
Preparation of High-Toughness Lignin Phenolic Resin Biomaterials Based via Polybutylene Succinate Molecular Intercalation
 ,
,
Abstract
:1. Introduction
2. Results
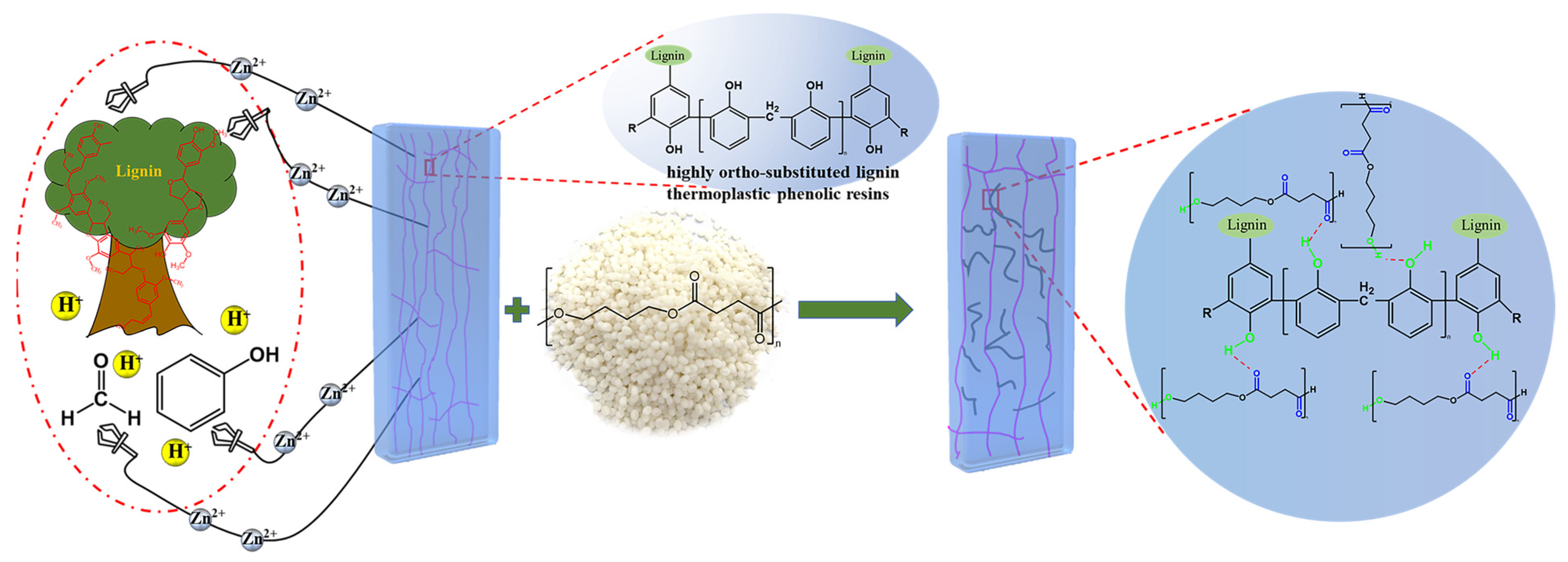
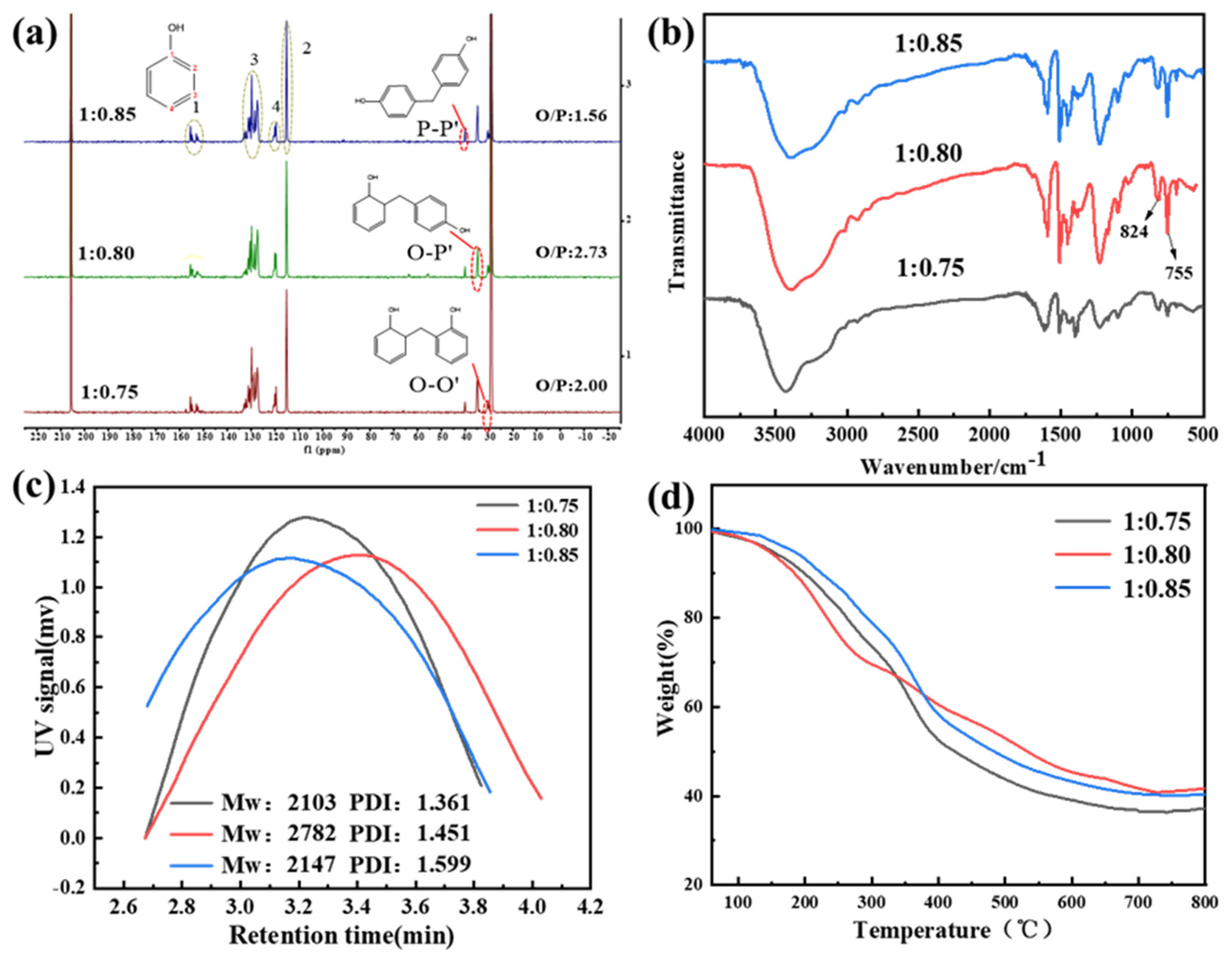
2.1. Synthesis of Lignin Highly Adjacent Thermoplastic Phenolic Resins
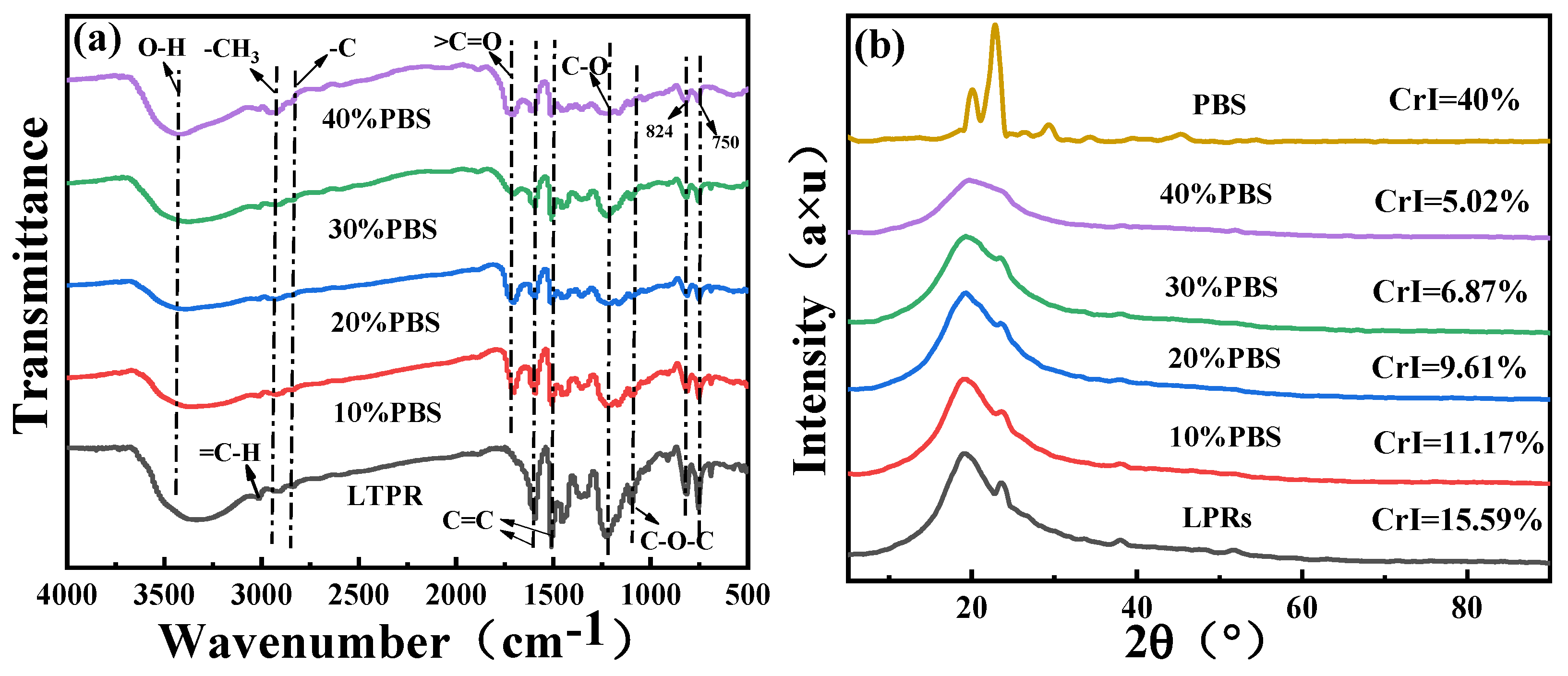
2.2. Fourier Transform Infrared Spectroscopy (FTIR) Analyses and X-ray Diffraction (XRD) Analyses
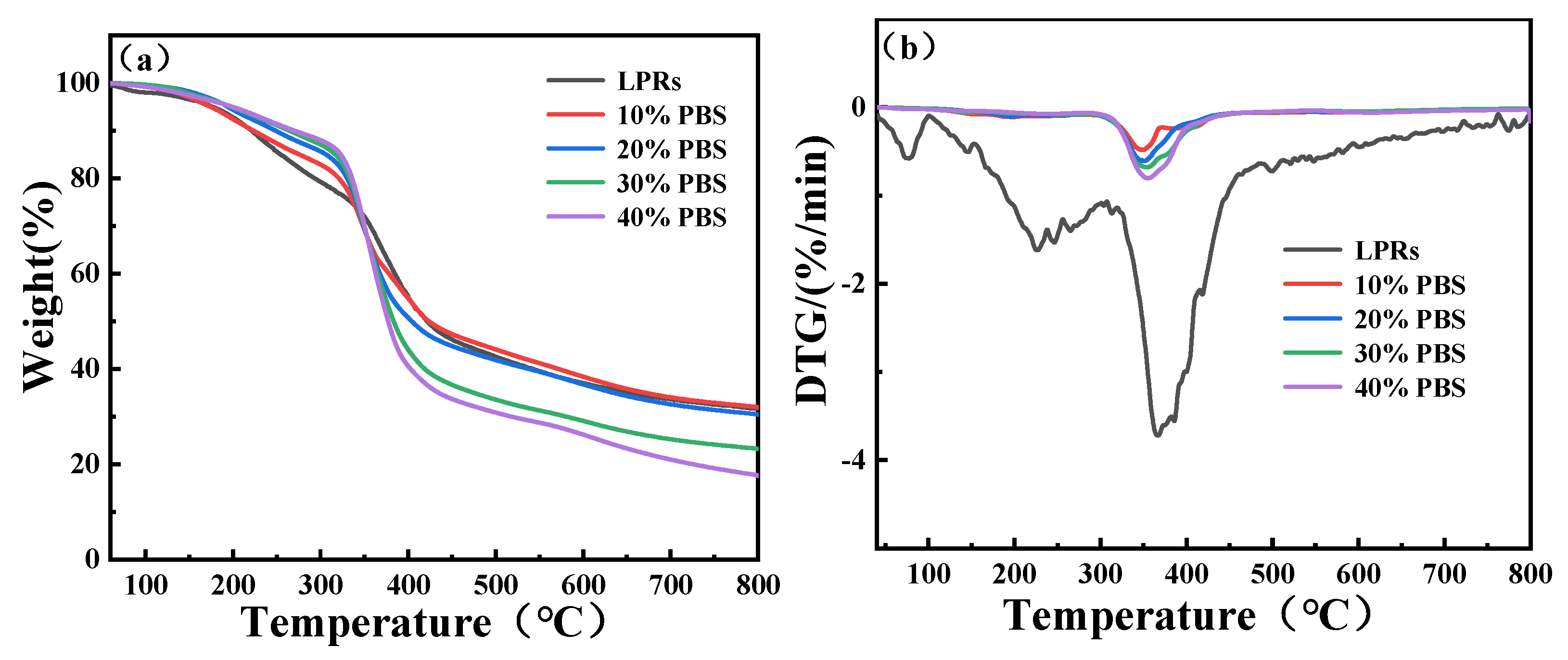
2.3. Thermogravimetric Analyses (TGA-DTG)
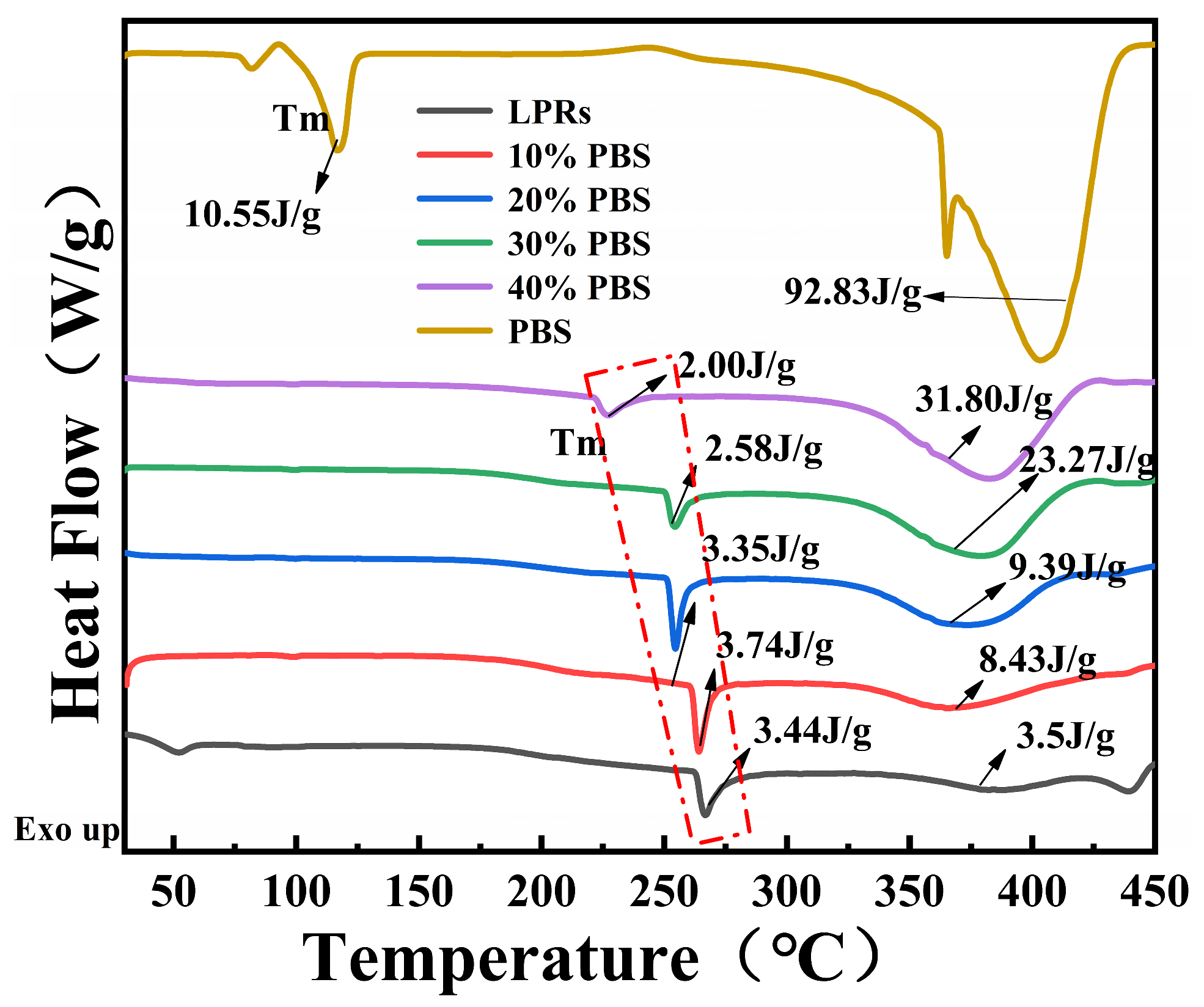
2.4. Differential Scanning Calorimetry (DSC) Analyses
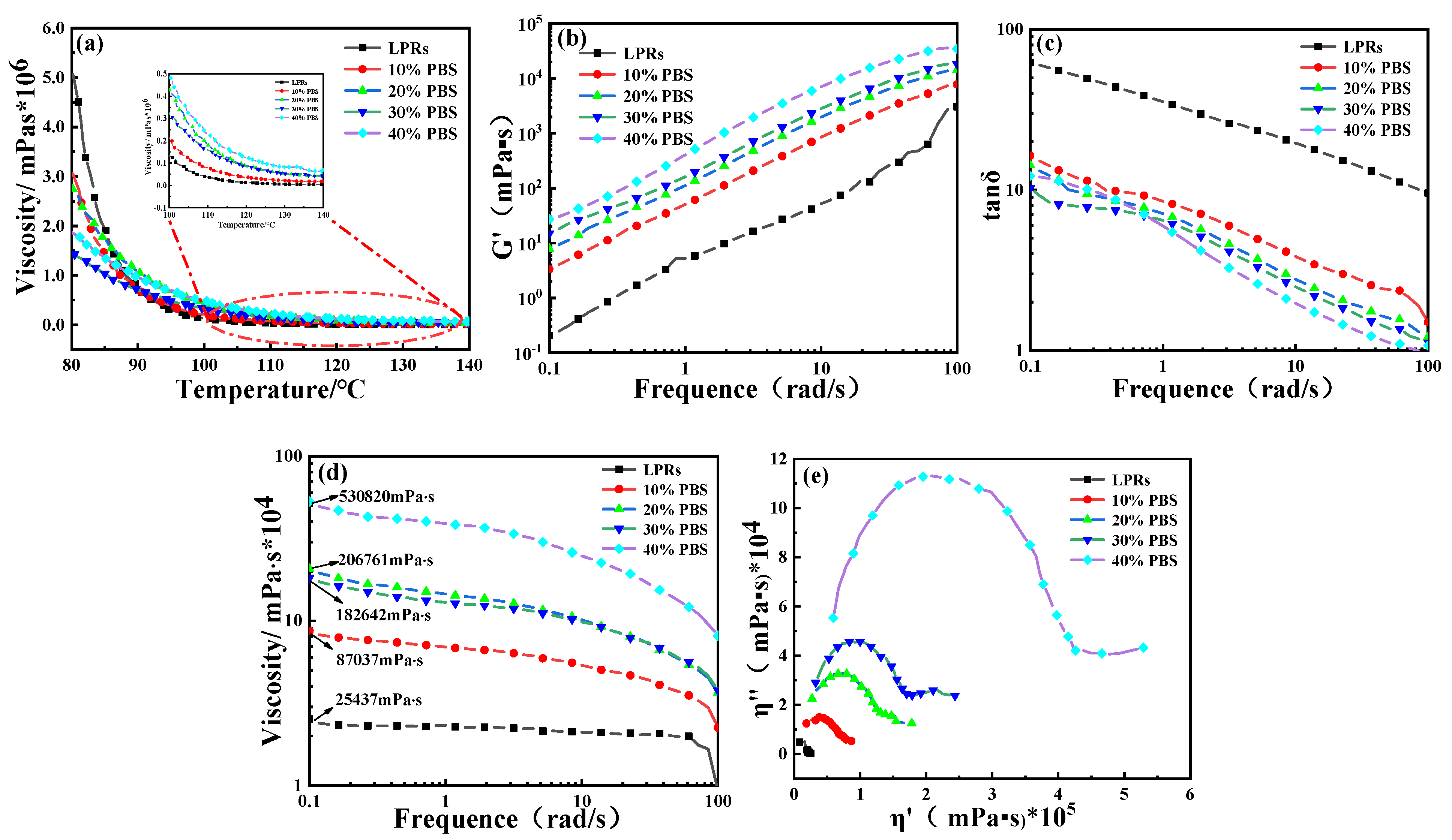
2.5. Rheological Performance Analyses
2.6. Scanning Electron Microscopy (SEM)
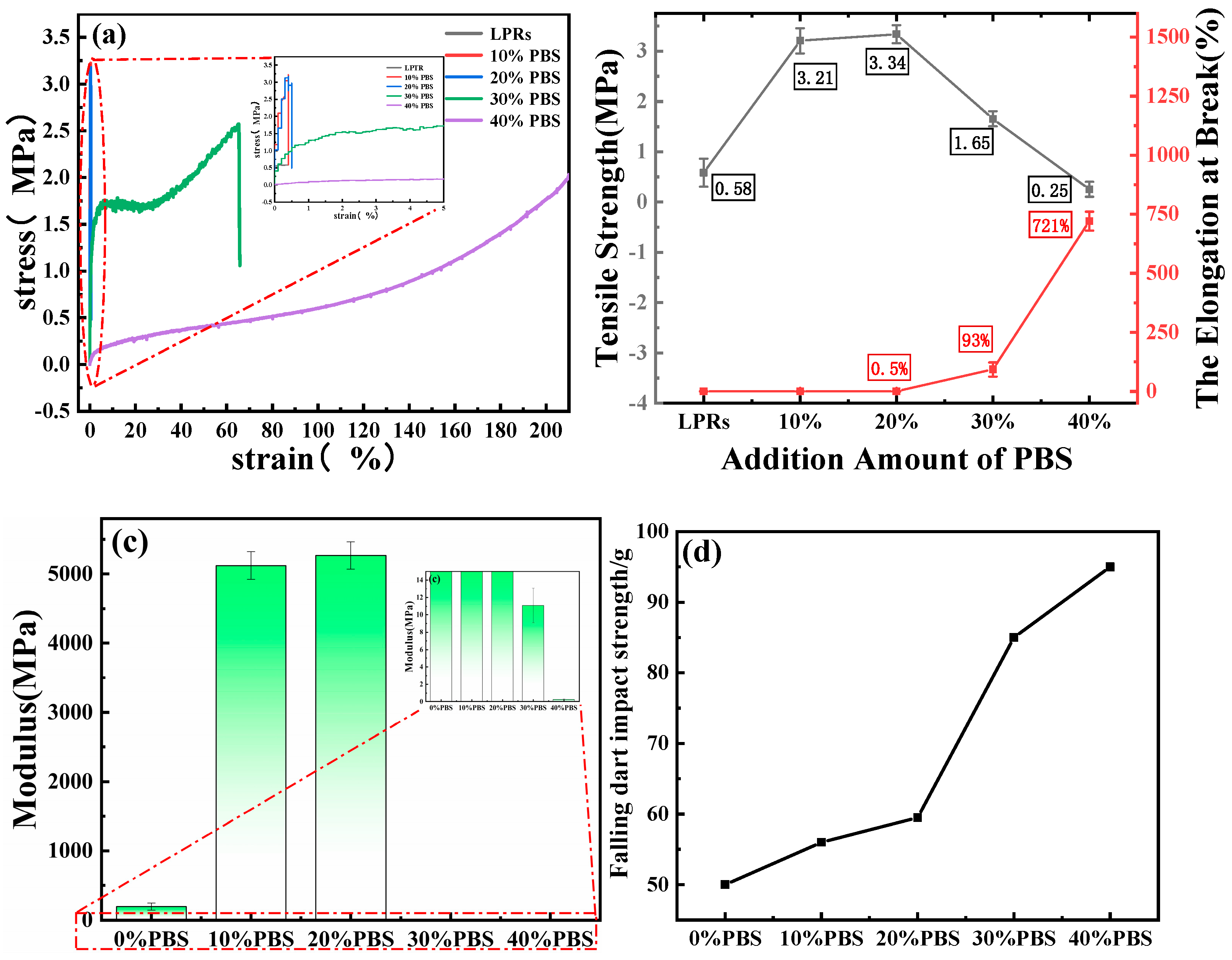
2.7. Mechanical Analyses
3. Discussion
4. Materials and Methods
4.1. Materials
4.2. Methods
4.3. Preparation of the Lignin Phenolic Resin
4.4. Preparation of the Polybutylene Succinate-Modified Resin
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yan, L.C.; Cui, Y.H.; Gou, G.J. Liquefaction of lignin in hot-compressed water to phenolic feedstock for the synthesis of phenol-formaldehyde resins. Compos. Part B-Eng. 2017, 112, 8–14. [Google Scholar] [CrossRef]
- Rodrigues, J.S.; de Freitas, A.S.M.; Maciel, C.C. Selection of kraft lignin fractions as a partial substitute for phenol in synthesis of phenolic resins: Structure-property correlation. Ind. Crops Prod. 2023, 191, 115948. [Google Scholar] [CrossRef]
