotational conditions. Furthermore, the effect of the coupling distance that is familiar in a magnetic coupling system is also implemented and expressed as a supplement for the evaluation of the phase fluctuation effect in this research.
The content of this manuscript is based on a four-section structure. Initially, the first section—Introduction—declares the motivation and the objectives of this research. Next, the second section—Materials and Methods—provides an explanation of the materials and methods used in this paper. Then, the third section—Results and Discussion—shows all of the data of the experimental works and the analysis and discussion of the results and findings. Finally, the fourth section—Conclusion—summarizes the findings of this research work.
4. Discussion
In reference to the results in the
Section 3, the results of the static coupling distance test in
Figure 10 and
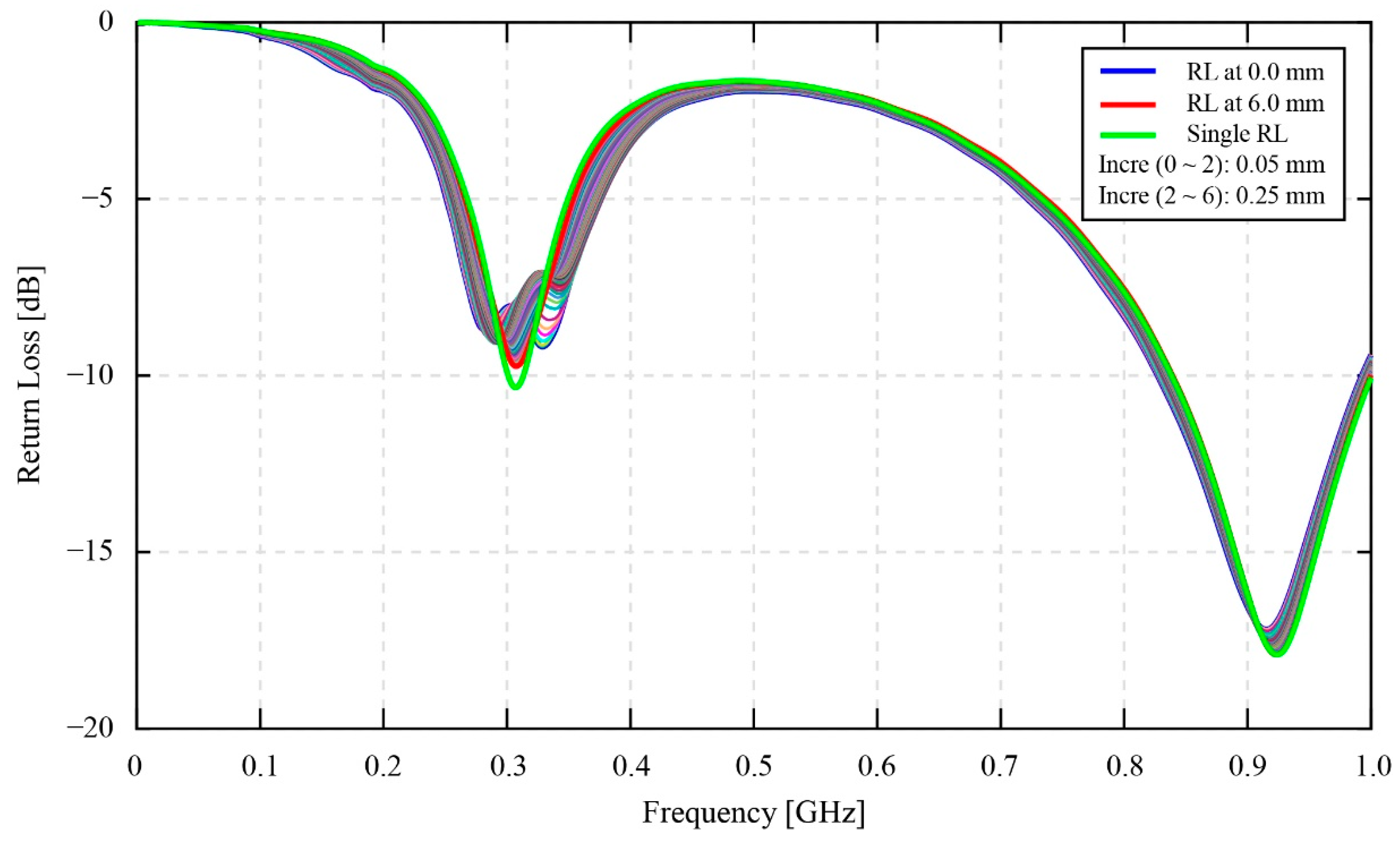
Figure 11 are useful for the authors to be able to select the most suitable coupling distance value between the monitoring antenna and the smart gear for the effectiveness of a smart gear health-monitoring system. In the scope of this research, the health condition of the smart gear is healthy in normal working conditions. Moreover, the coupling distance for the phase fluctuation experiment at static speed conditions and high-speed conditions is empirically selected as 1 mm. As referred to in [IBA SPIE], the results showed that the healthy condition of the smart gear results in a great magnetic coupling effect. In other words, the condition of the magnetic coupling between the smart gear and the monitoring antenna in this research should show a clear two-peak shape valley at 0.3 GHz of the resonant frequency of the resonant return loss chart. In reference to the experimental results of the coupling distance provided in
