


The Effect of Fresh Kale (Brassica oleracea var. sabellica) Addition and Processing Conditions on Selected Biological, Physical, and Chemical Properties of Extruded Snack Pellets
 , , , ,
, , , ,  , ,
, ,  , , and
, , and
Abstract
:1. Introduction
2. Results and Discussion
2.1. Antioxidant Activity and Phenolic Compound Content of Snack Pellets Enriched with Fresh Kale
2.2. Physical Properties of Snack Pellets Enriched with Fresh Kale
2.3. The Basic Composition and Fatty Acids Profile
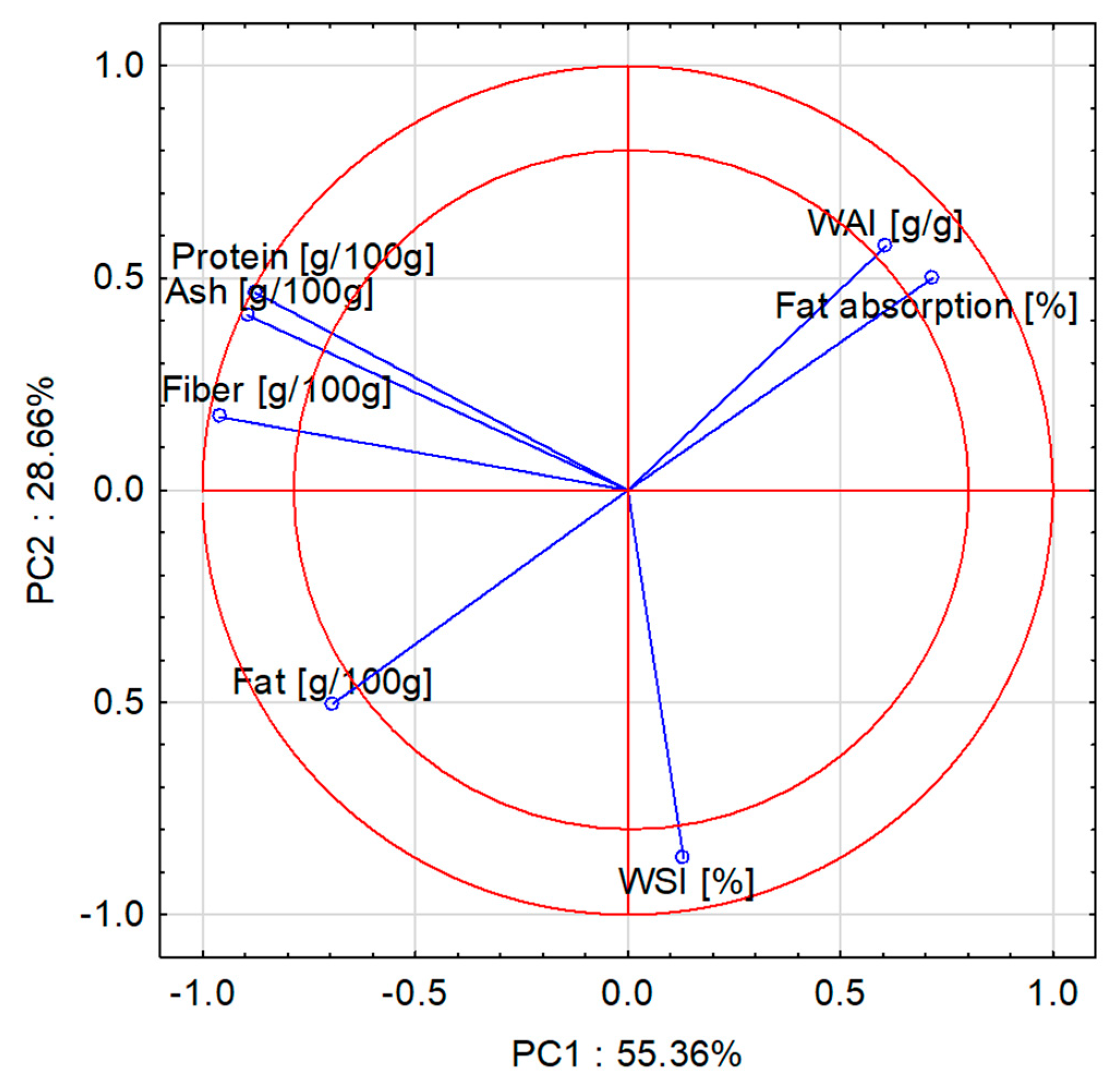
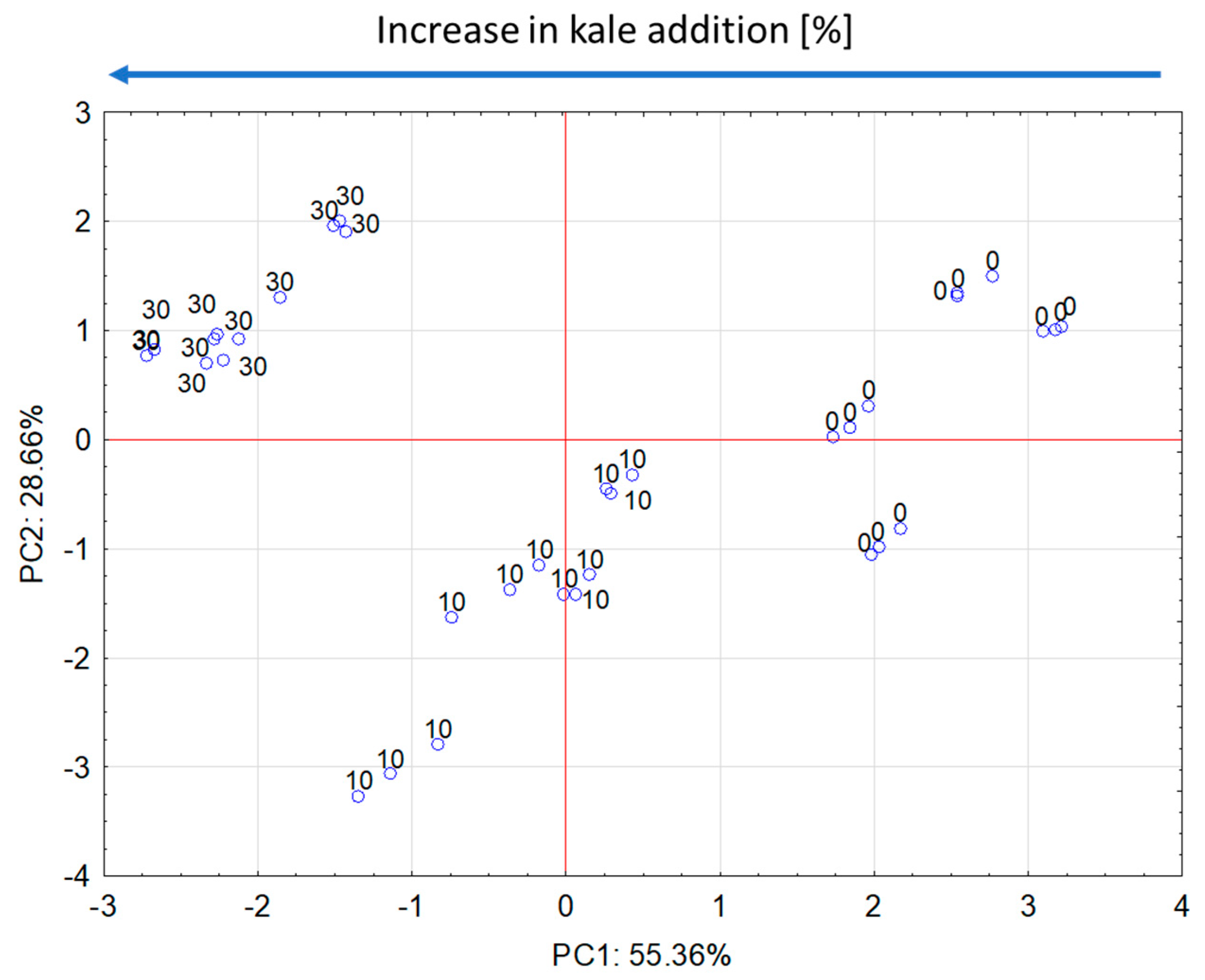
2.4. Principal Component Analysis (PCA)
3. Materials and Methods
3.1. Samples Preparation
3.2. Preparation of Extracts
3.3. Free Radical Scavenging Activity—DPPH Method
3.4. Ferric-Reducing Antioxidant Power (FRAP)
3.5. Total Content of Polyphenolic Compounds (TPC) with Use of Folin-Ciocalteu Method
3.6. Content of Phenolic Acids
3.7. Water Absorption Index (WAI)
3.8. Water Solubility Index (WSI)
3.9. Fat Absorption Index
3.10. Chemical Composition
3.11. Statistical Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Sample Availability
References
- Functional food and its importance in the contemporary market. Przemysł Spożywczy 2018, 72, 18–22. [CrossRef]
- Adamowicz, M. Agricultural development processes in the context of globalization challenges and new approaches to the concept of sustainable development. Probl. Agric. Econ. 2021, 366, 24–25. [Google Scholar] [CrossRef]
- Matyka, M. Potential impact of the implementation of the new green deal in the field of mineral fertilization on the yield of main agricultural crops. Ann. Pol. Assoc. Agric. Aribus. 2021, 23, 87–95. [Google Scholar] [CrossRef]
- Wójtowicz, A. Extrusion—Selected technical and technological aspects. Zesz. Probl. Postęp. Nauk Rol. 2018, 595, 131–144. [Google Scholar] [CrossRef]
- Gandhi, N.; Kaur, K.; Singh, B.; Singh, P. Technological innovations in third generation snack foods. Progress. Res. Int. J. 2016, 11, 4948–4959. [Google Scholar]
- Hidayat, A.; Wijaya, T.; Ishak, A.; Rejeki Ekasasi, S.; Zalzalah, G.G. Model of the Consumer Switching Behavior Related to Healthy Food Products. Sustainability 2021, 13, 3555. [Google Scholar] [CrossRef]
- Lisiecka, K.; Wójtowicz, A.; Gancarz, M. Characteristics of Newly Developed Extruded Products Supplemented with Plants in a Form of Microwave-Expanded Snacks. Materials 2021, 14, 2791. [Google Scholar] [CrossRef]
- Korus, J.; Gumul, D.; Czechowska, K. Effect of extrusion on the phenolic composition and antioxidant activity of dry beans of Phaseolus vulgaris L. Food Technol. Biotech. 2007, 45, 139–146. [Google Scholar]