- Cao, Y.; Chen, S.S.; Zhang, S. Advances in lignin valorization towards bio-based chemicals and fuels: Lignin biorefinery. Bioresour. Technol. 2019, 291, 121878. [Google Scholar] [CrossRef] [PubMed]
- Wang, M.; Wang, F. Catalytic scissoring of lignin into aryl monomers. Adv. Mater. 2019, 31, 1901866. [Google Scholar] [CrossRef] [PubMed]
- Sternberg, J.; Sequerth, O.; Pilla, S. Green chemistry design in polymers derived from lignin: Review and perspective. Prog. Polym. Sci. 2021, 113, 101344. [Google Scholar] [CrossRef]
- Melro, E.; Antunes, F.E.; Valente, A.J.M. On the development of phenol-formaldehyde resins using a new type of lignin extracted from pine wood with a levulinic-acid based solvent. Molecules 2022, 27, 2825. [Google Scholar] [CrossRef] [PubMed]
- Gao, C.; Li, M.; Zhu, C. One-pot depolymerization, demethylation and phenolation of lignin catalyzed by HBr under microwave irradiation for phenolic foam preparation. Compos. Part B-Eng. 2021, 205, 108530. [Google Scholar] [CrossRef]
- Li, B.; Wang, Y.; Mahmood, N. Preparation of bio-based phenol formaldehyde foams using depolymerized hydrolysis lignin. Ind. Crops Prod. 2017, 97, 409–416. [Google Scholar] [CrossRef]
- Yang, W.; Rallini, M.; Natali, M. Preparation and properties of adhesives based on phenolic resin containing lignin micro and nanoparticles: A comparative study. Mater. Des. 2019, 161, 55–63. [Google Scholar] [CrossRef]