Figure 11, the values of the coupling distance in the range of 0.25 mm to 0.30 mm are ideal for producing a two-peak shape valley of the resonant return loss signal. Nevertheless, due to the current limitation of our developing smart gear system, this ideal range of coupling distance cannot be afforded. The limitation comes from the substrate material of the monitoring antenna. As introduced in
Section 2, the substrate material of the monitoring antenna is POM plastic. Due to the properties of plastics, thermal expansion is one of the most concerning issues. Specifically, since the friction between a master gear and the operation gear (the smart gear during the gear meshing process is unavoidable for an oilless gear meshing system), it is believed that the temperature of the gear can increase remarkably. Hence, the coupling distance of 0.25 mm to 0.3 mm is currently too risky to be applied for a dynamic smart gear meshing system, such as in this research. In addition, the experimental coupling distance results in
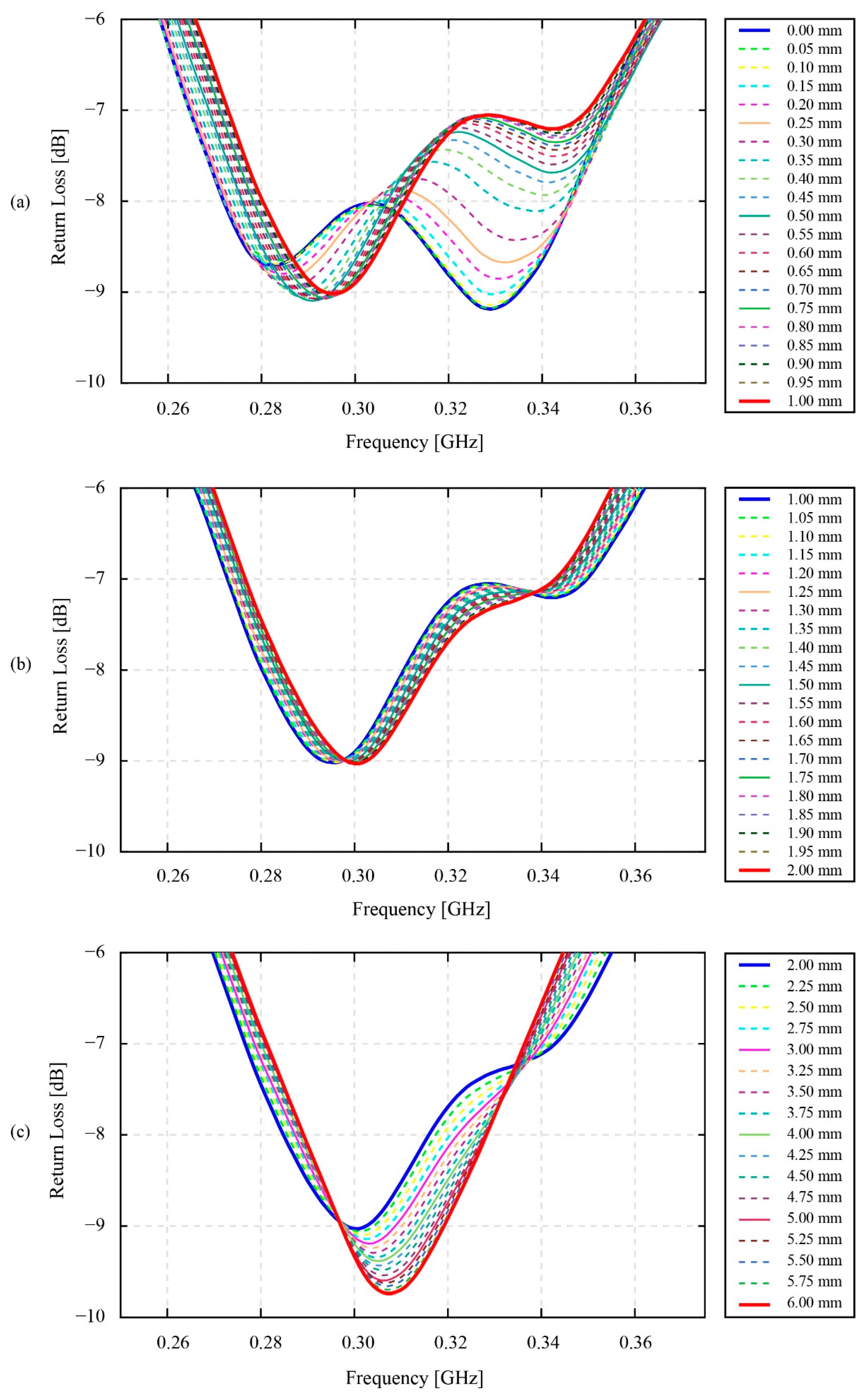
Figure 11 also demonstrate that the amplitude of variation of the return loss value in the coupling distance range of 0 mm to 0.75 mm, especially in the range of 0 mm to 0.5 mm, is much higher than in the range of 0.75 mm to 1 mm. This discussion means that, if the coupling distance is selected within the 0 mm to 0.75 mm range, or even within the 0 mm to 0.5 mm range, the coupling distance of a practical system should be measured and controlled carefully. Since the error of even 0.05 mm can change the resonant return loss values remarkably, the current smart gear system that depends on POM plastics for the fabrication of the monitoring antenna seems not to