- Bąk-Sypień, I.; Karmańska, A.; Kubiak, K.; Karwowski, B. Antioxidant activity of fresh and thermally processed green and red kale. Bromatol. Chem. Toksykol. 2017, 3, 246–251. [Google Scholar]
- Kim, S.Y.; Yoon, S.; Kwon, S.M.; Park, K.S.; Lee-Kim, Y.C. Fresh kale juice improves coronary artery disease risk factors in hypercholesterolemic men. Biomed. Environ. Sci. 2008, 21, 91–97. [Google Scholar] [CrossRef]
- Ayaz, F.A.; Hayırlıoglu-Ayaz, S.; Alpay-Karaoglu, S.; Grúz, J.; Valentová, K.; Ulrichová, J.; Strnad, M. Phenolic acid contents of fresh kale (Brassica oleraceae L. var. acephala DC.) extracts and their antioxidant and antibacterial activities. Food Chem. 2008, 107, 19–25. [Google Scholar] [CrossRef]
- Kasprzak, K.; Oniszczuk, T.; Wójtowicz, A.; Waksmundzka-Hajnos, M.; Olech, M.; Nowak, R.; Polak, R.; Oniszczuk, A. Phenolic Acid Content and Antioxidant Properties of Extruded Corn Snacks Enriched with Fresh Kale. J. Anal. Methods Chem. 2018, 11, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Mirmiran, P.; Hosseini-Esfahani, F.; Esfandiar, Z.; Hosseinpour-Niazi, S.; Azizi, F. Associations between dietary antioxidant intakes and cardiovascular disease. Sci. Rep. 2022, 12, 1504. [Google Scholar] [CrossRef]
- Zuo, J.; Zhang, Z.; Li, M.; Yang, Y.; Zheng, B.; Wang, P.; Huang, C.; Zhou, S. The crosstalk between reactive oxygen species and noncoding RNAs: From cancer code to drug role. Mol. Cancer 2022, 21, 30. [Google Scholar] [CrossRef] [PubMed]
- Sadeer, N.B.; Montesano, D.; Albrizio, S.; Zengin, G.; Mahomoodally, M.F. The Versatility of Antioxidant Assays in Food Science and Safety—Chemistry, Applications, Strengths, and Limitations. Antioxidants 2020, 9, 709. [Google Scholar] [CrossRef] [PubMed]
- Thaipong, K.; Boonprakob, U.; Crosby, K.; Cisneros-Zevallos, L.; Byrne, D.H. Comparison of ABTS, DPPH, FRAP, and ORAC assays for estimating antioxidant activity from guava fruit extracts. J. Food Compos. Anal. 2006, 19, 669–675. [Google Scholar] [CrossRef]
- Bernardino-Nicanor, A.; Montañéz-Soto, J.L.; Vivar-Vera, M.A.; Juárez-Goiz, J.M.; Acosta-García, G.; González-Cruz, L. Effect of Drying on the Antioxidant Capacity and Concentration of Phenolic Compounds in Different Parts of the Erythrina Americana Tree. BioResources 2016, 11, 9741–9755. [Google Scholar] [CrossRef] [Green Version]
- Multari, S.; Marsol-Vall, A.; Keskitalo, M.; Yang, B.; Suomela, J.P. Effects of Different Drying Temperatures on the Content of Phenolic Compounds and Carotenoids in Quinoa Seeds (Chenopodium Quinoa) from Finland. Food Compos. Anal. 2018, 72, 75–82. [Google Scholar] [CrossRef]