- Ren, Y.; Lin, X.; Shi, Z. Improving the thermal and mechanical properties of phenolic fiber over boron modified high-ortho phenolic resin. High Perform. Polym. 2021, 33, 587–597. [Google Scholar] [CrossRef]
- Ren, Y.; Lin, X.; Wang, W. Preparation of high molecular weight thermoplastic bio-based phenolic resin and fiber based on lignin liquefaction. Mater. Res. Express 2021, 8, 015308. [Google Scholar] [CrossRef]
- Ren, Y.; Xie, J.; He, X. Preparation of Lignin-Based High-Ortho Thermoplastic Phenolic Resins and Fibers. Molecules 2021, 26, 3993. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Jing, S.; Wang, S. Experimental investigation of expanded graphite/phenolic resin composite bipolar plate. Int. J. Hydrogen Energy 2016, 41, 16240–16246. [Google Scholar] [CrossRef]
- De Hoyos-Martinez, P.L.; Issaoui, H.; Herrera, R. Wood Fireproofing coatings based on biobased phenolic resins. ACS Sustain. Chem. Eng. 2021, 9, 1729–1740. [Google Scholar] [CrossRef]
- Binda, F.F.; de Alvarenga Oliveira, V.; Fortulan, C.A. Friction elements based on phenolic resin and slate powder. J. Mater. Res. Technol. 2020, 9, 3378–3383. [Google Scholar] [CrossRef]
- Tang, K.; Tang, X.; Liu, X. Phenolic Foams Toughened with Triethylene Glycol by In Situ Polymerization and Prepolymerization Processes. ACS Appl. Polym. Mater. 2022, 4, 8303–8314. [Google Scholar] [CrossRef]
- Yu, Y.; Wang, Y.; Xu, P. Preparation and characterization of phenolic foam modified with bio-oil. Materials 2018, 11, 2228. [Google Scholar] [CrossRef] [Green Version]