be able to control the 0.05 mm error of the distance coupling. The 0.05 mm error can simply come from the current issues of our developing smart gear systems, such as the thermal expansion or the bending of the POM plate of the antenna, due to the additional layer of polyimide. The 0.75 mm to 1.0 mm range can be considered to be the most suitable range of values for the selection of the coupling distance; however, compared to 0.75 mm, the selection of 1 mm as the coupling distance is more favorable for our smart gear system. Indeed, the experimental results of the coupling distance in
Figure 11, especially
Figure 11a,b, show that the 1 mm coupling distance produces a more stable resonant return loss signal than the 0.75 mm. At 1 mm, the fluctuation of the resonant return loss value is insignificant, and even the tolerance of the coupling distance can be ±0.05 mm. Moreover, in a practical driving test, the 1 mm coupling distance also shows its advantages in the prevention of stuck objects between the smart gear and the monitoring antenna. Here, the stuck objects are frequently known as the debris of broken gears at the end of the driving test.
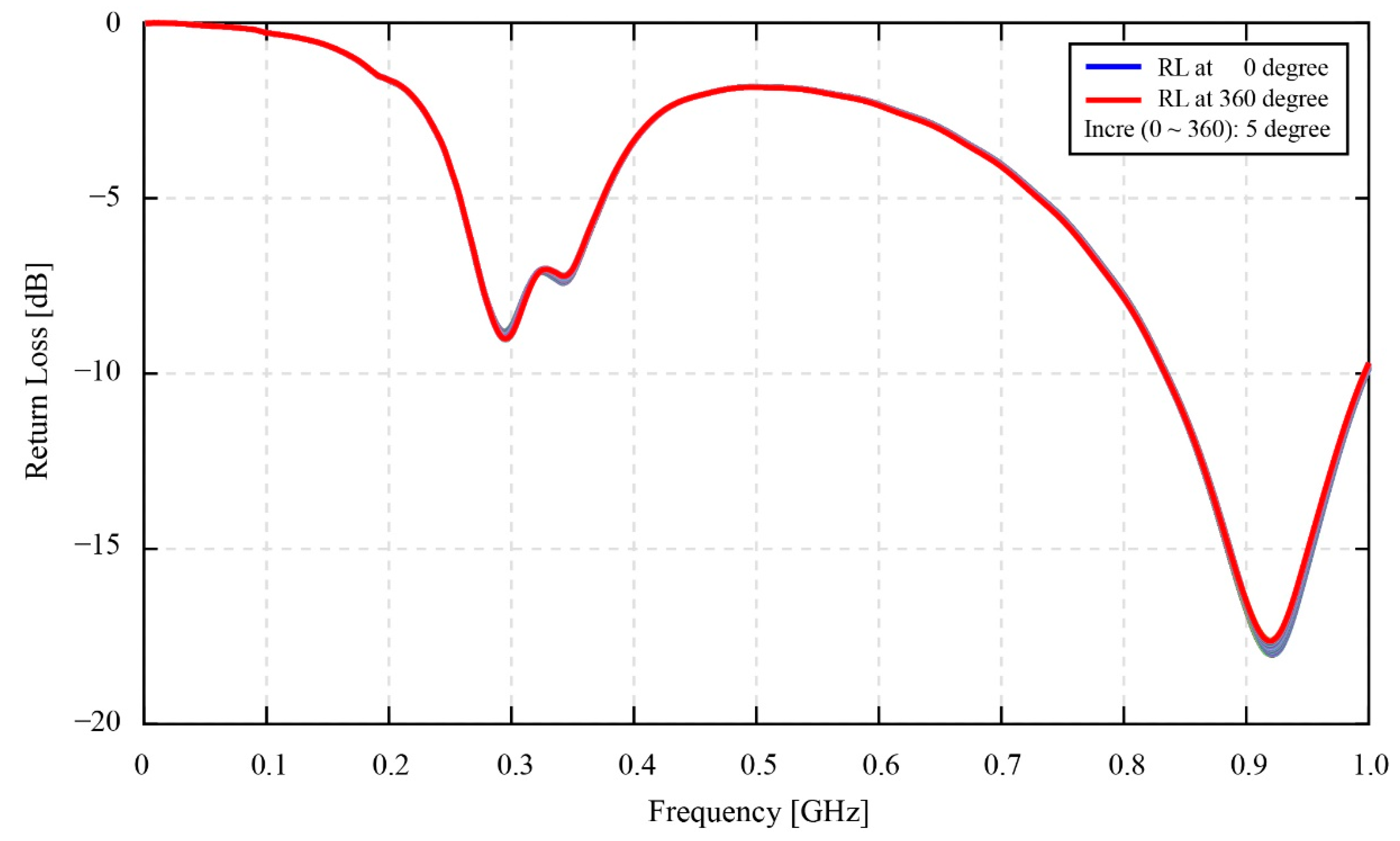
Turning to the static phase fluctuation experiment, the results in
Figure 12 and
Figure 13 evidently indicate that the resonant return loss signals are significantly changed in line with the change in the phase angle values. In fact, the resonant return loss values measured at 0 degrees and measured after 360 degrees are similar. In other words, after 360 degrees from the starting point at 0 degrees, the phase angle value returns to its initial position, and the resonant return loss measured at the starting point also returns to its original value. Hence, this finding affirms that the change of the phase angles triggers the shift of the resonant return loss signals and the frequency values of the resonant peaks. Moreover, in reference to our previous research by [