- Guerrero, B.G.; Montero-Montero, J.C.; Fernández-Quintero, A.; Rivera-Agredo, Y.J.; Ospina-Patiño, B.; Gallego-Castillo, S. Assessing the Effect of Adding Maize and Rice Brans in the Development by Twin-Screw Extrusion of a Ready-to-Eat Cereal Formulated with Flours of Quality Protein Maize and Zinc Biofortified Rice. DYNA 2019, 86, 298–303. [Google Scholar] [CrossRef] [Green Version]
- Schmid, V.; Trabert, A.; Schäfer, J.; Bunzel, M.; Karbstein, H.P.; Emin, M.A. Modification of Apple Pomace by Extrusion Processing: Studies on the Composition, Polymer Structures, and Functional Properties. Foods 2020, 9, 1385. [Google Scholar] [CrossRef]
- Khanal, R.C.; Howard, L.R.; Prior, R.L. Procyanidin Content of Grape Seed and Pomace, and Total Anthocyanin Content of Grape Pomace as Affected by Extrusion Processing. Food Sci. 2009, 74, 174–182. [Google Scholar] [CrossRef] [PubMed]
- Ramírez-Anaya, J.D.P.; Samaniego-Sánchez, C.; Castañeda-Saucedo, M.C.; Villalón-Mir, M. Phenols and the Antioxidant Capacity of Mediterranean Vegetables Prepared with Extra Virgin Olive Oil Using Different Domestic Cooking Techniques. Food Chem. 2015, 188, 430–438. [Google Scholar] [CrossRef] [PubMed]
- Kasprzak-Drozd, K.; Oniszczuk, T.; Kowalska, I.; Mołdoch, J.; Combrzyński, M.; Gancarz, M.; Dobrzański, B., Jr.; Kondracka, A.; Oniszczuk, A. Effect of the Production Parameters and In Vitro Digestion on the Content of Polyphenolic Compounds, Phenolic Acids, and Antiradical Properties of Innovative Snacks Enriched with Wild Garlic (Allium ursinum L.) Leaves. Int. J. Mol. Sci. 2022, 23, 14458. [Google Scholar] [CrossRef] [PubMed]
- Oikonomou, N.A.; Krokida, M.K. Literature data of WAI and WSI of extrudate food products. Int. J. Food Prop. 2011, 14, 199–240. [Google Scholar] [CrossRef]
- Mościcki, L. Extrusion-Cooking Techniques. Applications, Theory and Sustainability; WILEY-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2011; ISBN 978-3-527-63408-8. [Google Scholar]
- Medina-Rendon, E.A.; Guatemala-Morales, G.M.; Padilla-Camberos, E.; Corona-González, R.I.; Arriola-Guevara, E.; García-Fajardo, J.A. Production of Extrudate Food with Mango By-Products (Mangifera indica): Analysis of Physical, Chemical, and Sensorial Properties. Processes 2021, 9, 1660. [Google Scholar] [CrossRef]
- Jin, Z.; Hsieh, F.; Huff, H. Effects of soy fiber, salt, sugar and screw speed on physical properties and microstructure of corn meal extrudate. Cereal Sci. 1995, 22, 185–194. [Google Scholar] [CrossRef]