- Aliakbari, M.; Jazani, O.M.; Sohrabian, M. Epoxy adhesives toughened with waste tire powder, nanoclay, and phenolic resin for metal-polymer lap-joint applications. Prog. Org. Coat. 2019, 13, 105291. [Google Scholar] [CrossRef]
- Xu, P.; Yu, Y.; Chang, M. Preparation and characterization of bio-oil phenolic foam reinforced with montmorillonite. Polymers 2019, 11, 1471. [Google Scholar] [CrossRef] [Green Version]
- Gao, Z.; Lang, X.; Chen, S. Mini-review on the synthesis of lignin-based phenolic resin. Energy Fuels 2021, 35, 18385–18395. [Google Scholar] [CrossRef]
- Maree, C.; Görgens, J.F.; Tyhoda, L. Lignin phenol formaldehyde resins synthesised using South African spent pulping liquor. Waste Biomass Valorization 2022, 13, 3489–3507. [Google Scholar] [CrossRef]
- Liu, Q.; Xu, Y.; Kong, F. Synthesis of phenolic resins by substituting phenol with modified spruce kraft lignin. Wood Sci. Technol. 2022, 56, 1527–1549. [Google Scholar] [CrossRef]
- Hu, C.; Bourbigot, S.; Delaunay, T. Synthesis of isosorbide based flame retardants: Application for polybutylene succinate. Polym. Degrad. Stab. 2019, 164, 9–17. [Google Scholar] [CrossRef]
- Hu, C.; Bourbigot, S.; Delaunay, T. Poly (isosorbide carbonate): A ‘green’char forming agent in polybutylene succinate intumescent formulation. Compos. Part B-Eng. 2020, 184, 107675. [Google Scholar] [CrossRef]