12], where a phase fluctuations test was conducted for two POM plate antennas, the result of this research specified that the change of the phase angles between two antennas results in the fluctuation of the resonant return loss signal. The second POM antenna in this previous research was shorted by a short module, therefore its characteristic condition is equivalent to the characteristic condition of the smart gear in this research, with a healthy and normal conductive sensor. Nevertheless, in contrast to the results provided in
Figure 12 and
Figure 13, the change of the frequency values at resonant peaks in the case of two POM plates is insignificant or mostly constant. The reason for this, the difference is believed to come from the fact that the sintered antenna patterns of two POM plate antennas are placed symmetrically with each other, while the patterns of the monitoring antenna and smart gear in this current research are placed asymmetrically. This kind of arrangement makes the direction of the two spiral coils opposite to each other in the case of two POM plates antennas and similar to each other in the case of the monitoring antenna and smart gear in this research. In this way, the characteristics and direction of the magnetic field generated by the network analyzer antenna side are apparently different for the two cases. Moreover, the appearance of a sensor chain only on the smart gear pattern in this research is also believed to be a factor contributing to the magnetic coupling data at each certain phase angle. Overall, the fluctuations of the measured return loss values in
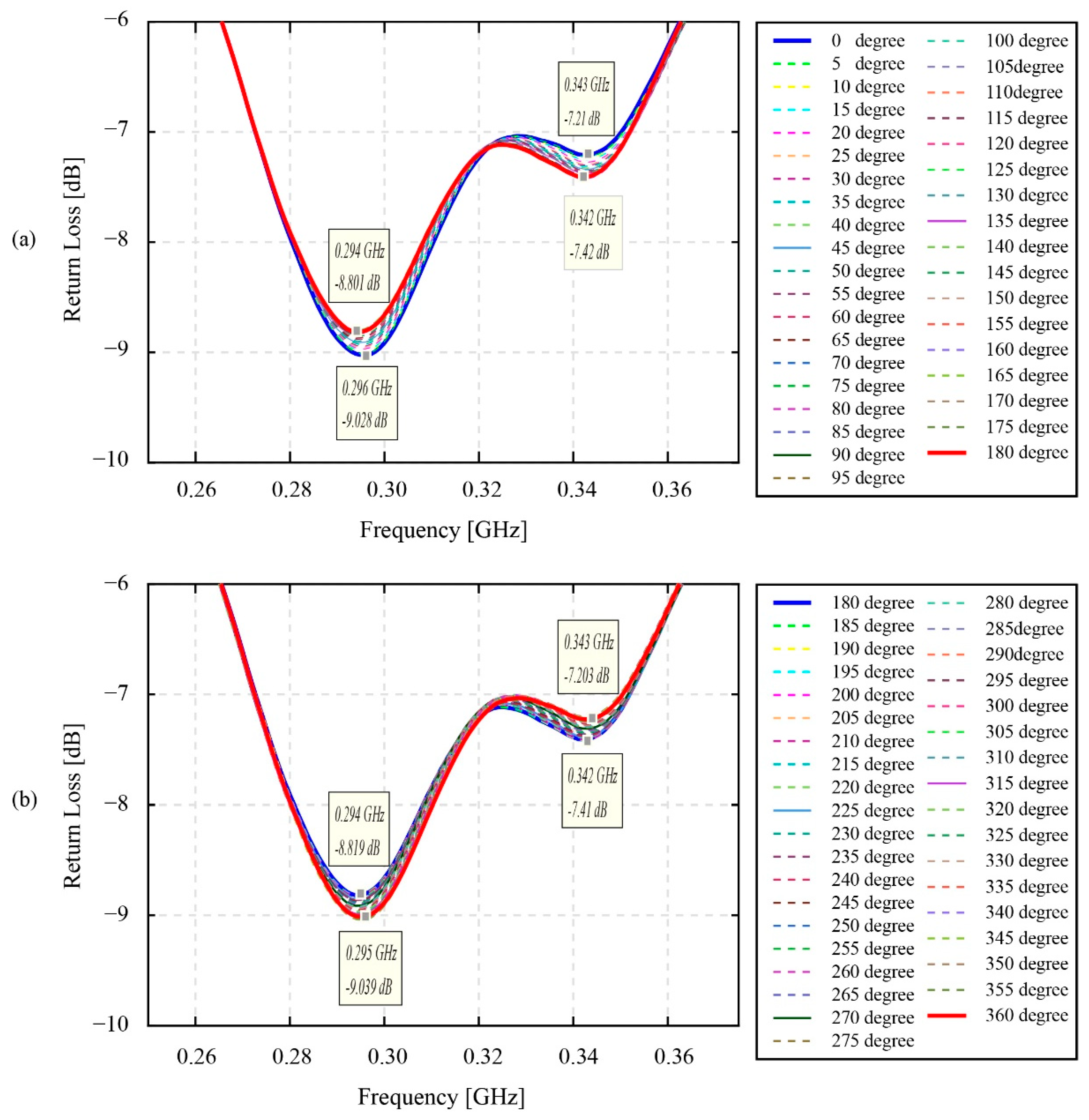
Figure 12 and
Figure 13 are unavoidable for a magnetic coupling system; however, it is also no longer an issue in our developing smart gear system. Specifically, according to
Figure 12, the maximum fluctuating value of the return loss is about 0.23 dB for the first half and 0.22 dB for the second half of 360 degrees. This difference even does not change the typical two-peak form of the magnetically coupled signal, therefore the method provided in [
13] is still useful for identifying the necessary parameters of the smart gear wirelessly.
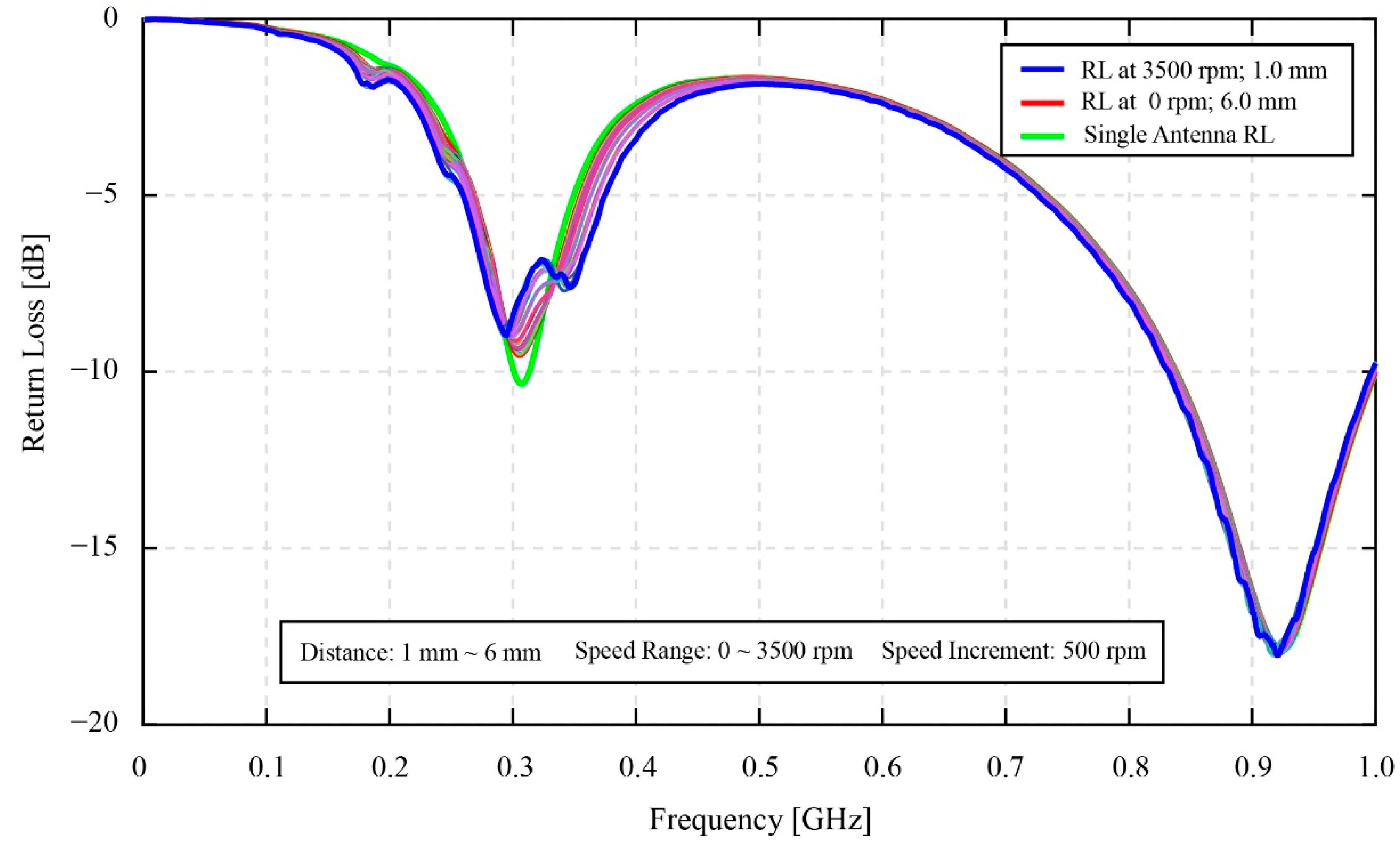
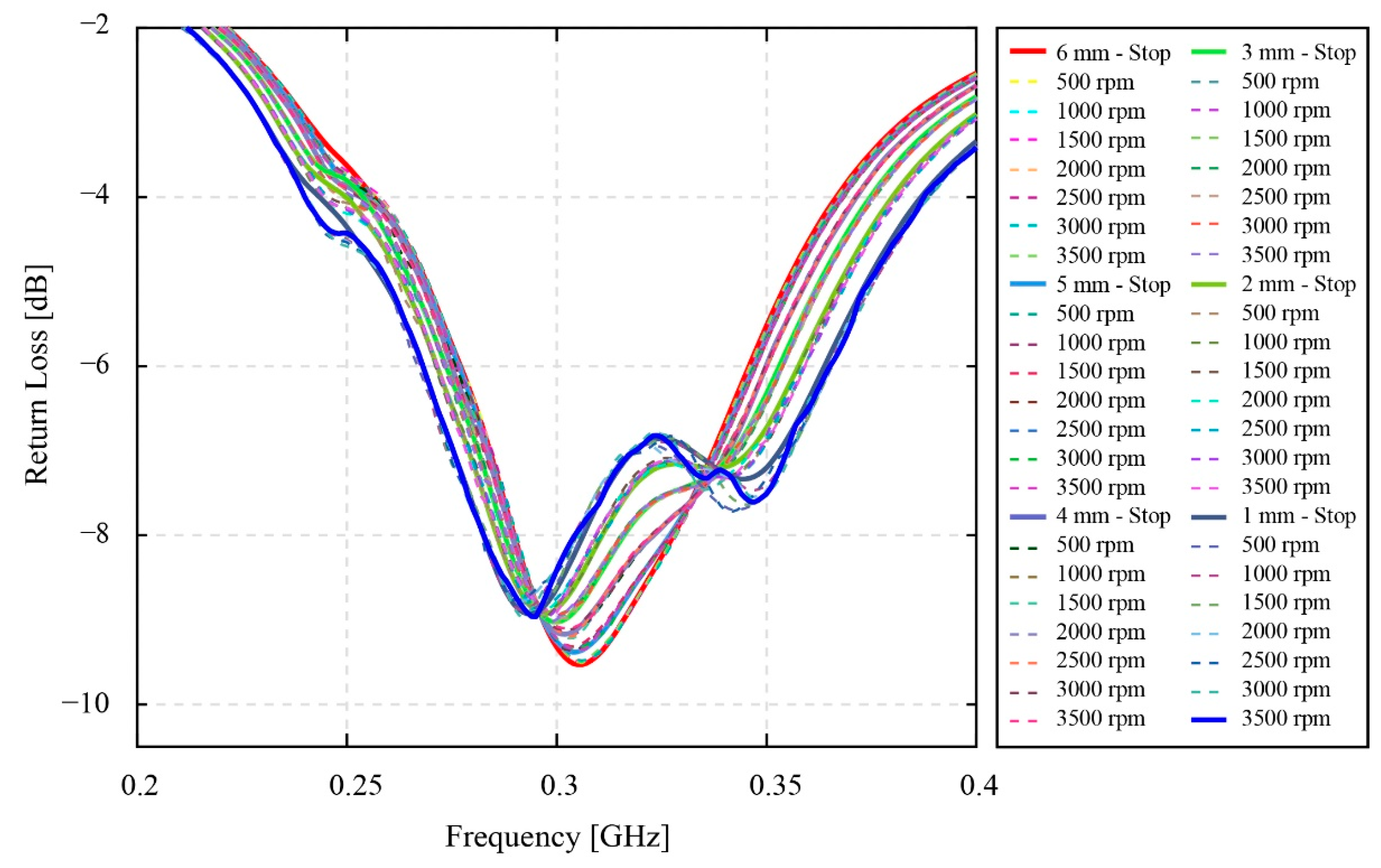
Regarding the high-speed phase fluctuation test results in
Figure 14,
Figure 15 and
Figure 16, the influence of the phase fluctuation at high speed relates majorly to the smoothness of the resonant return loss chart. In fact, the results prove that, when the speed of the smart gear increases, there are minor peaks appearing on the resonant return loss of the system. The density of the minor peaks is seen to be high around the peaks of the resonant return loss signal chart. Although the experimental results in this research also prove that the high operational speed is not a significant concern to our current developing smart gear system, the results are also meaningful to some extent. As described in
Section 2, the developing smart gear system works based on the wireless magnetic coupling of a monitoring antenna and a smart gear—the working gear. Moreover, the resonant return loss data collected by the monitoring antenna is pivotal to the gear failure detection analysis. However, since the density of minor peaks on the resonant return loss signal increases with the increase in the rotational speed, the risk of making a wrong diagnosis about the physical condition of the gear is potential. Therefore, a necessary solution should be proposed to improve the gear health-monitoring method. Moreover,