- Oniszczuk, A.; Wójtowicz, A.; Oniszczuk, T.; Olech, M.; Nowak, R.; Wojtunik, K.; Klimek, M.; Krawczyk, W.; Hajnos, M. Extruded corn gruels containing linden flowers: Quantitation of phenolic compounds and selected quality characteristics. Open Chem. 2015, 13, 1209–1217. [Google Scholar] [CrossRef]
- Acosta-Pérez, V.J.; Zamudio-Flores, P.B.; Ornelas-Paz, J.D.J.; Palma-Rodríguez, H.M.; Juárez-Muñoz, J.; Vargas-Torres, A. Effects of native and modified starches on the physicochemical and textural properties of rainbow trout (Oncorhynchus mykiss) fish burgers. CyTA J. Food 2019, 17, 207–213. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Liu, M.; Huang, S.; Zhang, Z. Optimisation of the Extrusion Process through a Response Surface Methodology for Improvement of the Physical Properties and Nutritional Components of Whole Black-Grained Wheat Flour. Foods 2021, 10, 437. [Google Scholar] [CrossRef]
- Ding, Q.B.; Ainsworth, P.; Plunkett, A.; Tucker, G.; Marson, H. The Effect of Extrusion Conditions on the Functional and Physical Properties of Wheat-Based Expanded Snacks. Food Eng. 2006, 73, 142–148. [Google Scholar] [CrossRef]
- Altan, A.; Mc Carthy, K.; Maskan, M. Evaluation of snack foods from barley–tomato pomace blends by extrusion processing. Food Eng. 2008, 84, 231–242. [Google Scholar] [CrossRef]
- Campus-Baypoli, O.N.; Rosas-Burgos, E.C.; Torres-Chávez, P.I.; Ramírez-Wong, B.; Serna-Saldívar, S.O. Physiochemical changes of starch during maize tortilla production. Starch/Stärke 1999, 51, 173–177. [Google Scholar] [CrossRef]
- Dey, D.; Richter, J.K.; Ek, P.; Gu, B.J.; Ganjyal, G.M. Utilization of Food Processing By-products in Extrusion Processing: A Review. Front. Sustain. Food Syst. 2021, 4, 3751. [Google Scholar] [CrossRef]
- Matysiak, A.; Oniszczuk, A.; Kocira, S.; Oniszczuk, T.; Combrzyński, M.; Kupryaniuk, K.; Wójtowicz, A.; Mitrus, M. Selected properties of snacks extruded at various screw speeds supplemented with Moldavian dragonhead seed addition. Int. Agrophysics 2019, 33, 363–371. [Google Scholar] [CrossRef]
- Mandliya, S.; Pratap-Singh, A.; Vishwakarma, S.; Dalbhagat, C.G.; Mishra, H.N. Incorporation of Mycelium (Pleurotus eryngii) in Pea Protein Based Low Moisture Meat Analogue: Effect on Its Physicochemical, Rehydration and Structural Properties. Foods 2022, 11, 2476. [Google Scholar] [CrossRef] [PubMed]
- Mandliya, S.; Mishra, H.N. Effect of Different Drying Methods on Quality Attributes and Microstructure of Mycelium (Pleurotus eryngii). Biol. Life Sci. Forum 2021, 6, 10. [Google Scholar] [CrossRef]