- Vytejčková, S.; Vápenka, L.; Hradecký, J. Testing of polybutylene succinate based films for poultry meat packaging. Polym. Test. 2017, 60, 357–364. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, L.; Zhang, C. Continuous resin refilling and hydrogen bond synergistically assisted 3D structural color printing. Nat. Commun. 2022, 13, 7095. [Google Scholar] [CrossRef] [PubMed]
- Du, W.T.; Kuan, Y.L.; Kuo, S.W. Intra-and Intermolecular Hydrogen Bonding in Miscible Blends of CO2/Epoxy Cyclohexene Copolymer with Poly (Vinyl Phenol). Int. J. Mol. Sci. 2022, 23, 7018. [Google Scholar] [CrossRef] [PubMed]
- Supthanyakul, R.; Kaabbuathong, N.; Chirachanchai, S. Random poly (butylene succinate-co-lactic acid) as a multi-functional additive for miscibility, toughness, and clarity of PLA/PBS blends. Polymer 2016, 105, 1–9. [Google Scholar] [CrossRef]
- Sukhawipat, N.; Saengdee, L.; Pasetto, P. Caesalpinia sappan L. wood fiber: Bio-reinforcement for polybutylene succinate-based biocomposite film. Cellulose 2022, 29, 3375–3387. [Google Scholar] [CrossRef]
- Kalami, S.; Arefmanesh, M.; Master, E. Replacing 100% of phenol in phenolic adhesive formulations with lignin. J. Appl. Polym. Sci. 2017, 134, 45124. [Google Scholar] [CrossRef] [Green Version]
- Chen, H.P.; Nagarajan, S.; Woo, E.M. Unusual Radiating-Stripe Morphology in Nonequimolar Mixtures of Poly (l-lactic acid) with Poly (d-lactic acid). Macromolecules 2020, 53, 2157–2168. [Google Scholar] [CrossRef]