Figure 15 and
Figure 16 obviously indicate that, in comparison with the results of the static phase fluctuation test in
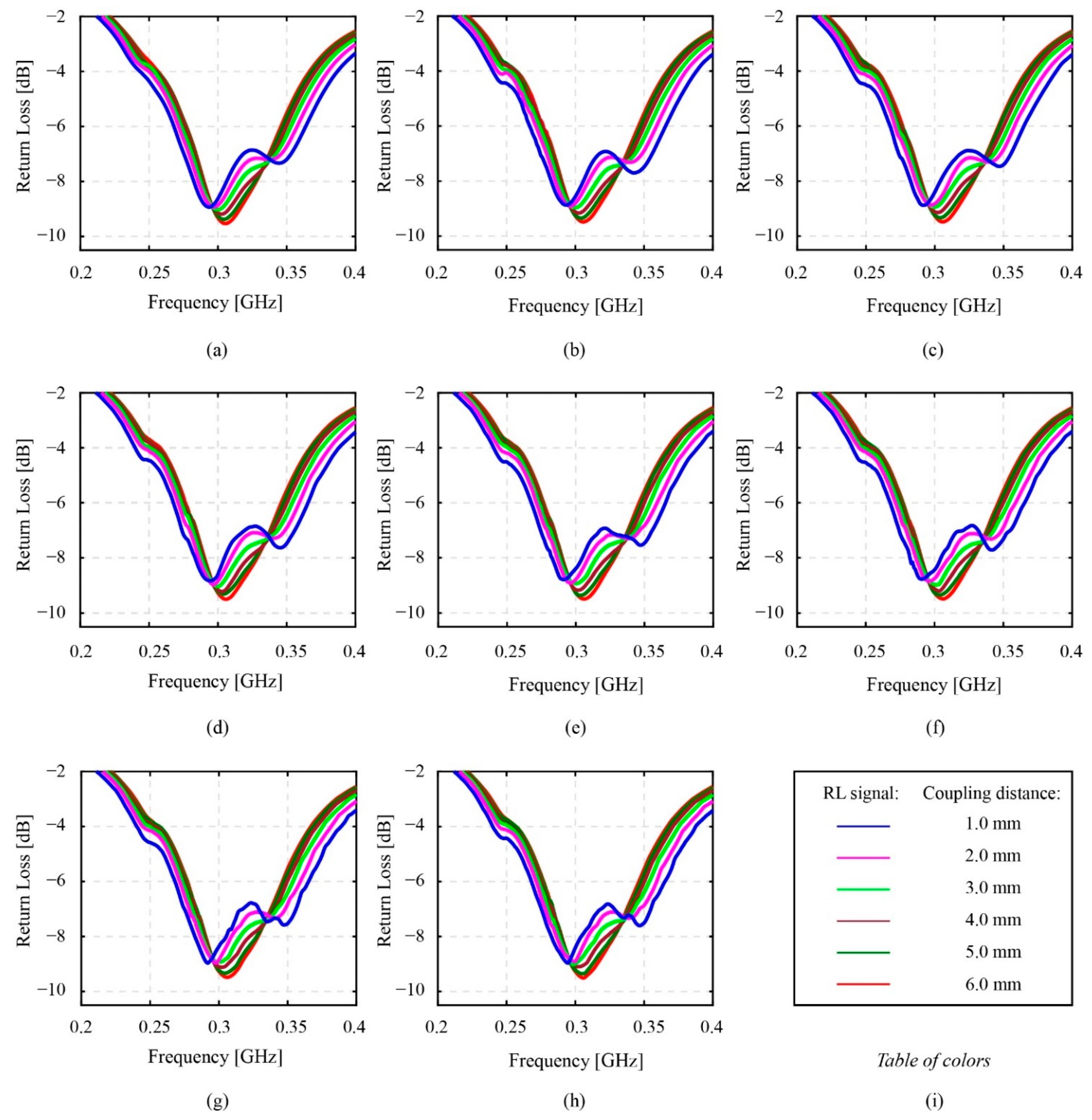
Figure 12, the typical two-peak form of the magnetic coupling resonant return loss of a monitoring antenna and a healthy smart gear is still able to be observed. Since the two-peak shape valley of the resonant return loss benefits the wireless gear failure detection, it is still able to detect the physical condition of the smart gear. Moreover, the results of the phase fluctuation at high speed are useful for the authors to evaluate the empirical selection of 1 mm as the coupling distance. In reference to the experimental results of the coupling distance in
Figure 12 and the relevance between the coupling distance and speed of the smart gear on the resonant return loss of the system in
Figure 16, the results in
Figure 16 indicate that the effect of a high-speed gear on the resonant return loss of a magnetic coupling system can be reduced when the coupling distance is increased. This means that the obtained results in
Figure 16 could be affected more severely due to the high speed of the smart gear if the selected coupling distance is smaller than 1 mm. This finding, on one hand, consolidates our empirical selection of 1 mm for the coupling. On the other hand, it indicates the potential issues that can occur to the resonant return loss of the system when the values of coupling distance become smaller and smaller.
5. Conclusions