- Samard, S.; Ryu, G.H. Physicochemical and Functional Characteristics of Plant Protein-Based Meat Analogs. Food Process. Preserv. 2019, 43, e14123. [Google Scholar] [CrossRef]
- Lam, A.C.Y.; Can Karaca, A.; Tyler, R.T.; Nickerson, M.T. Pea Protein Isolates: Structure, Extraction, and Functionality. Food Rev. Int. 2018, 34, 126–147. [Google Scholar] [CrossRef]
- Nemzer, B.; Al-Taher, F.; Abshiru, N. Extraction and Natural Bioactive Molecules Characterization in Spinach, Fresh kale and Purslane: A Comparative Study. Molecules 2021, 26, 2515. [Google Scholar] [CrossRef]
- Burda, S.; Oleszek, W. Antioxidant and antiradical activities of flavonoids. Agric. Food Chem. 2001, 49, 2774–2779. [Google Scholar] [CrossRef]
- Czaban, J.; Sułek, A.; Pecio, Ł.; Żuchowski, J.; Podolska, G. Effect of genotype and crop management systems on phenolic acid content in winter wheat grain. J. Food Agric. Environ. 2013, 11, 120–1206. [Google Scholar]
- Wójtowicz, A.; Mościcki, L. Influence of legume type and addition level on quality characteristics, texture and microstructure of enriched precooked pasta, LWT Food Sci. Technol. 2014, 59, 1175–1185. [Google Scholar] [CrossRef]
- Approved Methods of the American Association of Cereal Chemists, 9th ed.; AACC: St. Paul, MN, USA, 1995. [CrossRef]
- Official Methods of AOAC International, 17th ed.; AOAC: Gaithersburg, MD, USA, 2000.




{kind=link}
{kind=link}
{kind=link}
| Extract’s Samples | TEAC Value [μg/g Product] |
|---|---|
| 0%, 32 mc, 60 rpm | 73.83 ± 3.04 |
| 0%, 32 mc, 100 rpm | 73.25 ± 2.09 |
| 0%, 36 mc, 60 rpm | 73.36 ± 4,02 |
| 0%, 36 mc, 100 rpm | 73.6 ± 2.87 |
| 10%, 32 mc, 60 rpm | 78.39 ± 2.07 |
| 10%, 32 mc, 100 rpm | 95.44 ± 4.67 |
| 10%, 36 mc, 60 rpm | 108.88 ± 4.99 |
| 10%, 36 mc, 100 rpm | 105.96 ± 4.87 |
| 30%, 32 mc, 60 rpm | 98.71 ± 3.45 |
| 30%, 32 mc, 100 rpm | 99.07 ± 3.00 |
| 30%, 36 mc, 60 rpm | 97.31 ± 5.03 |
| 30%, 36 mc, 100 rpm | 109.81 ± 5.00 |
| Fresh Kale Content (%) | Screw Speed (rpm) | Moisture Content (%) | Activity towards Fe3+ Reduction | |
|---|---|---|---|---|
| FRAP Units (Fe2+ μg/mL) | Gallic Acid Equivalent (μg/mL) | |||
| 0 | 60 | 32 | 4.56 ± 0.06 | 1.46 ± 0.03 |
| 36 | 2.39 ± 0.02 | 0.76 ± 0.01 | ||
| 100 | 32 | 3.73 ± 0.04 | 1.19 ± 0.01 | |
| 36 | 3.22 ± 0.02 | 1.03 ± 0.02 | ||
| 10 | 60 | 32 | 4.72 ± 0.02 | 1.51 ± 0.01 |
| 36 | 5.44 ± 0.02 | 1.74 ± 0.02 | ||
| 100 | 32 | 4.34 ± 0.01 | 1.39 ± 0.02 | |
| 36 | 3.77 ± 0.02 | 1.21 ± 0.01 | ||
| 30 | 60 | 32 | 6.43 ± 0.02 | 2.21 ± 0.00 |
| 36 | 7.52 ± 0.08 | 2.42 ± 0.03 | ||
| 100 | 32 | 6.27 ± 0.05 | 2.01 ± 0.01 | |
| 36 | 7.44 ± 0.09 | 2.39 ± 0.02 | ||