- Zhang, X.; Shi, J.; Zhou, J. Nucleation effect of cellulose nanocrystals/polybutylene succinate composite filler on polylactic acid/polybutylene succinate blends. Polym. Bull. 2022, 79, 5481–5494. [Google Scholar] [CrossRef]
- Mohamad, N.; Mazlan, M.M.; Tawakkal, I.S.M.A. Characterization of active polybutylene succinate films filled essential oils for food packaging application. J. Polym. Environ. 2022, 30, 585–596. [Google Scholar] [CrossRef]
- Takhulee, A.; Takahashi, Y.; Vao-soongnern, V. Molecular simulation and experimental studies of the miscibility of polylactic acid/polyethylene glycol blends. J. Polym. Res. 2017, 24, 8. [Google Scholar] [CrossRef]
- Naito, Y.; Nishikawa, M.; Mobuchon, C. Effect of rheological transitions in matrix resin on flow mechanism of carbon Fiber/Epoxy prepreg. Compos. Part A-Appl. Sci. Manuf. 2021, 151, 106612. [Google Scholar] [CrossRef]
- Wu, F.; Misra, M.; Mohanty, A.K. Tailoring the toughness of sustainable polymer blends from biodegradable plastics via morphology transition observed by atomic force microscopy. Polym. Degrad. Stab. 2020, 173, 109066. [Google Scholar] [CrossRef]
- Takhulee, A.; Takahashi, Y.; Vao-soongnern, V. Molecular simulation and experimental studies of the miscibility of PLA/PLAx-PEGy-PLAx blends. J. Polym. Res. 2017, 24, 178. [Google Scholar] [CrossRef]
- Mohapatra, A.K.; Mohanty, S.; Nayak, S.K. Properties and characterization of biodegradable poly (lactic acid) (PLA)/poly (ethylene glycol) (PEG) and PLA/PEG/organoclay: A study of crystallization kinetics, rheology, and compostability. J. Thermoplast. Compos. Mater. 2016, 29, 443–463. [Google Scholar] [CrossRef]