This paper has considered the effect of the phase angle between a monitoring antenna and a smart sensor gear on the resonant return loss data in our developing smart gear system. Here, the phase angle is the relative angle between two open spiral coils of the monitoring antenna and smart gear patterns. The experimental components include a monitoring antenna and a healthy smart gear. The effect of the phase angle focuses on two states of the smart gear: the static condition and a high speed. In the first case, the obtained experimental results of the static phase fluctuation experiment indicate that the change of the relative phase angle affects the resonant return loss of the magnetic coupling system—our smart gear system. Moreover, compared to the static phase fluctuation experiment, the high-speed phase fluctuation experiment that enables the speed of the smart gear to be changed from 0 rpm to 3500 rpm also proves that the switching speed of the phase angle relates directly to the smoothness of the resonant return loss signal of the smart gear system. Moreover, the high-speed phase fluctuation experiment also considers both the effects of distance and speed of the smart gear simultaneously. The results of this experiment indicate that the magnitude of the phase fluctuation effect on the resonant return loss signal depends on the value of the coupling distance. In other words, the effect can become more severe or less severe when the coupling distance value is reduced or increased.
The coupling distance of 1 mm is applied for the static phase fluctuation experiment. This distance is known as the distance between the monitoring antenna and the smart gear. Since this 1 mm coupling distance has been selected based on the empirical experience of the authors, a coupling distance experiment has been conducted to evaluate this pre-selected coupling distance. Via the experimental results and discussion, the