| Fresh Kale Content (%) | Screw Speed (rpm) | Moisture Content (%) | Total Phenolic Content (μg GAE/g d.w.) |
|---|---|---|---|
| 0 | 60 | 32 | 19.1 ± 0.12 |
| 36 | 21.7 ± 0.07 | ||
| 100 | 32 | 23.1 ± 0.06 | |
| 36 | 21.8 ± 0.05 | ||
| 10 | 60 | 32 | 27.1 ± 0.05 |
| 36 | 32.5 ± 0.04 | ||
| 100 | 32 | 35.2 ± 0.09 | |
| 36 | 25.8 ± 0.10 | ||
| 30 | 60 | 32 | 62.1 ± 0.17 |
| 36 | 66.1 ± 0.17 | ||
| 100 | 32 | 70.1 ± 0.09 | |
| 36 | 72.8 ± 0.08 |
| Correlation Coefficients | |||
|---|---|---|---|
| Sample Parameters | DPPH | FRAP | TPC |
| 0%, 10%, 36% 60 rpm, 32 mc | 0.987 | 0.967 | 0.988 |
| 0%, 10%, 36% 60 rpm, 36 mc | 0.782 | 0.997 | 0.996 |
| 0%, 10%, 36% 100 rpm, 32 mc | 0.834 | 0.955 | 0.955 |
| 0%, 10%, 36% 100 rpm, 36 mc | 0.816 | 0.977 | 0.965 |
| Phenolic Acid | Content of Phenolic Acid (μg/g) |
|---|---|
| protocatechuic | 0.304 ± 0.088 |
| p-OH-benzoic | 0.922 ± 0.168 |
| vanillic | BLOQ |
| caffeic | 30.053 ± 2.819 |
| syringic | BLOQ |
| p-coumaric | 3.208 ± 0.342 |
| ferulic | 21.376 ± 2.292 |
| sinapic | 30.144 ± 1.679 |
| salicylic | 0.338 ± 0.014 |
| Fresh Kale Content (%) | Screw Speed (rpm) | Moisture Content (%) | WAI (g/g) | WSI (%) | Fat Absorption Index (%) |
|---|---|---|---|---|---|
| 0 | 60 | 32 | 3.57 ± 0.26 | 9.13 ± 0.42 | 34.93 ± 7.12 |
| 36 | 3.92 ± 0.18 | 15.43 ± 0.62 | 36.08 ± 4.02 | ||
| 100 | 32 | 3.70 ± 0.16 | 14.87 ± 0.56 | 18.45 ± 6.23 | |
| 36 | 3.50 ± 0.22 | 23.40 ± 0.68 | 22.69 ± 2.64 | ||
| 10 | 60 | 32 | 2.97 ± 0.14 | 14.84 ± 0.34 | 14.67 ± 2.58 |
| 36 | 2.99 ± 0.16 | 19.86 ± 0.58 | 16.76 ± 1.45 | ||
| 100 | 32 | 3.06 ± 0.24 | 18.39 ± 0.48 | 5.75 ± 2.64 | |
| 36 | 2.93 ± 0.32 | 24.50 ± 0.52 | 6.13 ± 2.12 | ||
| 30 | 60 | 32 | 2.99 ± 0.12 | 10.84 ± 0.23 | 8.68 ± 2.42 |
| 36 | 3.50 ± 0.07 | 13.12 ± 0.34 | 20.90 ± 1.81 | ||
| 100 | 32 | 3.28 ± 0.15 | 11.27 ± 0.22 | 12.22 ± 5.55 | |
| 36 | 3.36 ± 0.19 | 13.96 ± 0.28 | 12.42 ± 2.25 |
| Fresh Kale Content (%) | Screw Speed (rpm) | Moisture Content (%) | Component (g/100 g) | |||||
|---|---|---|---|---|---|---|---|---|
| Dry Matter | Protein | Ash | Fat | Fiber | Carbohydrates | |||
| 0 | 60 | 32 | 89.94 ± 2.09 | 3.64 ± 0.87 | 3.76 ± 0.62 | 0.07 ± 0.01 | 5.24 ± 1.08 | 77.23 ± 2.45 |
| 36 | 89.98 ± 2.52 | 3.56 ± 0.86 | 3.76 ± 0.58 | 0.11 ± 0.01 | 5.18 ± 0.98 | 77.37 ± 2.69 | ||
| 100 | 32 | 89.21 ± 2.66 | 3.57 ± 0.89 | 3.76 ± 0.46 | 0.09 ± 0.01 | 5.64 ± 0.88 | 76.15 ± 2.98 | |
| 36 | 89.14 ± 2.87 | 3.46 ± 0.78 | 3.70 ± 0.38 | 0.11 ± 0.01 | 5.78 ± 0.78 | 76.09 ± 2.89 | ||
| 10 | 60 | 32 | 90.09 ± 2.32 | 4.31 ± 0.78 | 4.19 ± 0.48 | 0.12 ± 0.01 | 5.92 ± 0.89 | 75.55 ± 2.74 |