- Jariyasakoolroj, P.; Chirachanchai, S. In Situ Chemical Modification of Thermoplastic Starch with Poly (l-lactide) and Poly (butylene succinate) for an Effectively Miscible Ternary Blend. Polymers 2022, 14, 825. [Google Scholar] [CrossRef]
- Jia, S.; Zhao, L.; Wang, X. Poly (lactic acid) blends with excellent low temperature toughness: A comparative study on poly (lactic acid) blends with different toughening agents. Int. J. Biol. Macromol. 2022, 201, 662–675. [Google Scholar] [CrossRef]
- Xiao, H.; Huang, Z.X.; Zhang, Z.P. Highly thermally conductive flexible copper clad laminates based on sea-island structured boron nitride/polyimide composites. Compos. Sci. Technol. 2022, 230, 109087. [Google Scholar] [CrossRef]
- Mao, Z.; Zhang, X.; Jiang, G. Fabricating sea-island structure and co-continuous structure in PMMA/ASA and PMMA/CPE blends: Correlation between impact property and phase morphology. Polym. Test. 2019, 73, 21–30. [Google Scholar] [CrossRef]
- Li, X.; Luo, X.; Gu, Y. A novel benzoxazine/cyanate ester blend with sea-island phase structures. Phys. Chem. Chem. Phys. 2015, 17, 19255–19260. [Google Scholar] [CrossRef] [PubMed]