coupling distance of 1 mm has proven that this value is suitable for the application of the current developing smart gear system. Moreover, this 1 mm coupling distance is also consolidated as a result of the high-speed phase fluctuation. Specifically, at 1 mm of the coupling distance, although the received results of the high-speed phase fluctuation experiment have been affected by the high speed of the phase angle switching, it still remains the typical two-peak shape valley on the resonant return loss signal. This return loss, therefore, still benefits the gear failure detection process.
In fact, the considered problems in this research are essential to the improvement of our system. Since the resonant return loss is the only unique data of the developing smart gear system and the effect of the fluctuation of phase angle is also unavoidable, knowing the degree of this effect on the resonant return loss could encourage the authors to propose compatible solutions to prevent or reduce the undesirable effect if necessary. As an example, the return loss data that is received from the high-speed phase fluctuation experiment poses a challenge to the authors. This challenge is not only for the parameter identification process, but also for the gear failure detection. Once a corresponding method is found to deal with this challenge, it is believed that the accuracy will be improved significantly. The smart gear used in this research involved a healthy gear instead of an unhealthy gear. Hence, in the next step, the authors plan to consider the experiment for both a healthy (normal gear) and an unhealthy fault gear so that a more comprehensive evaluation could be proposed for our developing smart gear system.


 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}