| 36 | 89.81 ± 1.98 | 4.11 ± 0.88 | 4.20 ± 0.78 | 0.21 ± 0.01 | 6.12 ± 1.02 | 75.17 ± 3.02 | ||
| 100 | 32 | 90.22 ± 2.98 | 4.32 ± 0.78 | 4.19 ± 0.34 | 0.19 ± 0.01 | 6.22 ± 0.88 | 75.30 ± 3.06 | |
| 36 | 89.70 ± 2.74 | 4.08 ± 0.74 | 4.26 ± 0.52 | 0.36 ± 0.02 | 6.26 ± 1.04 | 74.77 ± 3.12 | ||
| 30 | 60 | 32 | 90.25 ± 2.71 | 6.06 ± 0.83 | 5.32 ± 0.68 | 0.19 ± 0.01 | 6.92 ± 1.06 | 71.76 ± 3.45 |
| 36 | 90.73 ± 2.66 | 6.39 ± 0.79 | 5.57 ± 0.59 | 0.15 ± 0.01 | 7.06 ± 0.98 | 71.56 ± 3.65 | ||
| 100 | 32 | 90.19 ± 2.45 | 6.19 ± 0.82 | 5.22 ± 0.49 | 0.21 ± 0.01 | 7.12 ± 0.88 | 71.45 ± 2.96 | |
| 36 | 90.57 ± 2.32 | 6.41 ± 0.83 | 5.64 ± 0.47 | 0.28 ± 0.02 | 7.22 ± 0.96 | 71.02 ± 2.94 | ||
| Fatty Acid | Content of Fatty Acids (mg/100 g) | |||
|---|---|---|---|---|
| 10%; 32 mc; 60 rpm | 10%; 36 mc; 60 rpm | 30%; 32 mc; 60 rpm | 30%; 36 mc; 60 rpm | |
| Myrystic acid, C 14:0 | 0.000 ± 0.000 | 0.000 ± 0.000 | 0.000 ± 0.000 | 2.992 ± 0.232 |
| Pentadecylic acid, C 15:0 | 0.000 ± 0.000 | 0.000 ± 0.000 | 0.000 ± 0.000 | 0.000 ± 0.000 |
| Palmitic acid, C 16:0 | 8.212 ± 0.568 | 17.754 ± 1.232 | 8.147 ± 0.623 | 9.275 ± 0.689 |
| Palmitoleic acid, C 16:1n-7 | 0.000 ± 0.000 | 6.604 ± 0.524 | 4.958 ± 0.428 | 0.000 ± 0.000 |
| Stearic acid, C 18:0 | 4.504 ± 0.523 | 8.267 ± 0.952 | 4.478 ± 0.597 | 3.430 ± 0.128 |
| Oleic acid, C 18:1n-9 | 57.177 ± 4.658 | 46.975 ± 3.865 | 46.422 ± 3.895 | 41.003 ± 3.126 |
| Linoleic acid, C 18:2n-6 | 19.456 ± 1.784 | 15.626 ± 1.256 | 21.418 ± 2.056 | 21.977 ± 2.254 |
| α-Linolenic acid, C 18:3n-3 | 10.651 ± 0.856 | 4.773 ± 0.423 | 14.578 ± 1.298 | 21.324 ± 2.078 |
| Arachidic acid, C 20:0 | 0.000 ± 0.000 | 0.000 ± 0.000 | 0.000 ± 0.000 | 0.000 ± 0.000 |
| Gondoic acid, C 20:1n-9 | 0.000 ± 0.000 | 0.000 ± 0.000 | 0.000 ± 0.000 | 0.000 ± 0.000 |
| TOTAL | 100 | 99.999 | 100.001 | 100.001 |
| ΣSFA | 12.716 | 26.021 | 12.625 | 15.697 |
| ΣMUFA | 57.177 | 53.579 | 51.380 | 41.003 |
| ΣPUFA | 30.107 | 20.399 | 35.996 | 43.301 |
| Fatty Acid | Content of Fatty Acids (mg/100 g) | |||
|---|---|---|---|---|
| 10%; 32 mc; 100 rpm | 10%; 36 mc; 100 rpm | 30%; 32 mc; 100 rpm | 30%; 36 mc; 100 rpm | |
| Myrystic acid, C 14:0 | 0.000 ± 0.000 | 0.000 ± 0.000 | 1.015 ± 0.189 | 1.451 ± 0.125 |
| Pentadecylic acid, C 15:0 | 0.000 ± 0.000 | 0.000 ± 0.000 | 0.360 ± 0.042 | 0.443 ± 0.052 |
| Palmitic acid, C 16:0 | 11.343 ± 0.985 | 10.872 ± 0.852 | 10.247 ± 0.789 | 11.716 ± 1.005 |
| Palmitoleic acid, C 16:1n-7 | 0.000 ± 0.000 | 3.746 ± 0.254 | 0.000 ± 0.000 | 0.000 ± 0.000 |
| Stearic acid, C 18:0 | 4.434 ± 0.545 | 6.563 ± 0.625 | 3.458 ± 0.278 | 4.040 ± 0.325 |