- Mukherji, S.; Kandula, N.; Sood, A.K. Strength of mechanical memories is maximal at the yield point of a soft glass. Phys. Rev. Lett. 2019, 122, 158001. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Maximum Weight Loss Rate Temperature/°C | Maximum Weight Loss Rate/% × min−1 | Weight Losses in Different Temperature Ranges (%) | Residual Mass/% | |
|---|---|---|---|---|---|
| 0–300 °C | 300–800 °C | ||||
| LPR | 367 | 3.7 | 20.8 | 47.5 | 31.7 |
| 10% PBS | 350 | 0.48 | 17.1 | 51 | 31.9 |
| 20% PBS | 353 | 0.61 | 14.4 | 55.2 | 30.4 |
| 30% PBS | 356 | 0.68 | 12.9 | 63.9 | 23.2 |
| 40% PBS | 356 | 0.8 | 12 | 70.4 | 17.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xie, J.; Sun, H.; Yang, Y.; Liang, J.; Li, Y.; Hou, D.; Lin, X.; Zhang, J.; Shi, Z.; Liu, C. Preparation of High-Toughness Lignin Phenolic Resin Biomaterials Based via Polybutylene Succinate Molecular Intercalation. Int. J. Mol. Sci. 2023, 24, 6418. https://doi.org/10.3390/ijms24076418
Xie J, Sun H, Yang Y, Liang J, Li Y, Hou D, Lin X, Zhang J, Shi Z, Liu C. Preparation of High-Toughness Lignin Phenolic Resin Biomaterials Based via Polybutylene Succinate Molecular Intercalation. International Journal of Molecular Sciences. 2023; 24(7):6418. https://doi.org/10.3390/ijms24076418
Chicago/Turabian StyleXie, Jin, Hao Sun, Yuchun Yang, Junxiong Liang, Yun Li, Defa Hou, Xu Lin, Jun Zhang, Zhengjun Shi, and Can Liu. 2023. "Preparation of High-Toughness Lignin Phenolic Resin Biomaterials Based via Polybutylene Succinate Molecular Intercalation" International Journal of Molecular Sciences 24, no. 7: 6418. https://doi.org/10.3390/ijms24076418