| Oleic acid, C 18:1n-9 | 52.614 ± 4.874 | 53.279 ± 5.025 | 44.974 ± 3.897 | 43.431 ± 3.874 |
| Linoleic acid, C 18:2n-6 | 20.197 ± 1.854 | 19.619 ± 1.254 | 20.998 ± 1.523 | 20.720 ± 1.874 |
| α-Linolenic acid, C 18:3n-3 | 11.412 ± 0.854 | 5.922 ± 0.252 | 17.290 ± 1.546 | 16.332 ± 1.532 |
| Arachidic acid, C 20:0 | 0.000 ± 0.000 | 0.000 ± 0.000 | 0.890 ± 0.052 | 0.615 ± 0.054 |
| Gondoic acid, C 20:1n-9 | 0.000 ± 0.000 | 0.000 ± 0.000 | 0.768 ± 0.050 | 1.252 ± 0.098 |
| TOTAL | 100 | 100.001 | 100 | 100 |
| ΣSFA | 15.777 | 17.435 | 15.97 | 18.265 |
| ΣMUFA | 52.614 | 57.025 | 45.742 | 44.683 |
| ΣPUFA | 31.609 | 25.541 | 38.288 | 37.052 |
| Phenolic Acid | Calibration Curve | R2 |
|---|---|---|
| protocatechuic | y = −0.02544x2 + 1.46612x + 0.01376 | 0.997 |
| p-OH-benzoic | y = −0.01168x2 + 1.43904x + 0.16496 | 0.997 |
| vanillic | y = 0.00011x2 +0.194029x − 0.00311 | 0.998 |
| caffeic | y = −0.01827x2 + 2.42109x + 0.43679 | 0.995 |
| syringic | y = −0.00005x2 +0.259824x − 0.00264 | 0.986 |
| p-coumaric | y = −0.01657x2 + 2.05818x + 2.05818 | 0.993 |
| ferulic | y = −0.00041x2 + 0.380126x + 3.30005 | 0.994 |
| sinapic | y = −0.00316x2 + 0.55236x − 0.06204 | 0.998 |
| salicylic | y = −0.03384x2 + 3.26378x + 0.82676 | 0.998 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Soja, J.; Combrzyński, M.; Oniszczuk, T.; Biernacka, B.; Wójtowicz, A.; Kupryaniuk, K.; Wojtunik-Kulesza, K.; Bąkowski, M.; Gancarz, M.; Mołdoch, J.; et al. The Effect of Fresh Kale (Brassica oleracea var. sabellica) Addition and Processing Conditions on Selected Biological, Physical, and Chemical Properties of Extruded Snack Pellets. Molecules 2023, 28, 1835. https://doi.org/10.3390/molecules28041835
Soja J, Combrzyński M, Oniszczuk T, Biernacka B, Wójtowicz A, Kupryaniuk K, Wojtunik-Kulesza K, Bąkowski M, Gancarz M, Mołdoch J, et al. The Effect of Fresh Kale (Brassica oleracea var. sabellica) Addition and Processing Conditions on Selected Biological, Physical, and Chemical Properties of Extruded Snack Pellets. Molecules. 2023; 28(4):1835. https://doi.org/10.3390/molecules28041835
Chicago/Turabian StyleSoja, Jakub, Maciej Combrzyński, Tomasz Oniszczuk, Beata Biernacka, Agnieszka Wójtowicz, Karol Kupryaniuk, Karolina Wojtunik-Kulesza, Maciej Bąkowski, Marek Gancarz, Jarosław Mołdoch, and et al. 2023. "The Effect of Fresh Kale (Brassica oleracea var. sabellica) Addition and Processing Conditions on Selected Biological, Physical, and Chemical Properties of Extruded Snack Pellets" Molecules 28, no. 4: 1835. https://doi.org/10.3390/molecules28041835